
Fターム[4E081DA05]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | 突合せ継手 (170)
Fターム[4E081DA05]に分類される特許
61 - 80 / 170
UOE鋼管の製造方法
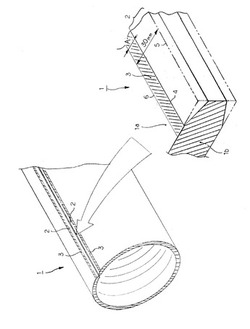
【課題】溶接材料の管理や余分なプレス加工を伴うことなく、引張強度が800MPa以上であり、外径が500mm以上であるとともに肉厚が6mm以上であるUOE鋼管の溶接部の横割れを防止することができるUOE鋼管の製造方法を提供する。
【解決手段】引張強度が800MPa以上であるオープンパイプ1の縁部に形成された開先加工部2に内面溶接および外面溶接を行う前に、オープンパイプ1の外面1aおよび/または内面1bにおける、オープンパイプの周方向へ開先加工部2に連続する所定の領域Aのスケールを除去した後に、内面溶接および外面溶接を行う。
(もっと読む)
立向姿勢溶接装置

【課題】生産効率の向上を実現し、高張力鋼板の突合せ溶接にも適用可能としたうえで、溶接金属に酸化やブローホールなどの欠陥を生じさせることなく立向姿勢での突き合わせアーク溶接を行い得る立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先Wb内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wbの外側からI形開先Wb内にシールドガスを供給するノズル8と、溶接トーチ3に装着されて溶接トーチ3から積層した溶接金属2AまでのI形開先Wbを覆うガス受け10を備えた。
(もっと読む)
サブマージアーク溶接装置
【課題】立向きサブマージアーク溶接において、フラックスの漏れを確実に防止し、溶接作業効率を向上させることのできるサブマージアーク溶接装置を提供すること。
【解決手段】立向きのサブマージアーク溶接において、溶接箇所周辺を布部材(30)により覆い、当該布部材の側部(66)を押圧プレート(52)により押圧するとともに、下部(68)を、軸部材36に複数配列され各押圧プレート52により押圧して、フラックス受け領域を形成する。
(もっと読む)
溶接装置及びこれを用いた溶接方法
【課題】開先上部にスペースがない場合であっても、溶接トーチを開先に対して上向きにして溶接し、さらに複数層の溶接接合を効率よく実現することができ、どのような板厚であっても確実に溶接することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板1を開先溶接する溶接装置において、前記被溶接板1間の開先2と同程度の幅を有して前記開先2内に挿入可能であり、かつ前記開先2に沿って相対的にスライド可能な裏当材4と、前記開先2内に溶融金属を供給する溶接トーチ5とを備えた。
(もっと読む)
溶接用裏当て材及び突合せ溶接方法
【課題】溶接完了後に溶接部位を目視できるとともに、確実に突合せ溶接できる溶接用裏当て材及び突合せ溶接方法の提供を目的とする。
【解決手段】異形鉄筋100を突合せ溶接する際に用いる溶接用裏当て材1であって、所定の開先間隔Haを隔てて突合せした異形鉄筋100の開先A部分を取り囲むように配置する略U字形状のセラミック製のU字本体10と、U字本体10の本体内周面10aに接着固定した薄板状、且つ導電性の十字型裏当鋼板20とを備え、十字型裏当鋼板20を、溶接熱で溶け込む溶込厚さである0.5mmとするとともに、突合せ溶接する異形鉄筋100のそれぞれに接触する突合せ方向の縦方向部分21と、開先Aに対して平行な横方向部分22とで一体構成し、横方向部分22における突合せ方向の幅wbを、開先間隔Haと略同一に形成した。
(もっと読む)
サブマージアーク溶接方法
【課題】容易に裏波ビードの酸化を防止可能な立向き姿勢のサブマージアーク溶接方法を提供する。
【解決手段】所定のギャップ31を備えて相対させた一対の鋼板1,2を立向き姿勢で溶接するサブマージアーク溶接方法であって、被覆部材32によって溶接箇所22の裏側を覆い、溶接箇所22の裏面に面してフラックスを滞留させる空間33を形成し、溶接箇所22の表面に供給するフラックスの一部を溶接箇所22の上方でギャップ31を通過させて当該空間33に供給しつつ、溶接トーチ12により溶接箇所22をアーク溶接する。
(もっと読む)
鋼管杭の現場溶接用防風設備及び該防風設備を用いた鋼管杭の現場溶接方法
【課題】鋼管杭の現場溶接において、防風対策を確実に行なうことができると共に取り扱いが容易な鋼管杭の現場溶接用防風設備及び該防風設備を用いた現場溶接方法を提供する。
【解決手段】本発明に係る鋼管杭の現場溶接用防風設備1は、鋼管杭3の周囲をその全周あるいは一部を囲むように配置可能な棒状のリング部材5と、リング部材5を支持する複数の柱部材7とを備えた自立可能な骨組材9と、上端部がリング部材5に支持されて骨組材9の周囲を覆う防風シート11とを備えてなることを特徴とするものである。
(もっと読む)
長大鋼板の製造方法および開先加工装置
【課題】シャー切断された圧延鋼板を接合して長大鋼板を能率よく製造する。
【解決手段】シャー切断された圧延鋼板MPの長辺部を突合せ溶接して胴板BPを形成するに際し、複数枚の圧延鋼板MPを、切断整形時と同一の姿勢となるように作業台11上に配置するとともに、圧延鋼板MPの長辺部間にルート間隔をあけて固定し、圧延鋼板MP上を走行自在な開先加工装置により、ルート間隔に沿って走行させ両長辺部の表面コーナ部をそれぞれ切断して一度の走行でY型開先部12を形成し、そのままの状態で、溶接機SWによりY型開先部12を所定方向に先行溶接して複数の圧延鋼板MPを接合することにより胴板BPを形成し、胴板BPを反転して作業台11上に配置した後、Y型開先部12の溶接部の裏面に沿って後行溶接を先行溶接と同一方向に行う。
(もっと読む)
立向姿勢溶接装置
【課題】I形開先内における溶接アークの詳細な観察を行うことが可能な立向姿勢溶接装置を提供する。
【解決手段】立向姿勢にある一対の厚板鋼板W,Wの端面Wa,Wa間に形成されるI形開先内に溶接ワイヤ2を送出する溶接トーチ3と、I形開先Wbに沿って溶接トーチ3を移動させる台車5,スライドユニット6と、これらにより溶接トーチ3を上下動させると共にワイヤ送出量を制御することで、溶接トーチ3から送出される溶接ワイヤ2の先端部分2aをI形開先Wb内で往復動させて、溶接金属2Aを順次積層させる制御手段20と、I形開先Wb内において台車5とともに移動するミラー10と、台車5とともに移動してミラー10を介してI形開先Wb内の溶接ワイヤ2の先端部分2aを撮影するCCDカメラ11と、CCDカメラ11で撮影した溶接ワイヤ2の先端部分2aを再生可能に映し出すモニタ12を備えた。
(もっと読む)
管体および管体の製造方法
【課題】フランジ部の溶接部近傍での亀裂の発生を抑える。
【解決手段】管体は、フェライト系ステンレス鋼製の管本体と、フランジ部と、溶接部とを備える。フランジ部は、管本体の軸方向端部が径方向外側に曲げられて形成された環状の部分である。溶接部は、管本体とフランジ部とに渡って設けられる。そして、フェライト系ステンレス鋼にNiを添加した場合のNi当量nと降伏応力σとの関係がσ=an+b(a,bは定数)である場合において、溶接部におけるNi当量pと、管本体の板厚に対する前記溶接部の板厚の比qとは、x-y座標系において、点(p,q)が、x=(300-b)/a、x=(355-b)/a、y=355/(ax+b)、y=300/(ax+b)を示すラインL1〜L4で囲まれた領域内に位置するように設定されている。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
回転サブマージアーク溶接方法
【課題】サブマージアーク溶接におけるビード形状や溶け込みの制御を可能として、アンダカットを防止しつつ、大脚長を得ることを可能とし、条件裕度を高め、ビード外観を向上する。
【解決手段】粒状フラックス20下で溶接ワイヤ22と母材間、あるいは溶接ワイヤ間にアークを発生させ、これにより生じる高熱を利用してサブマージアーク溶接を行う際に、溶接ワイヤ先端を前進方向に向かって時計方向又は反時計方向に回転させることにより、母材間に形成される溶接ビード28を、前進方向に対する溶接ワイヤ回転方向と逆方向に偏向させる。
(もっと読む)
タンデム溶接装置及びタンデム初層溶接方法
【課題】簡単かつ安価なタンデム溶接装置及び特にルートギャップの小さい開先に対するタンデム初層溶接方法を提供する。
【解決手段】揺動機能を有する直交座標型1電極溶接装置10の構造をベースとし、1電極溶接装置に備えられた揺動軸に、2本の溶接トーチを保持するタンデムトーチマウント30を取り付け、2本の溶接トーチによる溶融池が1プールとなるように、先行トーチ1と後行トーチ2との溶接方向の電極間距離を設定してタンデム溶接するタンデム溶接装置であり、タンデムトーチマウントには、先行トーチと後行トーチとの開先幅方向の電極間距離の調整が可能な電動調整軸40を設け、揺動軸により、先行トーチと後行トーチとを同じ位相かつ同じ振幅で、開先幅方向に揺動させるとともに、ルートギャップまたは前層ビード幅に応じて、電動調整軸により、揺動の幅と開先幅方向の電極間距離を制御してタンデム溶接を行う。
(もっと読む)
突き合わせガスシールドアーク溶接継手および方法
【課題】本発明は、海底パイプラインの現地敷設工事などで適用される、鋼管端部どうしの突き合わせガスシールドアーク溶接のルートパス溶接において、鋼管のグレード(材質)によらず、溶接速度を現状以上の1.5m/min以上で行っても高温割れを発生させず、かつ上向き姿勢で平滑な溶接ビードとなり、安定した溶接品質となるような溶接方法および溶接装置を提供することを目的とする。
【解決手段】鋼管どうしの突合せガスシールドアーク溶接のルートパス溶接において、突き合わせ部の開先部分の開先角度を3度以上5度以下、ルートフェイスを1.0mm以上1.5mm以下、開先ルート部の幅を3.5mm以上4.7mm以下としたU字開先形状とし、溶接後の裏波ビード幅が4.5mm以上となり、溶接ビードの断面形状における溶接ビードの全高さに対する裏波側からのデンドライト組織の高さの比が0.5以上とする。
(もっと読む)
固定管の円周溶接方法
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
(もっと読む)
固定管の円周溶接方法及び装置
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、前記後行トーチを固定管の円周方向にスライドさせる円周方向スライド機構を前記台車に設け、外乱位置で前記台車の円周方向の移動速度を変更して前記先行トーチの溶接速度を変化させる場合、前記円周方向スライド機構により前記後行トーチを、前記台車に対して速度変更分を相殺する相対速度でスライドさせ、該後行トーチを変更前と同一の溶接速度に維持する。
(もっと読む)
管材の溶接方法およびシールドガス充填用発泡剤
【課題】シールドガス保持性能および施工性を向上できる管材の溶接方法およびシールドガス充填用発泡剤を提供すること。
【解決手段】この管材の溶接方法では、管材1の内部に泡沫層Sが形成され、この泡沫層Sにより封止された空間にシールドガスが充填された後に、管材1、1の溶接が行われている。このとき、泡沫層Sの形成にあたり、ケラチンタンパク質を含むシールドガス充填用発泡剤が用いられている。また、スプレー装置2にシールドガス充填用発泡剤が充填され、そのノズル22を介して管材1の内部にシールドガス充填用発泡剤が噴射されている。
(もっと読む)
ノーブロー工法用フィッティング及びその製造方法並びに既設本管の分岐構造および分岐方法
【課題】ノーブロー工法用フィッティング及びその製造方法並びに既設本管の分岐構造および分岐方法を提供すること。
【解決手段】上部フィッティングと下部フィッティングとを備えたノーブロー工法用フィッティングにおいて、上部フィッティング1の胴体2と下部フィッティング3の胴体4にパイプが用いられ、各胴体2,4に、本管挿通用の半円状開口部6が設けられ、金属板を曲げ加工して形成された半筒状のサドル部材9の一端側が、それぞれ、上部フィッティング1の胴体2の半円状開口部6と、下部フィッティング3の胴体4の半円状開口部6に溶接により固定されている。また、鋼管による胴体2,4と、板曲げによるサドル部材9とを組み合わせて上下部のフィッティングを製作する。また、そのようなフィッティングを用いた既設本管の分岐構造および分岐方法とする。
(もっと読む)
鋼材のサブマージアーク溶接方法
【課題】UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材のサブマージアーク溶接方法を提供する。
【解決手段】鋼材を内外面からサブマージアーク溶接するにあたり、内面溶接金属断面積S1と外面溶接金属断面積S2が(1)式、(2)式、(3)式を満足するように溶接条件を設定する。0.40≦(S1+S2)/t2≦0.80 (1)、S1/t2≦0.35(2)S2/t2≦0.45(3)但し、t:鋼材の板厚(mm)、S1:内面溶接金属断面積(mm2)で、外面溶接後に外面溶接金属と重なる部分を除く、S2:外面溶接金属断面積(mm2)。
(もっと読む)
61 - 80 / 170
[ Back to top ]