
Fターム[4E068CD15]の内容
Fターム[4E068CD15]の下位に属するFターム
複数のヘッド (63)
Fターム[4E068CD15]に分類される特許
61 - 80 / 228
レーザ加工ヘッドおよびレーザ加工ヘッドの焦点位置の変化を補償するための方法
本発明は、加工レーザビーム108により工作物を機械加工するためのレーザ加工ヘッド100に関し、このヘッド100は、カメラ102を備え、ビーム経路内において前記カメラの正面に撮像レンズユニット116が、工作物レーザビーム108により機械加工される工作物の機械加工領域を監視するために配置され、更に工作物表面104上又は該表面104に対し規定された位置の上に加工レーザビーム108の焦点合わせのためのフォーカシングレンズユニット114と、集束レンズ系114の焦点シフトが生じた場合にカメラ画像の焦点を再度合わせるための光学軸方向の撮像レンズ系116の調節移動量ΔdKLを用いて補正調節移動量ΔzOS、ΔzBを計算するように設計された評価ユニット122とを備え、この補正調節移動量が工作物表面104又は該表面104に対して規定された位置に対する集束レンズ系114の焦点変位を補償する。  (もっと読む)
(もっと読む)
レーザ・アーク複合溶接ヘッド
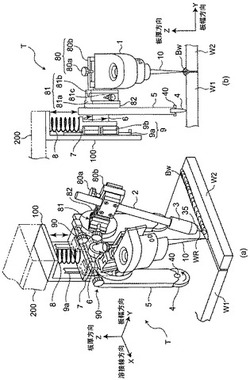
【課題】溶接方向に対して溶接母材の変形や歪み、傾き、板厚の変化が生じた場合でも、レーザ集光ヘッドとアークトーチとの距離、レーザ集光ヘッド及びアークトーチと溶接母材との距離を常に一定に保つことにより、安定したレーザ・アーク複合溶接を行うことができるレーザ・アーク複合溶接ヘッドを提供する。
【解決手段】溶接線方向に略平行に配置され、溶接母材Wの板面上で溶接線方向に沿うように転動する少なくとも2つ以上の倣いローラ4を回動自在に支持するローラ支持フレーム5と、ローラ支持フレーム5を溶接線方向に沿って揺動可能に支持する可動フレーム7と、可動フレーム7を鉛直方向に案内支持する精密直線ガイド9と、ローラ支持フレーム5を溶接母材Wの板面方向に所定の荷重で付勢するスプリング8とを含んでいる。レーザ集光ヘッド1及びアーク溶接トーチ2は、溶接線上に配置されるようローラ支持フレーム5に取付けられている。
(もっと読む)
レーザ用トーチヘッド及びハイブリッド溶接装置

【課題】レーザ溶接用トーチヘッドにレーザビーム光路偏向機構を設け、レーザヘッド自体を固定とし、ハイブリッド溶接を行う場合は、レーザビームの照射位置とアークの発生位置との位置関係を保持したまま、レーザ溶接用トーチヘッドとレーザヘッドとを一体的に、位置調整可能、姿勢調整可能としたレーザ溶接用トーチヘッドの提供。
【解決手段】内部にレーザビーム4が通過する光路空間20と、該光路空間の先端部に設けられ、レーザビーム光軸と直交する回転中心を有するミラーハウジング31と、該ミラーハウジング内部に該ミラーハウジングと同心で回転可能なミラーホルダ44と、該ミラーホルダに保持される偏向ミラー43と、前記ミラーハウジングと前記ミラーホルダとを連動して回転する回転機構とを有し、レーザビームは前記偏向ミラーにより偏向され、前記回転機構は前記ミラーハウジングと前記偏向ミラーとを2:1の比率で回転するよう構成された。
(もっと読む)
レーザピーニング施工装置及びレーザピーニング施工方法並びに金属材料製品
【課題】被加工物を水中に浸漬する、あるいはコーティングするといった準備の必要がなく、機器の設置にも手間を要さないから、現地で構築中または構築後の機械部品や鋼構造物を加工対象とする場合でも、簡便で安全かつ確実なレーザピーニング加工ができる。
【解決手段】レーザ光10を通す光ファイバ4と、透明液11を通すホース5と、光ファイバを通過したレーザ光を集光させるレンズ6とを内蔵した筒状の胴体部2と、これの先端に連結されて前記レンズと被加工物との間隔空間を囲み、該囲み内に前記ホースを通過した透明液を充満させて前記光ファイバを通過したレーザ光の伝播媒体とする筒状の頭部3とからなるハンディ施工筒1を有するレーザピーニング施工装置とした。
(もっと読む)
レーザ加工ヘッド
【課題】保護ガラスに熱レンズ効果が発現せず、レンズを長焦点化しても溶接部付近を無酸素雰囲気に保てるレーザ加工ヘッドを提供する。
【解決手段】保護ガラス71を透過したレーザ光Lを溶接対象物86,87に向けて屈折させるミラー76のレーザ光L出射方向下流側に、レーザ光Lの光路を横切るエアカーテン流A1を形成させる後段エアナイフノズル83と前段エアナイフノズル84を設けて、溶接スパッタなどの飛散物がミラー76及び保護ガラス71へ付着することを抑え、熱レンズ効果の発現を防ぐ。また、前段エアナイフノズル84のレーザ光L出射方向下流側に設けたトレーラ85から、不活性ガスGを溶接対象物86,87に向けて噴出させるので、レンズ67,68,69の長焦点化を図っても、溶接部付近を確実に無酸素雰囲気にすることができる。
(もっと読む)
レーザ加工用ノズル及びレーザ加工装置
【課題】 レーザビームを用いた無酸化切断において、溶融金属を切断溝内から排出し吹き飛ばすことで、被加工物裏面へのドロスの付着を防止する加工ノズルおよびレーザ加工装置を得る。
【解決手段】 レーザビームと主アシストガスを噴射するための主アシストガス噴出口と、この主アシストガス噴出口の周囲に同心的に環状に設けられ補助アシストガスを噴射する補助アシストガス噴出口とを備えた2重ノズルにおいて、補助アシストガス噴出口面を主アシストガス噴出口面よりもアシストガス流の下流に設け、主アシストガスのガス流れ軸と該補助アシストガスのガス流れ軸の交わる位置での該補助アシストガスの噴射角度を主アシストガスの噴射軸に対して0から80度の範囲に設定する。
(もっと読む)
レーザ加工装置での光ファイバーケーブル保持機構
【課題】レーザービームトーチの動作や姿勢制御における制約を少なくすることができる光ファイバーケーブル保持機構を提供する。
【解決手段】レーザービームトーチが全方位に向うように作動するレーザ加工装置で、レーザービームトーチ3の動作や姿勢制御における制約を少なくすることができる光ファイバーケーブル保持機構を提供するものであって、レーザ発振器とレーザービームトーチ3とを光学的に接続している光ファイバーケーブル4の途中を少なくとも2つのスプリングバランサ7で吊持する。レーザー加工装置対して相対固定されているガイドレール6に前記各スプリングバランサ7をレーザービームトーチの運動と連動可能な状態でそれぞれ独立して移動自在に支持させてある。
(もっと読む)
スクライブ加工方法及び装置
【課題】 各スクライブ加工工程における基材の歪み量が、製造工程中の熱応力や機械的応力を原因として大きく異なるものであったとしても、2以上のスクライブ加工工程のそれぞれにおいて形成されるスクライブ線同士の位置的相関を設計通りの位置的相関に維持することを可能とする。
【解決手段】 1の成膜工程が完了した中間品シート乃至プレート上から、前記基材に直接に刻設されたパンチ孔やアライメントマーク等の位置合わせシンボルの位置を光学的に検出し、前記シンボルの検出された位置と、前記シンボルの位置とそれに対応するスクライブ線上の位置との設計上の位置関係とに基づいて、設計上のスクライブ加工位置を補正し、前記補正後のスクライブ加工位置に対してレーザ光を照射してスクライブ線を形成する。
(もっと読む)
溶接装置および半田付け装置
【課題】本発明は、粉末材料噴射口と被加工物の間隔が変化しても、粉末材料噴射ノズル交換の必要がない溶接装置あるいは半田付け装置を提供する。
【解決手段】ガスを用いて少なくとも2方向から交わるように金属粉末や半田粉末の粉末を溶接部位に供給する送給手段としての金属粉末送給外筒3と金属粉末噴射ノズル4を用い、溶接部位への粉末の送給角度を同期して可変させたことを特徴とし、この構成によれば、粉末の送給角度を調整することにより、送給手段と被加工物の距離が変化しても、粉末が集中する位置を被加工物上に調整することが出来る。
(もっと読む)
レーザ加工装置
【課題】 長期間に亘る使用についても信頼性を保証することができ、しかも加工用レーザ光を伝播する光ファイバの断線のみならず、レーザ光発生源に組み込まれた光学素子の損耗等をも有効に判定することが可能な加工用レーザ光監視手段を備えたレーザ加工装置を提供すること。
【解決手段】 加工用レーザ光監視手段が、前記加工用ヘッド部へと伝播された前記加工用のレーザ光の一部を前記装置本体部へと戻すための光戻し用の光ファイバと、前記装置本体部にあって、前記光戻し用の光ファイバから出射される戻り光を光電変換して検出する戻り光センサとを含む。
(もっと読む)
レーザ溶接装置、およびレーザ溶接方法
【課題】溶接部に発生したエッジ部に対してレーザを照射して除去し、その存在を無くすことによって、エッジ部が存在することによって招かれる溶接部材の品質の低下を防止するレーザ溶接装置、およびレーザ溶接方法を提供する。
【解決手段】レーザ溶接装置100は、第1のレーザ照射部の動作を制御して溶接軌跡に沿ってレーザを照射するとともに、第2のレーザ照射部の動作を制御して溶接部230のエッジ部235、236に対してレーザを照射することによって、溶接部に発生したエッジ部を除去させる。
(もっと読む)
レーザ切断方法及びレーザ切断装置
【課題】固体レーザ或いはファイバレーザを用いて鋼板を切断する切断方法と切断装置を提供する。
【解決手段】切断方法は、固体レーザ発振器又はファイバレーザ発振器から出射されたレーザビームをリングビーム1に形成して被切断材4に照射すると共に軸5に沿って酸素ガス2を噴射する。切断装置は、レーザ発振器11と、ノズル3を有するレーザトーチ12と、レーザ発振器11からノズル3の間に構成され少なくとも円錐プリズム13と凸レンズ14と光ファイバ15を有する光学系と、レーザトーチ12に接続された酸素ガス供給系17とを有し、レーザ発振器から出射されたレーザビームを光学系を介してリングビーム1を形成してノズル3から被切断材4に向けて照射すると共に酸素ガス供給系17から供給された酸素ガス2をノズル3から被切断材4に向けて噴射することで被切断材4を切断する。
(もっと読む)
3次元体を連続して精密機械加工するためのヘッドおよび上記ヘッドを備えた機械加工装置
3次元体を連続して精密機械加工するためのヘッドであって、第1機械回転軸(A)を有し、機械加工装置のフランジに繋がる締結手段(1)と、上記第1機械回転軸(A)に連続している第2機械回転軸(B)を有し、上記第2機械回転軸(B)が、上記第1機械回転軸(A)に直交する共に、上記第2機械回転軸(B)と上記第1機械回転軸(A)が交点(M)で交差している中間手段(2)と、上記第1機械回転軸(A)および上記第2機械回転軸(B)と連続している第3機械移動軸(C)を有する端末機械加工手段(3)とを備え、上記中間手段は、中心が上記交点(M)に位置する円弧の形状を有し、上記第1機械回転軸(A)および上記第3機械移動軸(C)が、上記円弧対し放射状に方向付けられている。  (もっと読む)
(もっと読む)
焦点位置を監視するための一体化センサ装置を備えたレーザ加工ヘッド
【課題】 焦点位置監視用一体化センサ装置を備えたレーザ加工ヘッド(1)に関しており、レーザ加工ヘッド(1)は集束レンズ(4)と下流に保護ガラス(5)を有し、平行ビームとして集束レンズ(4)に衝突する加工ビーム(9)を、下流に保護ガラス(5)を備えた集束レンズ(4)の結合焦点(11)に集束し、当該焦点には加工部品(12)が置かれる。
【解決手段】ビーム路内で集束レンズ(4)の上流に置かれたビームスプリッタ(3)は、レーザ加工ヘッド(1)内に結ばれるレーザビーム(8)の第1部分、即ち加工ビーム(9)を透過し、第2部分である測定ビーム(10)は反射する。反射方向にはビームスプリッタ(3)の下流にミラー(6)が置かれ、測定ビーム(10)を集束レンズ(4)の光学軸に対し角度αでそれを反射し、焦点位置監視用評価ユニット(14)に接続されたセンサ(13)の受け面の、焦点(11)と共役する像点(17)に結像する。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】レーザ加工ヘッドがワークに衝突した後、復元機構により加工ノズルが正規の状態に復元された場合に、ワークの加工作業を再開し、作業能率を向上できるレーザ加工方法を提供する。
【解決手段】レーザ加工ヘッド20によるワークの加工作業中に、ワークに対する加工ノズル24の衝突が検出されたとき、加工作業を停止する。基準部材34に加工ノズル24を対向させ、基準部材34と加工ノズル24との実際のギャップを測定し、加工ノズル24のZ軸実座標値を演算する。このZ軸実座標値とZ軸基準座標値との差を演算する。この差が許容範囲か否かを判別し、許容範囲内のときには、加工ノズル24の先端面を撮影し、この画像データにより加工ノズル24の孔の孔実座標値を演算する。この孔実座標値と孔基準座標値との差が許容範囲か否かを判別し、許容範囲内のときには加工作業を再開し、許容範囲外のときは加工作業を停止する。
(もっと読む)
レーザ接合装置及接合方法
【課題】レーザ照射ヘッド先端の内面形状を複雑にすることなく、少なくとも2つのワークの接合部位を効果的にレーザ接合するレーザ接合装置を提供する。
【解決手段】レーザ照射ヘッド1aに、該レーザ照射ヘッド1aの移動に伴って回転し、レーザ2の光路を横切るように延びる回転軸5を備え、該回転軸5には、その周方向にレーザ透過部とレーザ遮断部とが交互に形成されるので、レーザ照射を連続的に作動させても、接合部位に間欠的にレーザ照射されるために、各ワーク3、4への反りやひずみを抑制することができる。
(もっと読む)
レーザ加工良否判定方法及び装置
【課題】キーホールの状態に応じた貫通の程度を安定して判定すること。
【解決手段】 対象物OJに照射されるレーザビームLBの光軸OXと同軸で当該対象物OJの前記照射領域ARからの光を分光する分光部20と、この光を光電変換して照射領域画像10を生成するカメラ24と、前記照射領域画像10から円状で高輝度の発光輪12を抽出して、前記発光輪12の輝度分布と、当該発光輪12の内側の輝度分布とを算出する画像解析部40と、この画像解析部40で解析された前記各輝度分布に基づいて、前記照射領域ARでの貫通の程度を判定する判定処理部56とを備えた。
(もっと読む)
レーザ溶接用治具およびレーザ溶接装置
【課題】薄板からなる被溶接物を溶接する場合であっても、各被溶接物を溶接部において確実に密着させることができ、これにより、溶接不良の発生を確実に防止する。
【解決手段】本体部15と、本体部15による被溶接物Wの加圧時に本体部15と被溶接物Wとの間に配置され、加圧により伸びる部材からなるOリング16と、加圧時におけるOリング16の溶接部P側に設けられ、Oリング16の溶接部Pの方向への伸びを規制する規制部15bとを備えており、本体部15によってOリング16を介して被溶接物Wを加圧することにより、Oリング16が、溶接部Pの近傍を加圧するとともに、規制部15bによって溶接部Pの方向への伸びを規制されながら、溶接部Pと反対の方向へ伸びる。
(もっと読む)
レーザー加工方法およびレーザー加工装置
【課題】樹脂フィルムをレーザーハーフカット加工するに際して、発生する蒸散ガスに起因するフォーカスレンズおよび被加工物の汚れの問題を低減できるレーザーハーフ加工方法および装置を提供する。
【解決手段】
電磁波シールド層の上に樹脂層が設けられたフィルムにレーザー光をレンズで集光して照射し、フィルムの厚み方向の一部を除去するにあたり、レンズを透過したレーザー光の光路の周囲をレーザー光の照射口を備えたケーシングで覆い、該照射口をフィルムから少なくとも10mm離間させ、かつ、ケーシングの内部へ給気しながらケーシングの外部で蒸散ガスを排気して、ケーシング内部の圧力をフィルムが配置されている雰囲気の圧力に対して+0.02MPa〜+0.05MPaの圧力にする。
(もっと読む)
レーザ加工機
【課題】反りのあるワークであっても、精度良く加工することができるレーザ加工機を提供する。
【解決手段】ワーク30の加工に先立ち、断面の大きさがfθレンズ10で定まる加工領域よりも大きい中空部が形成された加圧プレート55を有する加圧装置50によりワーク30を加工テーブル3に付勢する。この状態でレーザ発振器5から出力されたレーザ6をfθレンズ10により集光して加工テーブル3上に載置されたワーク30を加工する。
(もっと読む)
61 - 80 / 228
[ Back to top ]