
Fターム[4E081DA05]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | 突合せ継手 (170)
Fターム[4E081DA05]に分類される特許
141 - 160 / 170
突合せ溶接金属板

【課題】 テーラードブランク材のプレス成形性の欠点を解決し,優れたプレス成形性能を有するテーラードブランク材(突合せ溶接金属板)を提供することを目的とする。
【解決手段】 板厚または強度の一方又は双方が異なる鋼板を突合せ溶接したプレス成型用テーラードブランク材(突合せ溶接金属板)において、摩擦係数の異なるもの、もしくは板厚と引っ張り強度の掛けた値の大きい方の材料のその表面とプレス金型との摩擦係数を、もう一方の材料の表面とプレス金型との摩擦係数より大きくしたことを特徴とするプレス成型用テーラードブランク材。
(もっと読む)
円筒状部材の溶接構造

【課題】円筒状部材同士を溶接する際の溶接継ぎ手強度の向上、又は溶接継ぎ手強度の低下なしに円筒状部材の板厚を低減し、部品の軽量化と材料費の節減を達成し得る円筒状部材の溶接構造の提供。
【解決手段】本発明円筒状部材の溶接構造は、比較的厚肉の円筒状部材11、11’同士を突合せ溶接するに際し、突合せ端面11a、11’aを先端に溶融金属の流出を阻止する長さの、互いに密着する密着部分12を設けるように内側に折り曲げてフランジ11b、11’bを形成した状態で突合せ溶接をして成るので、円筒状部材同士を溶接する際の溶接継ぎ手強度の向上を図り、又は溶接継ぎ手強度を低下させることなく、円筒状部材の板厚を低減し、部品の軽量化と材料費の節減を達成し得る。
(もっと読む)
ステンレス鋼管の溶接装置及び溶接方法
本発明は、ステンレス鋼管の溶接ビーズ部に酸素遮蔽用アルゴンガスを噴射させつつステンレス鋼管の接合部のスキ間をTIG又はプラズマ溶接するステンレス鋼管の溶接装置及び溶接方法を提供する。本ステンレス鋼管の連続溶接装置は、円状に巻かれた鋼管のスキ間に母材及び溶接材のうちの何れか一つを溶融させつつ酸素遮蔽用アルゴンガスを噴射させる溶接機と、前記鋼管の内部に設置されて、前記溶接機により溶接が進行している溶接ビーズ部から所定距離後方に位置した既に溶接が完了した溶接ビーズ部の内面に向かって、4l/min〜20l/minのアルゴンガスを噴射させる噴射ノズルの形成されたガス供給管と、を備える。本発明によれば、アルゴンガスによって溶接部位の酸化が防止されるとともに、溶接が完了した溶接ビーズ部が急冷されて自動的に固溶化熱処理過程が行われるので、硬度及び耐腐食性などの物理的特性が鋼管の母材と同じステンレス鋼管を連続的に生成できる。 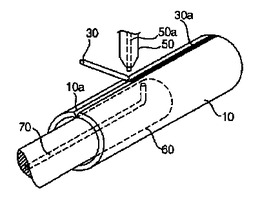 (もっと読む)
(もっと読む)
配管継手構造
【課題】 バックシールなしで溶接することができ、かつ配管の内表面側に酸化スケールが発生することのない配管継手構造を提供する。
【解決手段】 突合せ溶接により接続される配管継手構造であって、第一の管材12の端部14に、内側嵌合部14aが周方向にわたって形成されているとともに、内側嵌合部14aの半径方向外側に、第一の開先14bが周方向にわたって形成されており、第二の管材13の端部15に、内側嵌合部14aの半径方向外側に嵌合される外側嵌合部15aが形成されているとともに、この外側嵌合部15aの端面で、かつ前記第一の開先14bと対向する位置に第二の開先15bが周方向にわたって形成されており、前記内側嵌合部14aの半径方向外側に位置する面の断面視形状および外側嵌合部15aの半径方向内側に位置する面の断面視形状がそれぞれ、周方向全体にわたって曲率が一定とされた真円となるように加工されていることを特徴とする。
(もっと読む)
溶接部脆化割れ特性に優れた高強度溶接鋼管
【課題】内外面からシーム溶接を行う引張強度が850MPa以上である高強度溶接鋼管のシーム溶接部に生じる、水素起因の横割れを防止する方法を提供する。
【解決手段】引張強度が850MPa以上の鋼板を筒状に成形し、突合せ部を内外面からサブマージアーク溶接する溶接鋼管の製造方法において、溶接方向の全長にわたり、溶接金属の肉厚方向の高さを0.2〜10%減少させることを特徴とする溶接金属の脆化割れ性に優れた溶接鋼管の製造方法。
(もっと読む)
両面溶接方法及びその溶接構造物
【課題】両面溶接によって健全な接合部を得るのに有効な両面溶接方法及びその溶接構造物を提供する。
【解決手段】ステンレス鋼材又は低炭素鋼材からなる略I型継手部又は略T型継手部の表面側又は裏面側に、金属酸化物の粉末が含有されている溶け込み促進剤を塗布して非消耗電極方式のアーク溶接を施工する両面溶接方法において、継手部の表面側又は裏面側の一方に前記溶け込み促進剤4aを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH1まで溶融接合し、その後に、反対側の残り継手部の裏面側又は表面側に前記溶け込み促進剤4bを塗布及び乾燥した後に、溶接ワイヤを溶接進行方向の後方からアーク溶接部分に送給及び溶融させながら特定範囲の溶け込み深さH2まで溶融接合する。
(もっと読む)
レーザー回転アークハイブリッド溶接装置およびその方法
本発明は、レーザー回転アークハイブリッド溶接装置およびこれを用いた溶接方法に関する。本発明のレーザー回転アークハイブリッド溶接装置は、溶接部位に対してアークを放電するアーク放電部(2)と、溶接部位に対してレーザーを照射するレーザー発生部(4)と、前記アーク放電部(2)を回転させる回転装置(24)とを含んでなる。このレーザー回転アークハイブリッド溶接装置を用いた溶接方法では、複数の母材を溶接位置に整列させ、溶接部位に対してレーザーアークハイブリッド溶接装置を位置させた後、アーク放電部を所定の回転半径で回転させながらアーク放電を行い、これに連続してレーザー発生部によってレーザーを照射する。 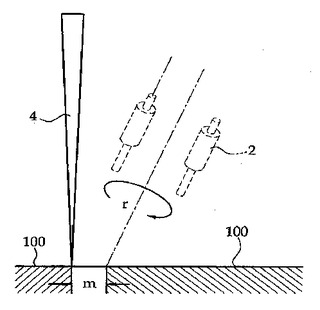 (もっと読む)
(もっと読む)
スタブシャフト用一体型裏当てリングによる回転装置の溶接補修およびそれに関連した方法
【課題】ルートすなわち溶接溝の基部のところに、ロータまたはスタブシャフト端部に機械加工された一体型裏当てリングを提供する。
【解決手段】スタブシャフト部分(16)が、ロータシャフト(12)の再利用される端部分に溶接されるように適合され、ほぼ均一な内径を有する中空の円筒形部材およびほぼV字形の溶接溝(22)の片側を形成するように適合された第1の面取り端部(18)を含み、一体型裏当てリング(20)が、面取り端部(18)を超えて軸方向に延び、径方向外側表面(30)に円周方向の陥凹部(28)を有する。
(もっと読む)
立向姿勢溶接方法及び立向姿勢溶接構造
【課題】 厚板鋼板であってもコスト増を抑え且つ小入熱化により強度維持を図りながら効率よく溶接を実現可能な立向姿勢溶接方法及び立向姿勢溶接構造を提供する。
【解決手段】 立向姿勢の一対の厚板鋼板(1,1)の端縁間に所定の狭開先ギャップを有したI形開先を形成し、アーク溶接機の溶接トーチ(20)から突き出した溶接ワイヤ(30)を厚板鋼板の板厚方向に対し斜め上方からI形開先内に挿入する。そして、溶接トーチを揺動させることで該溶接トーチの先端から送出される溶接ワイヤの先端をI形開先内で板厚方向に往復動させ、且つ、溶接ワイヤの先端を往復動させる間にアーク溶接機を溶接金属の往復二層の厚み分だけ厚板鋼板に沿い下から上へ移動させて溶接金属をI形開先内に積層する。
(もっと読む)
揺動する電極による狭開先サブマージアーク溶接法
本発明により開示されたサブマージアーク溶接法では、第1のビード(50)を形成するために開先(10)の内側でワイヤ電極(30)の揺動運動が行われ、この揺動運動の際には、ワーク側縁(20a,20b)の一方と開先(10)の中央領域(12)との間でアーク(40)が往復運動させられ、これにより第1のビード(50)は、第1のワーク側縁(20a)から第2のワーク側縁(20b)まで延びないようになっている。  (もっと読む)
(もっと読む)
直交関係で組み付ける角パイプ組付構造
【課題】 高い精度の直交関係で角パイプを組み付ける角パイプ組付構造を提供する。
【解決手段】 組み付けるX軸角パイプ10及びY軸角パイプ20の各上面板110,210に対となる上斜め端部150,250を、各内周面板120,220に内凸端部260及び内凹端部162を、各下面板130,230に対となる下斜め端部170,270を、そして各外周面板140,240に外凸端部180及び外凹端部282をそれぞれ割り当ててなり、X軸角パイプ10及びY軸角パイプ20は、対となる上斜め端部150,250同士又は下斜め端部170,270同士を接面させ、内凹端部162に内凸端部260を嵌合し、そして外凸端部180を外凹端部282に嵌合して、内周面板220に内凹端面163を外接させた内凹端部162を隅肉溶接する角パイプ組付構造である。
(もっと読む)
溶接用シールガス層成形法及び成形器
【課題】 比較的口径の大きい管の溶接において管内面の酸化を防止する。
【解決手段】 ノズル1の内部に適当な形状の中子3を取り付け、ガスの流路として円環状の空間を作り出し、この空間にガスの流れの方向を曲げるように整流板が取り付けられた構成、及び中子に取り付けられたシールガス層成形案内管6によって溶接する管内壁と該シールガス層成形案内管外壁間に円環状の空間を作り出し、該空間をシールガスで充満させるとともに、溶接する管の内面に沿った流を作り出し、高温の溶接部を酸化雰囲気から隔離することを特徴とした溶接用シールガス層成形器。
(もっと読む)
連結管及びその製造方法
【課題】耐座屈性に優れた連結管及びその製造方法を提供する。
【解決手段】本発明の連結管は、鋼管10と、鋼管20と、突合せ溶接部30とを備える。鋼管20は、鋼管10と同軸上に設けられ、鋼管10と同じ公称外径DA(mm)を有する。突合せ溶接部30は、鋼管10及び20の間にあって、鋼管10及び20を突合せ溶接することにより形成される。鋼管10の端部11の外径DO1(mm)と、端部11の内径DI1(mm)と、鋼管20の端部21の外径DO2(mm)と、端部21の内径DI2(mm)とは、式(1)及び式(2)を満足する。鋼管10の降伏応力Y1(MPa)と鋼管20の降伏応力Y2(MPa)とは式(3)を満足する。
|DO1−DO2|≦1.5×|DI1−DI2| (1)
|DI1−DI2|≦0.01×DA+2 (2)
|Y1−Y2|≦120 (3)
(もっと読む)
溶接金属の耐水素脆化割れ特性に優れた高強度溶接鋼管とその製造方法
【課題】本発明は溶接部脆化割れ特性に優れた高強度溶接鋼管、及びその製造方法を提供する。
【解決手段】引張強度が850MPa以上でシーム溶接を内外面から行い、その後、拡管あるいは縮管矯正を行う溶接鋼管の製造法において、前記鋼管の内外面で先行する溶接金属の水素濃度が前記矯正までの間に常温で100g当たり、0.2cc以下であることを特徴とする溶接金属の耐水素脆化割れ特性に優れた溶接鋼管の製造方法、及び先行する溶接金属の水素濃度が常温で100g当たり、0.2cc以下であることを特徴とする溶接金属の耐水素脆化割れ特性に優れた溶接鋼管。
(もっと読む)
接合構造及び接合方法
【課題】 高力ボルト継手を使って桁部材どうしを良好に接合できる接合構造を提供する。
【解決手段】 第1の桁部材10及び第2の桁部材10のそれぞれの側面に当接する添接板と、第1、第2の桁部材のそれぞれと添接板3とを結合するボルト部材4とを備え、第1の桁部材の端面と第2の桁部材の端面とは所定の溶接材料を用いて溶接されており、溶接により生成される溶接金属5は、溶接後の冷却過程でマルテンサイト変態を起こし、マルテンサイト変態開始時における前記溶接金属の状態を第1状態とし、室温まで冷却された前記溶接金属の状態を第2状態としたとき、溶接金属の第1状態に対する第2状態の膨張量又は収縮量が予め定められた許容値以下となるように、該溶接金属の材料組成が設定される。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
排気マニホールドの接続構造
【課題】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面をインロー構造とし、かかるインロー構造を介して双方の被接続端面を嵌合することにより形成される開先形状部で双方を溶接した排気マニホールドの接続構造において、双方を嵌合するときにセット不良を起こさず、結果として溶接不良を生じない排気マニホールドの接続構造を提供する。
【解決手段】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面を傾斜角20〜40度の傾斜面が少なくとも1.5往復するインロー構造とした。
(もっと読む)
UOEパイプの製造におけるサブマージアーク溶接方法およびそれを用いたUOEパイプの製造方法
【課題】パイプ全長にわたって均一な溶け込み状態とすることで、溶込不良やスラグ巻き込み等の溶接欠陥が発生するのを抑制する。
【解決手段】溶接中、溶接電極とパイプの間の距離を測定し、該溶接電極と該パイプの間の距離を目標範囲に収めるように、該パイプを保持する高さを、該パイプの長手方向の少なくとも1箇所にて調整する。
(もっと読む)
建設機械用作業腕及びその製造方法
平面用薄板材(28,29)と角隅用厚板材(30)、厚板材(31)とを互い違いに突合わせ溶接することにより、板厚が部分的に異なる幅広板状体(27)を形成する。そして、この幅広板状体(27)を左,右の角隅用厚板材(30,30)の位置で曲げ加工し、横断面がU字形状をなすU字形部材(32)をプレス成形する。また、U字形部材(32)とは別体の板状部材(33)を、薄板材(34)の左,右両側に厚板材(35,35)を突合わせ溶接することにより形成する。そして、この板状部材(33)をU字形部材(32)の下側にレーザ溶接等の手段を用いて接合することにより、横断面が四角形状をなしアームの主要部となる角筒体を形成する。 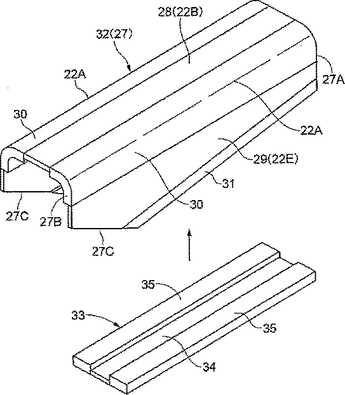 (もっと読む)
(もっと読む)
溶接裏波部のガスパージ装置
【課題】被溶接部材同士の溶接中、溶接部の裏側の溶接線に沿って適量のパージガスを的確にパージできるように図った溶接裏波部のガスパージ装置を提供する。
【解決手段】本発明に係る溶接裏波部のガスパージ装置は、被溶接部材10(10a,10b)の表側を溶接する溶接機11と、被溶接部材10(10a,10b)の溶接部の裏側をガスシールドするパージ部12と、このパージ部12を上記溶接部の裏側の溶接線15に沿って進退移動させるパージ部駆動装置19と、上記被溶接部材10(10a,10b)の溶接中、その裏側を映像するCCDカメラ40と、このCCDカメラ40の撮像を画像処理する画像処理装置41と、画像処理後の信号から溶接部の中心位置を求め、その溶接部の中心位置とパージ部12のガスノズル20の位置との間に偏差が出たとき、その溶接部の中心位置に上記パージ部12のガスノズル20を同期させる制御演算部27とを備えたものである。
(もっと読む)
141 - 160 / 170
[ Back to top ]