
Fターム[4E068CA09]の内容
Fターム[4E068CA09]の下位に属するFターム
罫書線追従 (21)
Fターム[4E068CA09]に分類される特許
1 - 20 / 533
レーザ切断装置
強化ガラス板の切断方法
レーザ操作を用いて内部キャビティを形成するシステム及び方法
強化ガラス板の切断方法、および強化ガラス板切断装置
レーザ加工装置、レーザ加工条件設定装置
レーザ照射位置の補正方法、及び、レーザ加工装置
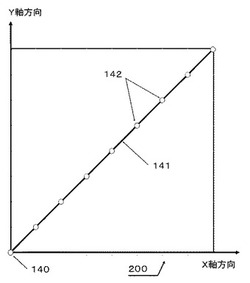
【課題】レーザ加工装置の出荷後再立ち上げにおけるレーザ照射位置の精度の悪化に対して、簡単な測定で精度悪化の傾向を定量把握して最終的に精度の高い補正を行うことが可能とするレーザ照射位置の補正方法が求められていた。
【解決手段】複数の加工エリアに分けて加工を行うレーザ加工装置において、加工エリアごとに対角線上に等間隔に並ぶ試験加工点を複数ヶ所設定し、予め設定された第一の補正データに基づく補正を施して試験加工点を加工するステップと、試験加工点の実際に加工された位置を測定するステップと、加工しようとする位置と実際に加工された位置の平面上のズレ量を直交する二軸で算出するステップと、加工エリアごとに、ズレ量のシフト成分と傾き成分を二軸ごとに算出するステップと、シフト成分と傾き成分をキャンセルするように算出された各加工エリアごとの補正情報を第一の補正データに加味し第二の補正データとする。
(もっと読む)
異なる出力特性のレーザによる対象素材の除去についての安定した品質を提供する方法

【課題】レーザパルスエネルギ調整は、レーザで処理された対象物に関連した特性メトリックを満たす異なるレーザ間のレーザパルス幅の変化の効果についての理解によって動機付けられる。
【解決手段】好適な実施例では、調整により、対象試料にビアを穿つ異なるレーザ間で、この効果を正規化される。各ビアを形成するための対象試料に提供されるパルス数は、異なるビア特性メトリックを制御すべく適用されるパルスエネルギに基づいて代えることができる。
(もっと読む)
ファイバレーザ装置
【課題】不可視レーザ光の照射位置を正確に決めるとともに、可視レーザ光の損失を少なくする。
【解決手段】不可視レーザ光を発生し、デリバリファイバ34を介して出力するファイバレーザ装置1において、可視レーザ光を発生する可視レーザ光源(可視光LD40)と、発生された不可視レーザ光が出力される出力ファイバ33とデリバリファイバ34との接合部51〜57の近傍のクラッドに、可視レーザ光源40によって発生された可視レーザ光を導入する導入部(出力ファイバ33)と、加工対象物に対する不可視レーザ光の照射の位置決めを行う場合に、可視レーザ光源40を駆動し、可視レーザ光をデリバリファイバ34のクラッドを介して出射させ、当該加工対象物の加工位置に可視レーザ光を照射する駆動部(制御部20)と、を有する。
(もっと読む)
レーザ加工装置
【課題】容易に収束レンズが対象面に対して平行となるように設置することのできるレーザ加工装置を提供する。
【解決手段】レーザ加工装置は、第1可視光L1、及び第1可視光L1と異なる波長の第2可視光L2を出射する可視光出射ユニット21と、ガルバノスキャナの作動を制御することにより、収束レンズ14を介して載置面8a内の同一直線上に配置されない第1〜第4測定位置に向けて第1及び第2可視光L1,L2を照射する制御装置とを備えた。そして、第1及び第2可視光L1,L2を収束レンズ14の異なる位置に入射させることにより、第1〜第4測定位置へ照射された第1可視光L1と第2可視光L2とを収束レンズ14から該収束レンズ14の光軸に沿った所定距離で互いに交差させるようにした。
(もっと読む)
シールドガス供給装置及び供給方法
【課題】シールドガスの供給位置を予め設定された照準位置に短時間で精度良く調整することを可能とする。
【解決手段】シールドガス15を溶接部4に供給するシールドガス導入管6と、前記シールドガス導入管6の一端部に設けられた照準用レーザ光導入兼シールドガス継ぎ手7と、を備えたレーザ溶接装置のシールドガス供給装置であって、照準用レーザ光12を、前記照準用レーザ光導入兼シールドガス継ぎ手7を介して前記シールドガス導入管6に導入し当該シールドガス導入管6の内部を通過させて溶接部4に入射させる。
(もっと読む)
加工経路におけるコーナ部を加工する制御装置
【課題】二つの主加工経路の間に円弧経路または直線経路が挿入された場合でも、コーナ部を適切に加工する。
【解決手段】加工ノズル(20)とレーザ発振器(22)とを制御する制御装置(10)は、互いに隣接する二つの主加工経路と、主加工経路の両方に連続する一つまたは複数の円弧加工経路または直線加工経路とを加工プログラム(11)から解析する解析部(12)と、二つの主加工経路がなす仮想のコーナ部の角度を算出する算出部(13)と、円弧加工経路または加工経路に対応する二つの主加工経路の間の距離あるいは円弧加工経路などに沿った距離が第一所定値以下であるか、および算出された角度が第二所定値以下であるかを判定する判定部(14)と、直線距離などが第一所定値以下であると共に、角度が第二所定値以下であると判定された場合には、円弧加工経路または加工経路におけるレーザ加工条件を主加工経路のレーザ加工条件から変更する変更部(15)と、を含む。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】 回転体の平滑な加工面を容易に得ることができるレーザ加工装置及び方法を提供すること。
【解決手段】 加工対象物にレーザビームLを照射して形状形成を行うレーザ加工装置であって、加工対象物を軸中心に回転させると共に加工対象物とレーザビームとの相対的な位置関係を調整する位置調整機構と、加工対象物の外周面にレーザビームを集光して照射するレーザ光照射機構と、制御部とを備え、制御部が、位置調整機構及びレーザ光照射機構により、レーザビームの光軸に直交する仮想面Kに対して加工対象物の回転軸Oを傾斜させ、光軸を回転軸に対してねじれの位置に配した状態で加工対象物を回転させ、焦点位置と仮想面との距離を一定に維持したままレーザビームを加工対象物の外周面に照射させると共に回転軸に沿って揺動させて加工を行う。
(もっと読む)
リペア装置、およびリペア方法
【課題】レーザ耐力が異なる欠陥を1台で修正可能なリペア装置、およびリペア方法を提供する。
【解決手段】本発明の位置決め装置は、載置ステージと、対象物を撮像する撮像部と、差画像データにより欠陥を抽出する第1欠陥抽出部と、レーザ照射範囲を設定するレーザ形状制御部と、レーザ光を照射する光源と、前記レーザ形状制御部が設定した照射範囲にレーザ光を照射する第1光学系と、差画像データと輝度情報により、欠陥を抽出する第2欠陥抽出部と、前記第2欠陥抽出部が抽出した欠陥の一部にスポット照射する第2光学系と、前記光源から照射されたレーザ光の光路を、前記第1光学系と前記第2光学系とに切り替える切替部と、を備える。
(もっと読む)
円状及びスパイラル形の軌道において正確にタイミングを図ったレーザパルスを移動することによって穴を形成する方法。
【課題】特定可能なビーム位置決め装置加速により、円状穴開け運動を開始し終了する方法を提供すること。
【解決手段】標本からの材料の高速除去は、様々な円形50及びスパイラル状レーザツールパターンに沿ってレーザビーム軸を指向するのにビーム位置決め器を使用する。材料除去の好ましい方法は、ビームの軸と標本との間に相対運動を引き起こすこと、入口セグメント加速度で入口軌跡52に沿ってレーザビームパルス放射58が開始される標本内の入口位置54へビーム軸を指向すること、標本の円形セグメントに沿って材料を除去するために標本内の円形周囲加速度でビーム軸を移動すること、そして入口セグメント加速度を2倍未満の円形周囲加速度に設定することを要する。
(もっと読む)
金属容器の溶接方法、金属容器、蓄電素子及び蓄電モジュール
【課題】 金属容器を精度良く溶接する。
【解決手段】 開口11を有する容器本体10と開口11を塞ぐ蓋部20とを有し、容器本体10と蓋部20との当接部分が側面に境界線25として露出している、例えば非電解質二次電池の電池容器として実施される金属容器の溶接方法であって、当接部分にレーザ光40を照射することにより溶接する工程を備え、レーザ光40の有効直径は、蓋部10の側壁の厚みTの2倍未満である、金属容器の溶接方法。
(もっと読む)
亀裂の補修方法
【課題】既設鋼構造物の鋼材に発生した亀裂にレーザ光を照射して亀裂を補修する。
【解決手段】既設鋼構造物1の鋼材3に発生した亀裂5の一端部5aに形成された第一貫通孔20から亀裂5の他端部5bまで、所定のスポット径のレーザ光11を亀裂5に沿って照射し、亀裂5を溶融させて消去することで、既設鋼構造物の鋼材3に発生した亀裂5を容易且つ確実に補修することが出来る。
(もっと読む)
レーザビーム加工装置及び方法並びに薄膜太陽電池の製造装置及び方法
【課題】予め規定した線幅や繰り返しピッチの精度を維持して、所定パターン加工をすることができる装置及び方法を提供する。
【解決手段】シート材10を搬送するシート材搬送部2と、シート材10を保持する保持部24と、レーザを照射するレーザ照射部35と、レーザ照射部35をシート材の搬送方向及び幅方向に相対移動させるレーザ照射位置変更部31,33と、どの場所にレーザを照射するかを登録する加工パターン登録部と、登録された加工パターンに基づいて照射位置の変更を行いながらレーザを照射する制御部とを備え、基準マーク観察部と、基準マーク間隔計測部5とを更に備え、制御部は、基準マークの位置及びマーク間の寸法と、登録された所定パターン情報に基づいて、レーザ照射位置変更部31,33の相対移動位置を逐次補正変更しながら、レーザを照射する装置及び方法。
(もっと読む)
レーザ加工機
【課題】レーザビームの照射位置の誤差を簡便に較正できるレーザ加工機を提供する。
【解決手段】レーザ発振器から発振されるビームLを被加工物が配置される所定面4に向けて反射させるミラー112、122と、ミラー112、122の方向を変化させることでビームLの光軸を所望の目標照射位置へと位置づける光軸操作機構111、121と、ミラー122に映る目標照射位置及びその周辺の領域を撮像するカメラセンサと、カメラセンサにより撮像した画像を参照して光軸操作機構111、121に指令した目標照射位置と所定面4における実際のビームLの光軸の位置との誤差を検出する誤差較正機構とを具備する加工機を構成し、前記誤差に基づき、加工時にビームLをその目標照射位置に照射するために光軸操作機構111、121に与えるべき指令の補正量を決定するようにした。
(もっと読む)
シート体加工方法、表示器用部品製造方法およびシート体加工装置
【課題】製品の商品的価値を低下させる要因となる外観不良の発生を回避する。
【解決手段】シート本体11と、シート本体11の表面に形成されたハードコート層12とを少なくとも有する中間体30aに対して切断処理を実行して中間体30aにおける第1部位を第1部位の周囲の第2部位から切り離すときに、切断処理に際して、第1部位として切り離す領域A1aの端に沿って照射源から中間体30aにレーザービームを照射してレーザービームの照射部位における厚み方向の一部を除去するビーム照射処理を複数回実行する(矢印L1〜L4のようにレーザービームを照射して厚み方向の一部を除去する)ことで照射部位において中間体30aを切断する。
(もっと読む)
加工機
【課題】被加工物の加工対象範囲に無数の穴を形成する加工において、被加工物の加工対象範囲に含まれるある領域とこれに隣接する領域との境界が肉眼で視認できる程度に露わとなる問題を回避する。
【解決手段】被加工物3の加工対象範囲の一部をなす加工領域に対して多数の穴32を形成する加工を行うことができる加工装置と、加工対象範囲のある領域に前記加工がなされた後、被加工物3を加工装置に対して相対的に移動させて未加工の領域を加工装置による新たな加工領域として位置づける移送装置と、加工装置が形成する穴32の配置位置31を規定する情報を記憶する加工パターン記憶部と、加工パターン記憶部に記憶している情報により規定される個々の穴32の位置31に、各穴32毎にランダムな位置補正量を加えて各穴32毎の目標加工位置を決定する制御部とを具備する加工機を構成した。
(もっと読む)
1 - 20 / 533
[ Back to top ]