
Fターム[4E081DA05]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | 突合せ継手 (170)
Fターム[4E081DA05]に分類される特許
121 - 140 / 170
溶接方法及び溶接継手構造
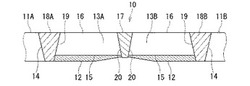
【課題】耐応力腐食割れ性及び溶接作業性を共に向上させることができること。
【解決手段】配管11A、11Bを接合する溶接方法において、耐応力腐食割れ性に優れた溶接金属12を肉盛溶接したショートリング13A、13Bを用意し、これらのショートリング13A、13Bを配管11A、11Bのそれぞれの開先部14に溶接した後に、ショートリング13Aと13Bを溶接し、前記溶接金属12を、配管13A、13Bの内面または外面の片側面、または内面及び外面の両面に肉盛溶接するものである。
(もっと読む)
棒鋼の接合工法

【課題】端部間に位置する隙間内への溶接用線材の充填を確実にかつ簡単に行えるようにして作業性の向上およびコスト上昇を抑えることが可能な棒鋼の接合工法を提供する。
【解決手段】接合される棒鋼1,2の端部間に形成された開先部Wにおけるアークの照射側と反対側の位置に非溶接部材からなる裏当て部材4を押し当てた状態で保持し、この状態で上記裏当て部材4の開先部側の面から上記開先部の中央に向けて溶融金属の肉盛り部を設け、上記肉盛り部が設けられた後に上記裏当て部材4を取り除いて上記開先部Wの周囲から溶接用線材5を挿入して上記開先部W内全域に溶融した溶接用線材5を充満させることを特徴とする。
(もっと読む)
突合せ溶接部構造
【課題】 この発明は、複数の部材を突合せて突合部を溶接した場合における当該溶接部の強度を向上させる突合せ溶接部構造に関する。
【解決手段】板の突合せ溶接部の構造であって、一対の被溶接部材の突合せ部近傍の一方の面が板厚方向に窪んだ凹み面となり、反対側の面が板厚方向に突出した突出面となっており、前記凹み面にのみ溶接部を設けたことを特徴とする。
凹み面や突出面は、被溶接部材に対して相対的なものでよく円形状の場合は平坦面としてもよい。
(もっと読む)
厚肉金属加工品を溶接によって結合する方法および装置
本発明は、厚肉金属加工品を溶接によって結合するための方法に関する。溶接継手を製造するために肉厚に依存して横断面に最大3つの溶接領域が設けられ、溶接には複数の溶接法を組合せて適用され、詳細には(ルート層用の)第1の溶接領域がレーザビーム溶接またはレーザアーク複合溶接によって溶接され、第2の溶接領域がレーザアーク複合溶接によって溶接され、厚肉金属加工品の板厚に依存して場合によって必要となる第3の溶接領域がレーザアーク複合溶接またはアーク溶接によって溶接される。その都度応用される溶接法に合せられる開先加工部も本発明に含まれる。 (もっと読む)
溶接構造および溶接方法
【課題】溶接に要する時間の増大を抑制すると共に溶接の品質を向上させる。
【解決手段】 本発明に係る溶接構造は、第1部材6と、間隔を隔てて配置され第1部材6と溶接される一対の突起71,72を有する第2部材7と、第2部材7の突起71,72の間の凹部76と第1部材6とを接合する溶接部8と、を備える。
(もっと読む)
構造物の溶接方法
【課題】実際の溶接を実施する以前に溶接部の近傍を圧縮残留応力にする溶接条件を解析的手法により算出して行う構造物の溶接方法を提供する。
【解決手段】本発明に係る構造物の溶接方法は、全溶接パス数より少ない複数の溶接施工部を設定し、各溶接施工部の溶接時の熱影響を模擬した解析条件から残留応力解析を行い(ステップS1)、この残留応力解析の結果から各溶接施工部における最適な解析条件を選択し、この選択した解析条件を、各溶接施工部の周囲の溶接パスの解析条件に展開し(ステップS2)、この展開した解析条件に基づく残留応力解析により全パス解析を行い(ステップS3)、この全パス解析より得られる残留応力解析の結果が構造物の溶接部近傍の評定部に生じる残留応力を圧縮残留応力にする解析条件を特定し、この解析条件を実際の溶接条件として設定して(ステップS4)構造物の溶接を行う。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
耐脆性き裂伝播特性に優れたスティフナおよび溶接構造体
【課題】鋼板を突合せ溶接してなる垂直部材を水平部材にT型溶接してなる溶接構造体において、過剰設計とすることなく、垂直部材の溶接部に発生した脆性き裂の進展を確実に停止しうるスティフナを提供する。
【解決手段】前記垂直部材1の突合せ溶接部4の、T型溶接をしていない方の端部に発生した脆性き裂が、該突合せ溶接部4を伝播し、スティフナ3を通過して水平部材2に到達したときの、その位置における有効応力拡大係数Keffの値が、水平部材2の材料固有の脆性き裂伝播停止応力拡大係数Kcaの値以下になるように、下記式を用いて、スティフナ3の板厚t(mm)と、スティフナ3の水平部材2からの距離a(mm)とを調整する。
式 Keff(N/mm1.5)=980.665[(9.10×10−4×t−1.15)a+563]
(もっと読む)
鋼管の突合せ溶接方法および溶接鋼管の製造方法
【課題】高周波誘導加熱を行いながら鋼管の突合せ溶接等をする際に、溶接ビード部の品質の安定化や加熱コイルと溶接ビード部との干渉による作業トラブルの防止を図ることができる鋼管の突合せ溶接方法および溶接鋼管の製造方法を提供する。
【解決手段】鋼管1の軸方向端面どうしを突合せた後、鋼管1を周方向に回転させつつサブマージアーク溶接を行い接合する方法であって、高周波誘導加熱コイル2を用いて鋼管突合せ部の内面および外面の少なくとも一方を予め加熱した後、サブマージアーク溶接を行うとともに、鋼管1の回転中に、高周波誘導加熱コイル2と鋼管突合せ部の内面または外面との間隔tがほぼ一定になるように、鋼管の内面または外面に対する高周波誘導加熱コイル2の垂直方向の相対位置を制御する。
(もっと読む)
鉄筋の突合せ溶接方法及び溶接継手の超音波探傷検査方法
【課題】鉄筋と裏当て材の位置関係に影響されることなく、超音波探傷検査にて探触子が溶接継手に接近できる鉄筋の突合せ溶接方法を提供する。
【解決手段】サイズが異なる2本の鉄筋71,75が、帯状の鋼板を略U字形に湾曲させた裏当て材61を用いて、突合せ溶接される。まず、鉄筋71,75の中心軸A及びBが平行に位置し、鉄筋71,75の開先間の距離が所定のルート間隔となるように調整が行われる。次に、鉄筋71,75の中心軸A及びBが略同一線上に位置するように調整が行われる。次に、裏当て材61が仮付けされる。裏当て材61は、鉄筋71,75の開先間の空間を囲うと共に、その底部が大きいサイズの鉄筋71から小さいサイズの鉄筋75に向かって傾くように、鉄筋71,75の側面と当接する。そして、鉄筋71,75の開先間が本溶接されて、鉄筋71、75間に溶接継手93が形成される。
(もっと読む)
基礎杭溶接装置
【課題】下杭上端と上杭下端とを自走架台に搭載した溶接トーチで溶接する基礎杭溶接装置において、自走架台を一定速度で確実に移動させられるようにする。
【解決手段】溶接装置10は、下杭1の上部に取りつけられる走行ガイド20と、走行ガイド20に支持されて下杭1と上杭2の周りを周回し、搭載した溶接トーチ70で下杭1の上端と上杭2の下端を溶接する自走架台40を備える。走行ガイド20はブロック100aとブロック100bに分割され、両者を組み合わせて1個の円環構造を形成する。円環構造となった走行ガイド20をチェーン26が取り巻く。チェーン26は走行ガイド20に移動不能に連結される。自走架台40にはチェーン26にかみ合うスプロケット49と、それを回転させる電動機47が設けられており、スプロケット49が回転することにより自走架台40は走行ガイド20に対し移動する。
(もっと読む)
軸方向の大きい塑性歪みに適応する炭素鋼構造およびパイプライン中の耐食合金溶接部
主にフェライト特性を有する材料を接合するための方法および装置について記述される。その方法には、主にオーステナイトミクロ組織を含む溶接材料および溶接プロセスを使用してフェライト系材料を接合することが含まれる。結果として得られる溶接物は、優れた歪み許容性を生成する降伏比、均一伸び、靭性、および引き裂き抵抗特性を高める。高い歪み許容性は、軸方向の大きい荷重に適応する構造を生成する。溶接物は、十分な強度、引き裂き抵抗および破壊靭性を維持しながら、従来の溶接欠陥よりも大きな溶接欠陥に適応する。 (もっと読む)
鋼板の突合せ溶接継手
【課題】中厚板からなる鋼板の端部同士の突合せ溶接継手において、レーザ溶接の有する特徴を活用した高能率な溶接施工を実現すると共に、その溶接継手部の高品質化、高性能化も図ることができる中厚鋼板の突合せ溶接継手を提案する。
【解決手段】板厚が10mm以上30mm以下の鋼板1の端部1a同士の突合せ溶接継手である。開先形状をX開先とし、その板厚中央部の開先ルートフェイス部2を深溶込み溶接により1パスで溶接した後、残りの板厚方向両側の開先部分3,4をそれぞれ1パスで仕上げ溶接した。これにより断面形状が3層の積層構造を有する中厚鋼板の突合せ溶接継手とした。
(もっと読む)
鋼管の突合せ溶接方法および溶接鋼管の製造方法
【課題】比較的安価な設備を設けるのみで高能率の溶接が可能になり、かつ溶接金属の高温割れが防止できる鋼管の突合せ溶接方法および溶接鋼管の製造方法を提供する。
【解決手段】予め開先加工を施した鋼管1の軸方向端面どうしを突合せた後、1パスまたは複数パスのサブマージアーク溶接により接合する方法であって、前記鋼管突合せ部の内面および外面の少なくとも一方を予め加熱した後、1パス当りの溶接ビード形状が以下の関係を満足するようにサブマージアーク溶接を行なうことを特徴とする鋼管の突合せ溶接方法。
0.85≦W/H<1.15 かつ H≦25mm
ここで、Wはビードの最大幅、Hはビードの溶込み深さである。
(もっと読む)
継手締結性に優れた鋼管杭の製造方法及び鋼管矢板の製造方法
【課題】外径が1000mm以上の鋼管本体に機械式継手を溶接して鋼管杭又は鋼管矢板を製造する際に、溶接による機械式継手の変形を軽減し、継手嵌合不良を防止することができる継手締結性に優れた鋼管矢板の製造方法及び鋼管杭の製造方法を提供する。
【解決手段】外径D(mm)が1000mm以上の鋼管本体の端部に機械式継手を溶接する際に、先ず、鋼管本体の中心軸に対する最大角度θが(97400/D)°以下となる間隔で仮付け溶接した後、本溶接を行う。その際、少なくとも前記鋼管本体の直径が最大となる位置を仮付け溶接することが好ましい。
(もっと読む)
アーク溶接方法
【課題】十分なビード幅及び高さを得るとともに母材に対する深い溶け込みを得て、高品質の溶接を行う。
【解決手段】溶接トーチ14をウィービングにより周回させて、上板の第1部材30と第2部材32との境界34に沿って+Z方向に向かって溶接を行う。1周期のウィービングは、教示点P1、P2、P3及びP4で指定される一巡経路である。ウィービングの1周期の間で、最初の第1移動区間40aでは直流、次の第2移動区間40bでは交流、第3移動区間40cでは交流、及び最後の第4移動区間40dでは交流となるように電流を切り替えながら溶接を行う。
(もっと読む)
パイプの溶接方法及びこの方法に用いるパイプ保持器
【課題】 円筒状に曲げ加工したワークからパイプを作製する際に作業性及び生産性の向上を図れると共に、溶接欠陥の無い寸法精度の良いパイプを作製する。
【解決手段】 略U字状のパイプ保持器1により、円筒状に曲げ加工した複数個のワークPをそのスリット部Paが夫々揃うように直列状に連ねた状態で保持固定し、この状態で各ワークPをマンドレル4に装着して両端のワークPの外側位置にタブ材14を夫々配設し、次に、各ワークPの円周方向の両端を突合せた状態で両タブ材14と一緒にマンドレル4のバックバー5上へ押圧固定し、その後、一方のタブ材14とこのタブ材14に隣接するワークPの外側端と、各ワークPの隣接する部分同士と、他方のタブ材14とこのタブ材14に隣接するワークPの外側端とを夫々仮溶接し、最後に、一方のタブ材14から他方のタブ材14へ向かって各ワークPの突合せ部を順次本溶接する。
(もっと読む)
脆性亀裂伝播停止特性に優れる溶接構造体
【課題】船体構造に好適な、脆性亀裂伝播停止特性に優れる溶接構造体を提供する。
【解決手段】ウェブのフランジとの突合せ面に未溶着部が残存する隅肉溶接継手を備え、好ましくは、前記隅肉溶接継手の継手断面における未溶着部の幅と、ウェブの板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、前記フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が、X(%)≧{5900−Kca(N/mm3/2)}/85を満足する。更に好ましくは、前記隅肉溶接継手における未溶着部を、隅肉溶接継手断面において、ウェブの板厚と左右の隅肉溶接部の脚長の和の15〜90%の幅とする。ウェブに突合せ溶接継手部を有する場合は、突合せ溶接継手部の板厚と左右の隅肉溶接部の脚長の和に対する比率X(%)と、フランジの供用温度における脆性亀裂伝播停止靭性Kca(N/mm3/2)が上式を満たす。
(もっと読む)
極厚鋼板の溶接方法
【課題】極厚鋼板の溶接を高い作業効率で行なって高品質の極厚鋼板溶接接合材を製造するための溶接方法の提供。
【解決手段】490N/mm2以上の引張り強度を有する極厚鋼板の低入熱高効率溶接方法であって、突き合わせた際に開先部Bとこの開先部に続くテーパー付のナローギャップ部Aとが形成されるようした二つの極厚鋼板部材1,2を直交もしくは並べて配置し、該ナローギャップAの底面には裏当金3を配置し、該ナローギャップ部を底から回転アーク溶接を行なった後、該開先部をサブマージアーク溶接することを特徴とする極厚鋼板の溶接方法。
(もっと読む)
円筒状部材の溶接部構造
【課題】 この発明は、車軸ケースその他の円筒状部材同士の接合部の強度を向上させる溶接部構造に関する。
【解決手段】 車軸ケースその他の円筒状部材からなる母材同士の突合せ溶接で、環状に1層または複数層の溶接を行う溶接部構造において、環状に連なる溶接部が複数の溶接構成部からなって各溶接構成部の端部が重なる繋ぎ部が複数形成されており、隣接する繋ぎ部の長さを、母材の板厚の3から5倍の範囲内に設定してなることを特徴とする。
(もっと読む)
121 - 140 / 170
[ Back to top ]