
Fターム[4E068CA17]の内容
Fターム[4E068CA17]に分類される特許
161 - 180 / 658
レーザ加工装置
【課題】加工径を一定の大きさにできるレーザ加工装置を提供する。
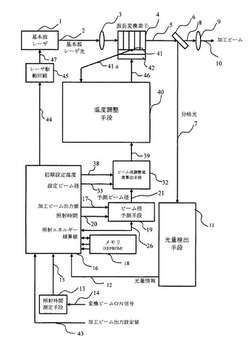
【解決手段】基本波レーザ光2を高調波レーザ光に変換し変換ビーム5として出力する波長変換素子4と、変換ビーム5を加工ビーム10として集光する集光レンズ9と、波長変換素子4の初期設定温度と加工ビーム10の設定ビーム径とが格納されるメモリ18と、変換ビーム5の一部を光量情報12として検出する光量検出手段11と、変換ビーム5の照射時間を測定し照射時間情報15を測定する照射時間測定手段13と、光量情報12と照射時間情報15とから加工ビーム10の予測ビーム径を計算するビーム径予測手段19と、ビーム径予測手段19によって算出した予測ビーム径とメモリ18に格納された設定ビーム径との差分に応じたビーム径調整温度を計算する。このビーム径調整温度になるように波長変換素子4の温度調整を行う温度調整手段40とを有するレーザ加工装置とした。
(もっと読む)
レーザ加工装置

【課題】加工部位の撮像から加工作業への移行をスムーズなものとして、作業効率を向上させる。
【解決手段】伝送用光ファイバ9から出射したレーザビーム11を平行化するコリメートレンズ13と、コリメートレンズ11により平行化したレーザ光11の進行方向前方に設けた集光レンズ17と、集光レンズ17から出たレーザ光11をワークWの加工部位へ向けて反射させ、かつ、可視光を透過させる第2の反射ミラー19と、第2の反射ミラー19を間に挟んでワークWと反対側に位置してワークWの加工部位を撮像するCCDカメラ57と、を備える。
(もっと読む)
ガラスフィルムの割断方法、ガラスロールの製造方法、及びガラスフィルムの割断装置
【課題】割断不良を生じることなく、熱応力によりガラスフィルムを効率よく割断する。
【解決手段】ガラスフィルムの割断装置1は、ガラスフィルムGの割断予定線7に沿う局部加熱及びその加熱領域の冷却により生じる熱応力で、割断予定線7の先端部に形成した初期亀裂10を割断予定線7に沿って進展させる。この際、ガラスフィルムGよりも柔軟な樹脂シートRを割断領域に配置し、この樹脂シートRの下面に対して浮上手段3から気体を吹き付けて浮上させる。そして、浮上させた樹脂シートRでガラスフィルムGの割断予定線7を含む割断予定部を下方から覆いながら持ち上げ支持し、この状態でガラスフィルムGを割断する。
(もっと読む)
レーザー加工装置、被加工物の加工方法および被加工物の分割方法
【課題】加工痕の形成が抑制されるとともに、被加工物の分割がより確実に実現される分割起点の形成が可能となる、レーザー加工装置を提供する。
【解決手段】パルスレーザー光を発する光源と、被加工物が載置される載置部と、を備えるレーザー加工装置が、載置部に載置された被加工物に対して3点曲げにて力を加えることにより、被加工物の加工対象位置に対して引張応力を作用させる応力印加手段、をさらに備え、載置部に載置した被加工物に対し、応力印加手段によって加工対象位置に対して引張応力を作用させた状態で、パルスレーザー光の個々の単位パルス光ごとの被照射領域が被加工面において離散的に形成されるように載置部を移動させつつパルスレーザー光を被加工物に照射することによって、被照射領域同士の間で被加工物の劈開もしくは裂開を順次に生じさせることにより、被加工物に分割のための起点を形成する。
(もっと読む)
金属部品の補修方法及び補修された金属部品
【課題】冷却孔近傍の肉盛溶接補修を行う場合でも、溶接割れを低減可能な金属部品の補修方法及び補修された金属部品を提供する。
【解決手段】高温に曝されると共に冷却のための冷却孔15を有する動翼11において、冷却孔15に近接して発生した亀裂と共に冷却孔15の一部を表面側から開先加工し、開先加工後、共金系材料のワイヤ22を用いて、冷却孔15を孔埋め加工し、孔埋め加工した部分をスムージング加工し、開先加工した部分及びスムージング加工した部分に肉盛溶接を行って、肉盛部25を形成し、ワイヤ22及び肉盛部25に当初の冷却孔15を再加工して、動翼11を肉盛溶接により補修する。
(もっと読む)
レーザ隅肉溶接方法
【課題】レーザ溶接により板状の第1の被溶接部材を第2の被溶接部材に隅肉溶接するレーザ隅肉溶接方法において、両被接合部材の位置精度を確保しつつ、接合信頼性の高い隅肉溶接を実現する。
【解決手段】第1の被溶接部材10のうち端部よりも内側に寄った部位に貫通穴40を設け、第1の被溶接部材10を第2の被溶接部材20の一面21上に重ねてなる重なり状態においては、貫通穴40を第2の被溶接部材20の一面21上に位置させて貫通穴40の側面41を第2の被溶接部材20の一面21と交差する第1の被溶接部材10の面としてレーザ溶接を行うとともに、第2の被溶接部材20の一面21に突起50を設け、重なり状態において、突起50に第1の被溶接部材10を当てることにより、第2の被溶接部材20の一面21上に重ねられる第1の被溶接部材10の位置を規定する。
(もっと読む)
欠陥電極検出装置
【課題】すべての製品についての溶接欠陥を早期に検出すること。
【解決手段】ワークが箔状のアルミニウム合金からなり、溶接部位から散乱される光波のうち反射光を集光する反射光集光部と、赤外光を集光する赤外光集光部と、各集光部で集光された光波から所定波長の反射光と赤外光とを抽出し電気信号に変換して溶接状態判別処理部に送る各センサ部と、上記各信号を溶接部位が固化されるまでの時間監視する溶接状態判別処理部11とからなる。該溶接状態判別処理部は反射光と赤外光について時間ごとの検出強度を監視する制御・演算手段と、出力手段と、記憶手段とを備え、先ず反射光につき所定の時間2ms経過後の検出強度のピーク値が予め定められた閾値20以上である場合において、赤外光の検出強度のピーク値が予め定められた閾値0.6以上であるときは「顕らかな欠陥」と判別し、上記閾値B未満であるときは「隠れた欠陥」と判別する。
(もっと読む)
溶接方法
【課題】簡便な方法で、SCCの発生や進展を抑制するとともに、溶接割れを抑制することができる溶接方法を提供する。
【解決手段】ニッケル基合金からなる溶接棒2及び溶接トーチ5を用いて鋼材1をアーク溶接する際に、溶接棒2を高速で回転させながらアーク6により溶融した溶融池3へ送り込む。これより、形成される溶着金属4は、凝固する直前まで溶接棒2の回転により攪拌されるため、結晶組織の方向が一方向に偏らず、ランダム性を持った凝固組織となる。
(もっと読む)
抜型製造用レーザー加工装置
【課題】被加工物表面へのレーザー光の照射幅の変動を許容範囲内に維持し、かつ、被加工物表面に対して一定の照射角度でレーザー光を照射することができる抜型製造用レーザー加工装置を提供すること。
【解決手段】本発明の抜型製造用レーザー加工装置は、レーザー発振器から出射されるレーザー光を被加工物の表面から所定距離を隔てて設けられたレーザー照射部の集光レンズに導くことにより、集光レンズで集光されたレーザー光がその焦点からずれた位置において所定幅で被加工物に照射され、被加工物に所定幅の溝を形成するよう構成され、集光レンズを被加工物の表面に対して所定距離を隔てて平行な2次元方向に移動させる位置制御部と、レーザー発振器から集光レンズまでレーザー光を導く導光手段と、を備える。導光手段は、集光レンズの位置にかかわらず、レーザー光が所定幅から所定の範囲内の幅で被加工物に照射されるようにして、かつ、レーザー光を実質的に一定の入射角で集光レンズに導く。
(もっと読む)
温間プレス成形用アルミニウム合金テーラードブランク材及びその製造方法
【課題】特殊な潤滑剤ではなく汎用の潤滑油を使用して、接合のまま、プレス成形をすることができる、温間プレス成形用アルミニウム合金テーラードブランク材を提供する。
【解決手段】板厚ti1の薄板と、板厚ti2の厚板とを接合したi個の接合継手Jiについて、接合金属部の、中心部高さhiと幅Wiが、{(ti1+ti2)/2}≦hi≦ti2、1.5×ti1<W<2.5×ti2、薄板の熱影響部の硬さViHAZ1と接合金属部の硬さViWとの差をΔViW1、厚板の熱影響部の硬さViHAZ2と接合金属部の硬さViWとの差をΔViW2、としたとき、0<ΔViW1<20、0<ΔViW2<20、の関係を満足する。
(もっと読む)
分割方法
【課題】極端な高低差を有する異形状部が形成されたワークにおいて、レーザー加工により適切な深さに改質層を形成することができる分割方法を提供すること。
【解決手段】孔部53を有する半導体ウェーハWに対して分割予定ライン51上の孔部53の形成範囲を検出し、検出光線を半導体ウェーハWの分割予定ライン51上に照射して、孔部53の形成範囲を含む所定区間を除いて半導体ウェーハWからの反射光強度に集光レンズ46を追従させることで半導体ウェーハWの分割予定ライン51上の表面高さ位置を検出し、表面高さ位置に基づいてレーザー光線の焦点を移動させながら半導体ウェーハW内で集光させることによって分割予定ライン51に沿って連続的に改質層を形成する構成とした。
(もっと読む)
レーザ加工方法
【課題】ガラス基板等の脆性材料基板にレーザ光を照射してスクライブ溝を形成する際に、高い端面強度を維持して深いスクライブ溝を形成する。
【解決手段】このレーザ加工方法は、脆性材料基板表面のスクライブ予定ラインに沿ってレーザ光を照射し、スクライブ溝を形成するレーザ加工方法であって、予備加工工程と、スクライブ工程と、を備えている。予備加工工程は、レーザ光を脆性材料基板のスクライブ予定ラインに沿って照射し、スクライブ予定ラインに対してアブレーションを起こさずに溶融のみを生じさせる。スクライブ工程は、パルスレーザ光をスクライブ予定ラインに沿って照射し、スクライブ溝を形成する。
(もっと読む)
板状物の加工方法及びレーザー加工装置
【課題】分割予定ラインの内部に改質層を形成すること。
【解決手段】複屈折性結晶材料から構成されたワーク1の光学軸の方向を検出し、検出された光学軸の方向と分割予定ライン11の延伸方向とに基づいて、常光線、異常光線、及び常光線と異常光線との複合光線のうちのいずれか1つを分割予定ライン11に照射するレーザー光線として選択し、選択されたレーザー光線を分割予定ライン11に照射して走査する。これにより、分割予定ライン11の内部に改質層を形成することができる。
(もっと読む)
レーザーショックピーニングのシステム及び方法
【課題】レーザーショックピーニングの有効性のリアルタイムモニタリングのためのシステム及び方法を提供する。
【解決手段】レーザーショックピーニング用のシステム10は、レーザーパルス20をワークピース24の第1の面22に向けるように配置されたレーザー12と、ワークピース24の第2の面36上のカプラー30とを含んでいる。このシステム10はさらに、カプラー30の速度を測定するように配置されたドップラーシフト検出器16を含んでいる。
(もっと読む)
レーザ溶接検査装置
【課題】簡易な構成で保護ガラスに付着する異物の影響を抑制して溶接品質の評価を良好に行うことができるレーザ溶接検出装置を提供する。
【解決手段】カメラ11とワークWの間にワークWに対する第1結像点15を設けた。ワークWの像は、第1結像点15で結ばれてカメラ11に撮像される一方、保護ガラス12に対する像は、第1結像点15で結像されずに拡散されてカメラ11に撮像される。このため、保護ガラス12の汚れに起因する写りこみは拡散され、これに伴い、カメラ11が得る画像は、汚れ写りこみ画像が少なくて相対的にワークWに基づく画像が多くなり、ワークWの品質評価の精度を向上できる。
(もっと読む)
レーザ加工方法
【課題】サファイア基板を分断する際に、分断面に傷が生じるのを抑え、かつ容易に分断できるようにする。
【解決手段】このレーザ加工方法は、レーザ光を照射して脆性材料基板を分断する加工方法であって、スクライブライン形成工程と、分断工程と、を備えている。スクライブライン形成工程はスクライブ予定ラインに沿って脆性材料基板の第1主面にスクライブラインを形成する。分断工程は、スクライブラインに対して、第1主面とは逆側の第2主面からパルスレーザ光を照射し、脆性材料基板をスクライブラインに沿って分断する。
(もっと読む)
レーザ溶接方法、及びその方法によって接合されるパイプ接合体。
【課題】金属製薄肉パイプの重ね合わせ溶接において溶け込み深さを安定させ溶接品質を向上するレーザ溶接方法を提供する。
【解決手段】金属製の第1パイプ11と、第1パイプ11の径外側に嵌合する第2パイプとを溶接するレーザ溶接方法は、不活性ガス注入工程、溶接工程および冷却工程を含む。不活性ガス注入工程では、ガス注入ノズル21から第1パイプ11の内側に不活性ガスG1を注入するとともに内側の空気G0を外側へ排出することで溶接時の内壁の酸化を防止する。溶接工程では、第1パイプ11および第2パイプ12を中心軸の回りに回転させながらレーザ照射ヘッド51から第2パイプ12の外周にレーザ光Lを照射し、溶け込み部の先端が第1パイプ11の板厚内に位置するように金属を溶け込ませる。冷却工程では、不活性ガス注入工程から継続注入される不活性ガスG1によって、溶接された箇所を冷却する。
(もっと読む)
超伝導加速空洞の製造方法
【課題】溶接時における支持構造の簡素化をはかるとともに製品内面の平滑化をはかることができる超伝導加速空洞の製造方法を提供する。
【解決手段】軸線方向の両端に開口部(赤道部13、アイリス部)を有する複数のハーフセル15を軸線方向に配列し、相互の開口部同士が接触する接触部21を溶接によって接合して超伝導加速空洞を製造する超伝導加速空洞の製造方法であって、接合されるハーフセル15は軸線方向が上下方向に延在するように配置されるとともに下側に位置するハーフセル15における接触部21の下方に位置する内周面に外側に向かい凹む凹部25が形成され、接触部21を外側から貫通溶接して接合する。
(もっと読む)
穴あけ装置
【課題】ワークへのちりの付着を防止できる穴あけ装置の提供を課題とする。
【解決手段】ワーク66をワーク回転機構12の回転軸28上で支持し上面に開口15が備えられたワーク支持部材13と、ワーク支持部材13に対して昇降可能に設けられ開口15に被せられる蓋部16と、蓋部16が開口15に被せられた照射室63と、照射室63に繋げられ圧縮ガスを供給するガス供給手段45と、ワーク回転機構12からワーク支持部材13の外側方を通って延びるブラケット81と、ブラケット81の上部と蓋部16とを着脱自在に連結する連結手段83とを備えたことを特徴とする。
【効果】ガス供給手段45と、排出手段49とを備えた。レーザ光を照射する場合に、ガス供給手段45で圧縮ガスを供給しつつ、排出手段49でガスを排出する。気圧の差を生じさせることにより照射室63内に気流が発生する。この気流により効率よくちり72が外部へ排出される。
(もっと読む)
2次元測長機による測定値の補正方法
【課題】汎用の2次元測長機を用いても露光面に形成された座標上の露光点を高精度に測定できるようにする。
【解決手段】X軸ガイドとY軸ガイドがX軸とY軸で直角に直交している状態から、X軸とY’軸とで示すように90度以下の角度θで交差する状態になる。このとき、X軸ガイドとY軸ガイドに基づいて露光点観測カメラが露光点20を測定すると、測定される座標の測定値はx’とy’となるが、露光点20における真の座標の測定値はx、yである。一方、真の座標の測定値x、yと実際の測定値x’、y’との関係は、x=x’+y’cosθ、及び、y=y’sinθで表わすことができる。従って、X軸ガイドとY軸ガイドが90度以下の角度θで交差していても、実際に測定された測定値x’、y’と交差角度θを上式に代入すれば、真の座標の測定値x、yを容易に求めることができる。
(もっと読む)
161 - 180 / 658
[ Back to top ]