
Fターム[4E068CA17]の内容
Fターム[4E068CA17]に分類される特許
101 - 120 / 658
レーザー誘起背面式の透明基板微細加工で使用される流動性物質
【課題】レーザー誘起背面式の透明基板微細加工方法において、裏面で加工が起こるのに必要なエネルギー値を低減するとともに、加工効率を上げながら未加工部分による加工精度低下を防止する。
【解決手段】透明材料を通過したレーザービームをその裏面で集光させ、該集光点で該透明材料の裏面に接触する流動性物質がレーザービームを吸収し、該透明材料の融点付近まで温度上昇させるとともに高い圧力を発生させることにより、該透明材料の該集光点でのエッチング加工を行うレーザー誘起背面式の透明基板微細加工に使用される流動性物質として、レーザービーム吸収物質、及び該物質を高濃度に溶解して流動性物質とする溶媒に加え、それ自体、レーザービームに対する吸収特性を有していないが、レーザービーム吸収物質の発熱に伴い分解して、加工精度、加工速度を向上させる加工促進物質を添加する。
(もっと読む)
レーザ加工装置
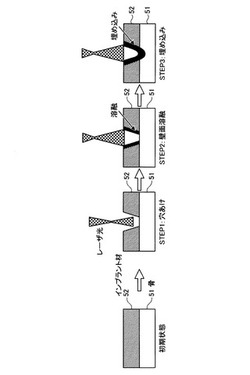
【課題】骨とインプラント材との間を短時間で容易に接合するレーザ加工装置を得ること。
【解決手段】骨およびインプラント材にレーザ光を照射して骨およびインプラント材のレーザ加工を行うレーザ加工装置において、インプラント材52にレーザ光を照射してインプラント材52に穴をあけ、かつインプラント材52に近接配置された骨51にレーザ光を照射することによってインプラント材52を溶融させるとともに骨51に穴あけを行い、溶融させたインプラント材52を膨張させた状態で骨の穴内に充填させることによって骨51とインプラント材52とを接合するレーザ照射部を備える。
(もっと読む)
発光素子の製造方法

【課題】III−V族化合物半導体層を有するウェハを高精度かつ効率よく切断することができる発光素子の製造方法を提供する。
【解決手段】厚さが50μm〜200μmの基板1の表面3上にIII−V族化合物半導体からなるn型半導体層17a及びp型半導体層17bが積層されたウェハを切断予定ラインに沿って切断する。ここで、基板1の内部に集光点Pを合わせてレーザ光Lを照射し、溶融処理領域を含み且つ切断の起点となる改質領域7を基板1の内部にのみ形成し、基板1の表面3及び裏面21には溝及びスクライブラインを形成することなく改質領域7から発生させた割れを表面3及び裏面21に到達させ、切断予定ラインに沿って、基板1と共に切断予定ライン上に存在する半導体層17a,17bを当該割れによって切断する。
(もっと読む)
レーザ溶接H形鋼の製造方法
【課題】H形に組んだウェブ材の片面側からのみ2箇所のT字継手部に同時にレーザ光照射して、溶接H形鋼を製造する際に、フランジ材角度の上下非対称な変形を防止して形状矯正の負担軽減と形鋼の品質向上を図る。
【解決手段】溶接前のフランジ材をレーザ光照射側においてはウェブ材となす角が小さくなるように、またレーザ光照射側と反対側においてはウェブ材となす角が大きくなるように保持した状態でレーザ溶接する。
フランジ材として、ウェブ材との当接部分を境にウェブ材と反対側に折り曲げられている板材を用いることが好ましい。
(もっと読む)
ケースの溶接方法
【課題】 クリアランスがある蓋およびケース本体に対して溶接用のレーザ光を同時に照射すると、レーザ光の一部がクリアランスを通過し、溶接に用いられない。
【解決手段】 対象物(20)を収容するケース本体(11)の開口部(11a)の内側に、開口部に対してクリアランス(CL)を設けた状態で蓋(12)を配置するステップを有する。蓋の外縁および開口部の一方を、第1レーザ光の照射によって溶融させるステップと、蓋の外縁および開口部の他方を、第2レーザ光の照射によって溶融させて、一方の溶融部分と接触させるステップとを有する。溶融状態にある蓋の外縁および開口部を、第3レーザ光の照射によって更に溶融させるステップを有する。
(もっと読む)
基板に通路孔を形成するために基板を修正する方法および関連する物品
【課題】タービンエンジン構成要素などの高温基板内に冷却孔を組み込むための方法を提供すること。
【解決手段】高温基板64に少なくとも1つの通路孔100を形成するための方法が説明されている。所望の各通路孔または一群の通路孔のために、基板64の外側面62上に節点60がレーザ固結工程によって最初に形成される。節点が、各通路孔100用の事前に選択した入口領域として機能する。次いで、通路孔100が、節点60を貫通して基板64内に形成されることができる。タービンエンジン構成要素など、関連する物品もまた説明されている。
(もっと読む)
溶接材料におけるビード領域の画像を取り込むための装置
【課題】本発明の目的は、溶接プロセスの前半部分及び後半部分の全体において、ビード領域の穴欠陥の判定に用いることができる画像を取り込むことが可能な装置を提供することにある。
【解決手段】本発明の装置1は、レーザ照射部3と、レーザ照射制御部4と、モニタ部5と、記憶部6と、画像取込部7とを備え、レーザ照射制御部4には、溶接開始点Bから溶接終了点Cまでの本溶接部分の情報と、溶接開始点Bに近接した位置にある予備溶接部分の情報とが設定されており、レーザ照射部3は、溶接開始点Bから溶接を開始する前に、予備溶接部分を溶接用レーザによって照射するように構成され、画像取込部7が、溶接開始点Bから溶接終了点Cまでのビード領域の画像を取得するようになっている。
(もっと読む)
チップ
【課題】切断予定ラインに沿った加工対象物の高精度な切断が可能となるレーザ加工方法の使用により得られるチップを提供する。
【解決手段】厚さ方向に略平行な側面25aを有するチップ25であって、側面25aには、厚さ方向に並ぶ溶融処理領域131,132と、これら溶融処理領域131,132間に位置し厚さ方向の長さが溶融処理領域131,132より短い溶融処理領域133と、が形成されている。また、側面25aには、少なくとも溶融処理領域131,132間に連続するように渡り、厚さ方向に対して同じ側に傾斜し延在する複数のウォルナーライン24が形成されている。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】パーティクル汚染が無く、品質の良好な薄膜でパターニングされた基板を歩留まり良く得ることが可能なレーザ加工方法及びレーザ加工装置を提供する。
【解決手段】基板1を所定経路に沿って搬送する搬送手段と、基板1の搬送経路の途中で基板1が液体21に浸漬されて取り出されるように配置された液槽20と、液槽20中の液体21を通してレーザ光を薄膜に照射して薄膜を所定形状にパターニングするレーザ光照射装置30と、液槽20から取り出された表面に付着した液体を除去する液体除去装置40とを備えるレーザ加工装置を用いて、薄膜が形成された基板をレーザ加工する。
(もっと読む)
レーザー切断装置で切断される加工物及びその加工物から切断される製品部材の面取り方法
【課題】加工物からレーザーによって切断される製品部材の外周表面に発生するエッジで指等を傷つけずに、且つ、製品部材の生産性を向上させるレーザー切断装置で切断される加工物及びその加工物から切断される製品部材の面取り方法を提供する。
【解決手段】加工物10の製品部材領域14aから製品部材14となる形状の殆どをレーザーで切断し、製品部材領域14aの一部と除去部材領域16aとを短い長さの連結部22で連結した状態にする。その後、加工物10におけるレーザー切断部20の上下の位置に金型28a,28bを押圧して溝30を形成し製品部材領域14aに形成したレーザー切断部20の外周における面取りを行なう。その後、製品部材領域14aと除去部材領域16aとの連結部22を分離して加工物10から製品部材14を分離する。その後、製品部材14の連結部22の箇所に面取り等の加工作業を行って、製品部材14の面取り作業を完了する。
(もっと読む)
レーザ溶接装置
【課題】電池容器における溶接クレータ部の残存を抑制可能なレーザ溶接装置を提供する。
【解決手段】本発明のレーザ溶接装置50は、電池容器2aの溶接対象部44aに溶接を施すレーザ溶接装置である。電池容器2aにレーザ光Lを照射可能なレーザ溶接機60と、レーザ溶接機60から電池容器2aにレーザ光Lが照射されるときに、電池容器2aの表面におけるレーザ光Lの照射位置からレーザ溶接機60の焦点位置までの距離が、溶接対象部44aのうちで溶接の終端を含む所定の領域内で終端に向うにつれて増加するように、照射位置と焦点位置との相対位置を調整する位置調整部52と、を備える。
(もっと読む)
レーザ肉盛溶接方法
【課題】材料歩留りを向上させるとともに肉盛層での欠陥の発生を抑制できるレーザ肉盛溶接方法を提供することを目的とする。
【解決手段】レーザ肉盛溶接方法は、レーザの照射断面形状を多角形とし、該多角形の少なくとも一辺を前記レーザの走査方向に沿わせるとともに、前記多角形のレーザで囲まれた内側に粉末状の溶加材6を供給する。このようにすることで、ビード4の端部への入熱を大きくすることができるとともに、溶加材6の飛散を防止することができる。
(もっと読む)
長方形の断片を高切断効率で製造する方法
【課題】長方形の単位断片を、長いベース材料シートから予め決められた角度で切断フレームを使用して連続的に製造する方法を提供する。
【解決手段】ラミネート構造のベース材料シート100を製造してロール200状に巻き上げ、ベース材料シートを連続的に供給し、長方形の単位断片400に対応する構造で取り付けられているか、または、形成されている切断フレーム300を使用して切断し、カッターを連続的に配置した時に、カッターの対向する側方末端の形状が互いに一致するように配置されており、一回の切断工程に対する長さが、縦方向におけるカッターの対向する側方末端間の分離間隔と等しく、切断フレームの任意の高さで互いに等しくなるようにベース材料シートが部分的に重なり合った状態で行い、長方形の単位断片を切断した後に発生するスクラップ101をロール状に巻き上げ、及び、切断した長方形の単位断片を移動させる。
(もっと読む)
レーザ加工装置及びレーザ加工方法
【課題】 高品質のレーザ加工を行う。
【解決手段】 加工対象物に照射されるレーザパルスを出射するレーザ光源と、レーザ光源から出射されたレーザパルスの、加工対象物上における照射位置を移動させる照射位置移動装置と、照射位置移動装置が加工対象物上の1つの照射位置から次の照射位置に、レーザパルスの照射位置を移動させる移動時間に応じたパルス幅と周波数でレーザパルスが出射されるように、レーザ光源からのレーザパルスの出射を制御する制御装置とを有し、制御装置は、所定範囲内のパルス幅のレーザパルスが加工対象物上に照射されるように、レーザ光源からのレーザパルスの出射を制御するレーザ加工装置を提供する。
(もっと読む)
構造物の溶接方法
【課題】原子炉圧力容器等の構造物の補修や保全のための肉盛溶接を短時間でかつ高効率で行うことができ、しかも水中でも安定して施工することが可能な構造物の溶接方法を提供する。
【解決手段】低合金鋼からなる母材11の表面にクラッド層14が形成されてなる構造物の欠陥を含む部分Xをクラッド層14側から機械的に削り取って除去した後、クラッド層14の残存厚さTcが2.3mm未満の場合に、レーザ溶接を用いたテンパービード工法による肉盛り溶接を行い、クラッド層14の残存厚さTcが2.3mm以上の場合に、通常のレーザ溶接による肉盛り溶接を行う。
(もっと読む)
レーザ加工装置
【課題】 表面を形成する第1層と、第1層の裏面側に存する第2層と、を含んでなる被加工物に、表面側からレーザビームを照射することで被加工物を加工するレーザ加工装置であって、被加工物を加工する軌跡(トラック)の形状に制限がなく、軌跡(トラック)として自由に種々の曲線を選択することができるレーザ加工装置を提供する。
【解決手段】レーザビームを照射する照射手段と、照射手段に対して被加工物を被加工物の表面に沿って相対的に移動させる移動手段と、を備えてなり、照射手段は、第2層の加工に適した第2レーザビームを第1層の表面の第2領域に照射する第2照射手段と、第1層の加工に適した第1レーザビームを、第2領域を取り囲む第1領域に照射する第1照射手段と、を有してなる、レーザ加工装置である。
(もっと読む)
サーマルメディア描画装置
【課題】複数のストロークが接近する場合であっても情報が欠落することなく、描画品質の低下を防止する。
【解決手段】描画文字を構成する複数のストロークの重複を検出して当該重複を除去する手段を備えたサーマルリライタブルメディア描画装置であって、連続するストロークをグループ化したストローク群もしくは個々のストロークに対し、重複除去により消去される可能性があることを示す情報を付する手段と、重複除去に際し、上記の重複除去により消去される可能性があることを示す情報が付されたストローク群もしくはストロークを重複除去による消去の対象から除外する手段とを備える。
(もっと読む)
部品の加飾装置及び加飾方法
【課題】適正な照射条件によってレーザを部品表面に照射して、描画不良のない正確な絵柄を加飾することができる部品の加飾装置を提供すること。
【解決手段】加飾装置10は、レーザ照射装置13とそのレーザ照射装置13を制御するための制御装置14とを備え、自動車用加飾部品1の表面に絵柄を加飾する。制御装置14のメモリ32には、クリアコート層の材料についてレーザ照射による状態変化を示す状態変化データが記憶されている。制御装置14のCPU31は、照射パラメータと柄データとに基づいて描画領域におけるレーザ積算熱量を算出する。CPU31は、状態変化データとレーザ積算熱量のデータとに基づいて、絵柄の描画不良が発生する不良部位を導き、その不良部位に対応する照射パラメータを補正する。
(もっと読む)
半導体材料の切断方法と切断装置
【解決手段】 先ず、シリコンインゴット2の外周面2Bにスクライバ4Aによって円周方向溝2Dを形成する。次に、第1のレーザ光L1と第2のレーザ光L2を重畳させて端面2A側から円周方向溝2Dに照射し、その後、両レーザ光L1、L2を割断予定面2Eに沿って渦巻状の移動軌跡で相対移動させる。これにより、第1のレーザ光L1によって割断予定面2Eとその隣接箇所は結晶方位のない改質領域2Fに改質され、そこに第2のレーザ光L2が照射される。そのため、円周方向溝2Dに生じたクラック20が半径方向に進展してシリコンウェハ2Sが切り出される。
【効果】 内部の結晶方位の影響を受けることなく、シリコンインゴット2から所定厚さtのシリコンウェハ2Sを切り出すことができる。
(もっと読む)
内視鏡用レーザ溶接方法、及び、内視鏡用レーザ溶接部材
【課題】レーザ照射前に内視鏡の筒状外側部材及びコイル状内側部材に接合のための塑性加工を必要とせず、筒状外側部材とコイル状内側部材との間に接合のための部材を介在させない場合にも、確実にレーザ溶接を行うと共に、レーザ溶接後の内外径の寸法変化をさせない。
【解決手段】筒状外側部材(10)の板厚をh、コイル状内側部材(20)の板厚をhc、筒状外側部材の内側にコイル状内側部材の位置しない場所で筒状外側部材の内外径を変化させないレーザ溶接の最大溶接エネルギーをE1、筒状外側部材とコイル状内側部材の溶接固定を可能とする最小溶接エネルギーをE2とするとき、螺旋状溶接ビードが重ならず、筒状外側部材からコイル状内側部材までの溶接深さHがh<H<h+hcであり、筒状外側部材とコイル状内側部材とを溶接固定し溶接深さが溶接深さHとなる溶接エネルギーEは、E2≦E≦E1の関係を満たすようにする。
(もっと読む)
101 - 120 / 658
[ Back to top ]