
Fターム[4E081DA05]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工(突合せ溶接) (1,647) | 継手と溶接の種類 (605) | 突合せ継手 (170)
Fターム[4E081DA05]に分類される特許
101 - 120 / 170
プラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置
【課題】バックシールド治具に不活性ガスを充満させて裏波ビードの酸化を防止し、裏波ビード形状を安定できるプラズマキーホール溶接のバックシールド方法及びプラズマキーホール溶接装置を提供する。
【解決手段】バックシールド治具9とワーク2の間に隙間を設けて、治具9内の余剰な不活性ガスと、トーチ54からのプラズマ流をスムーズに外部に排出することにより、開先部21での上下からのガスの衝突を防止でき、スムーズにプラズマが開先部21を通過できる。これにより良好なプラズマアーク形状を得ることができ、酸化を防止しながら安定した裏波ビードを形成できる。
(もっと読む)
溶接装置及び溶接方法

【課題】2つの円形管を溶接する際に目違いをできる限り小さくする。
【解決手段】第1及び第2円形管91,92を同期回転させる回転手段4と、第1円形管91を回転軸X1と直交する平面内で移動させる管移動手段16と、各円形管91,92の溶接部93,94の中心位置O1,O2を検知する中心検知部31と、中心位置O1の回転軸X1に対するズレを表す第1位置情報及び中心位置O2の回転軸X1に対するズレを表す第2位置情報を取得する位置情報取得部32と、第1及び第2位置情報と円形管91,92の回転角とに基づいて中心位置O1を中心位置O2に一致させるために必要な移動量を算出する移動量算出部33と、該移動量だけ第1円形管91が移動するよう管移動手段16の動作を制御する管移動制御部34とを備える。
(もっと読む)
パイプの製造方法及び同装置
【課題】溶接パイプにおいて、ビードの盛り上がり部が是正され且つ突合わせ部にずれが発生しないようなパイプの製造技術を提供することを課題とする。
【解決手段】ST01で、先ず、平板をO形に成形する。次に、突合わせ部を平坦化する(ST02)。続いて、突合わせ部に溶接を施す(ST03)。さらに、余剰ビードを押し潰す(ST04)。
【効果】外観形状に優れると共に2次加工において局部的に変形が発生しない溶接パイプを得ることができる。
(もっと読む)
管寄せとニッケル基合金からなる伝熱管の溶接構造
【課題】経年変化した析出強化型Ni基合金からなる伝熱管の現地での大量の取替溶接工事が容易な管寄せとNi基合金からなる伝熱管の溶接構造を提供すること。
【解決手段】経年使用後の伝熱管取替工事において、TiとAlを含有するγ’相析出強化型Ni基合金からなるボイラ伝熱管4とTiとAlを含有するγ’相析出強化型Ni基合金からなる管寄せ1とを溶接接合するに際して管寄せ1に固溶強化型ニッケル(Ni)基合金、弱析出強化型(γ’相の平衡析出量10%以下)ニッケル(Ni)基合金又は高強度オーステナイト鋼からなるスタブ管2の一端を接合し、当該スタブ管2の他端に、伝熱管4と同材質の肉厚調整用ピース5を介して新伝熱管6を接合する管寄せ1とNi基合金からなる伝熱管4の溶接構造であり、前記材質のスタブ管2は析出強化型Ni基合金伝熱管に比べ、経年使用によっても著しい硬化や延性低下が生じないので溶接割れのポテンシャルが小さく、溶接前にスタブ管先端を固溶化処理することなく、そのまま現地溶接することができる。
(もっと読む)
配管接合方法
【課題】配管内において好適に流体が流れるように配管同士を接続することが可能な配管接合方法について提供する。
【解決手段】一方の配管1の端面1aに他方の配管2の端面2aを当接させる配管当接工程と、一対の配管1,2の当接部分の外周に形成された開先5にアーク溶接を行うアーク溶接工程と、を備え、一方の配管1の端面1aの内周側には、配管の軸方向外側に突出した環状の内側環状突出部10が形成され、他方の配管2の端面2aの内周側には、内側環状突出部10の外周側に嵌め合わされると共に軸方向外側に突出した環状の外側環状突出部22が形成されており、配管当接工程において、内側環状突出部10に外側環状突出部22を嵌め合わせたときに、一対の配管1,2は、その内壁面1b,2bが平坦となるように形成されている。
(もっと読む)
帯状ワークの突合せ接合装置
【課題】 帯状ワークの突合せ溶接時にアーク光を遮蔽し、又、帯状ワークの溶接開始位置や帯状ワークの溶接部の圧延開始位置が帯状ワークの幅に関係なく常時一定位置になり、然も、帯状ワークの溶接部の圧延加工を確実且つ良好に行える。
【解決手段】 先行及び後行の帯状ワークW1,W2を挾持固定してその端面同士を突き合せる左右のテーブル2,2と、両帯状ワークW1,W2を同時に切断する切断装置3と、両帯状ワークW1,W2を突合せ溶接する溶接装置5と、両帯状ワークW1,W2の溶接部を圧延加工する圧延装置6とから成る帯状ワークの突合せ接合装置であって、溶接装置5は、前後方向へ往復移動自在な上部フレーム35と、上部フレーム35に配設され、帯状ワークW1,W2の幅方向へ往復移動自在なトーチ走行台38と、トーチ走行台38に上下動自在に支持された溶接用トーチ39と、トーチ走行台38に溶接用トーチ39を覆う状態で取り付けられ、アーク光を遮蔽するトーチカバー42とを備えている。
(もっと読む)
耐圧潰性に優れた溶接鋼管およびその製造方法
【課題】管の真円度および変形性能を低下させることなく、高生産性かつ低コストで製造できる、耐圧潰性に優れた溶接鋼管を提供する。
【解決手段】質量%で、C:0.03〜0.08%、Si:0.01〜0.50%、Mn:0.50〜1.75%、Al:0.08%以下、Nb:0.005〜0.060%およびTi:0.005〜0.040%を含有し、残部Feおよび不可避的不純物の成分組成を有する溶接鋼管であって、第2相組織の体積分率を2%以下、管の表層と管厚み方向中心部とのビッカース硬さの差を40以内、かつ管周方向の圧縮降伏応力を周方向の引張降伏応力の0.85倍以上とする。
(もっと読む)
棒状部材に対するガスメタルエンクローズ溶接装置
【課題】溶接装置として裏当金部とシールドヘッド部とで構成して行なうための新規のガスメタルエンクローズ溶接装置を提供するものである。
【解決手段】所定の開先間隔を設けて同軸上に開先面を対向配置された一対の棒状の被溶接材の両端部の所定部分を略半周包囲する裏当金と、この裏当金の中央所定部分に対向挿入され当該裏当金と反対側の被溶接材の両端部の残りの略半周を包囲するシールドヘッド部材と、このシールドヘッド部材の中央部に被溶接材の対向軸に略垂直方向に形成された溶接操作のための矩形状開口部と、この矩形状開口部の対向する長径面に平行する少なくとも一対のシールドガス吐出溝と、この吐出溝には先端部に被溶接材の外周に沿うように所定幅の半環状開口部が対向して設けられ、かつ、吐出溝の中間部には吐出されるシールドガス流を均一化する整流体を配置して行なうようにした棒状部材に対するガスメタルエンクローズ溶接装置。
(もっと読む)
片面サブマージアーク溶接用裏当てフラックス及びこれを用いた片面サブマージアーク溶接方法
【課題】裏当てフラックスと被溶接鋼板の開先裏面との良好な密着性を確保することにより、形状、外観が安定し、健全な裏ビードを得ることができる片面サブマージアーク溶接用裏当てフラックス、及びこれを用いた片面サブマージアーク溶接方法を提供すること。
【解決手段】裏当てとして銅板とともに使用され、銅板上に一定厚さで散布された状態で該銅板とともに被溶接鋼板の開先裏面に押し当てられ、開先表面側から裏ビードを形成しながら溶接を行う片面サブマージアーク溶接法に用いられる片面サブマージアーク溶接用裏当てフラックスにおいて、粉化率が、3.0〜10.0%であることを特徴とする片面サブマージアーク溶接用裏当てフラックスである。また、当該裏当てフラックスを用いた片面サブマージアーク溶接方法である。
(もっと読む)
電縫管の製造方法
【課題】 ワーク部材の端部の溶断を防止できる電縫管の製造方法の提供。
【解決手段】 平板状の鋼板1を管状に曲げて加工したワーク部材2を形成すると共に、その両縁部4,5同士を軸方向に亘って外側から溶接して接合するようにした電縫管11の製造方法において、ワーク部材2の端部2a,2bの両縁部4,5に耐溶着性を有するシールド部材6,7を面一状態で接続し、該シールド部材6,7と両縁部4,5に跨って溶接を行うこととした。
(もっと読む)
鋼管の溶接方法
【課題】大口径で肉厚の鋼管であっても、その突き合わせ溶接に際して、溶接所要時間の短縮が可能であり、断面形状が少々扁平していても良好な溶接が実施できるようにする。
【解決手段】鋼管3Aと鋼管3Bとを突き合わせ溶接する際、両配管の突き合わせ端部を跨ぐように帯ソケット1を配置し、ついで帯ソケットの端部を溶接したのち、両鋼管と帯ソケットとをその全周にわたって隅肉溶接する。帯ソケットには、長方形の鋼板をロール加工して湾曲させた略C字状のものが用いられ、この帯ソケットを両鋼管の突き合わせ端部を跨ぐように配置し、さらにこの状態の帯ソケットを締め付けて、帯ソケットと両鋼管とを隅肉溶接することが好ましい。
(もっと読む)
耐横割れ性に優れた高強度UO鋼管のシーム溶接方法
【課題】 引張強度が800MPa以上の高強度UO鋼管を製造する際に、溶接コストの増大や生産性の低下を引き起こすことなく、シーム溶接部の溶接金属における横割れ発生を確実に防止できる高強度UO鋼管のシーム溶接方法を提供する。
【解決手段】 引張強度が800MPa以上の鋼板を管状に成形した後、その鋼板の突合せ部を仮付け溶接した後、内面シーム溶接し引き続いて外面シーム溶接するUO鋼管のシーム溶接方法において、前記外面シーム溶接の直前に前記内面シーム溶接金属表面を加熱温度が50℃以上となるように加熱することで、前記外面シーム溶接時に、前記内面シーム溶接によって形成された内面溶接金属表面での最高到達温度(Tin)がTin≧0.6×[内面溶接金属のAC1変態温度]の関係式を満足する高強度UO鋼管のシーム溶接方法。
(もっと読む)
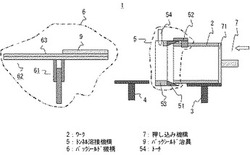
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
タンク溶接用バックシールド治具およびこのタンク溶接用バックシールド治具を用いたタンクの製造方法
【課題】少量の不活性ガスで、短時間に溶接部裏面側の酸化を防止し、且つ小径の取出部からタンク外へ取り出し可能なタンク溶接用バックシールド治具を得ることである。
【解決手段】メス型カプラが設けられた配管側バックシールド治具と、オス型カプラと屈曲型配管とノズルとが直列に接続された本体側バックシールド治具とが、メス型カプラとオス型カプラとで接続されたタンク溶接用バックシールド治具であって、ノズルが、直列に接続されたスリーブとフード固定リングとフード固定金具と整流体と、形状が頂点を除去した多角推であり、細い部分がフード固定金具とフード固定リングとで挟みこむことにより固定されたフードと、スリーブに一端が固定され、他端が外側に広がるとともにフードに接続された板ばねとを備えたものである。
(もっと読む)
パイプの溶接方法及びパイプの水平自動溶接装置
【課題】 円筒状に曲げ加工したワークの両端を突合せ溶接する際にワークの両端を密着状態で正確に突合せ、溶接不良の無い真円度の高いパイプを作製する。
【解決手段】 マンドレル2に挿着したワークWの円周方向一端をセンタープレート16に押し当ててその一端部をマンドレル2上のバックバー3へ軽く押圧し、次にセンタープレート16を下降させてワークWの円周方向他端部をバックバー3上へ軽く押圧し、引き続き二つのタブ材18でワークWを長手方向両側から挾持してワークWの軸心方向のズレを修正すると共に、ワークWの両側端にタブ材18を密着させ、その後ワークWの一端部をバックバー3上へ強く押圧固定し、この状態でワークWの下端部を押し上げると共に、ワークWの両側面を加圧してワークWの両端を隙間無く密着状態で突合せた後、ワークWの他端部をバックバー3上へ強く押圧固定し、最後に、ワークWの突合せ部を突合せ溶接する。
(もっと読む)
管体溶接装置
【課題】貫通孔の内周面に磨耗を生じた場合にも煩雑な調整作業を必要とすることなく両部材の位置関係が常に適正になるようにし、ワークの突き合わせ部分を正確に溶接できるようにする。
【解決手段】ワーク20が通過する貫通孔11を形成する溶接治具2を上側治具2Aと下側治具2Bとの2分割に構成し、互いの間に所定の間隙を設けてそれぞれ上側本体1A及び下側本体1B内に収納し、下側治具2Bを上下方向に移動自在にした。貫通孔11をワーク20が通過する際に、下側治具2Bを上側治具2Aに向けて上方に付勢する。貫通孔11の内周面の磨耗量に応じて下側治具2Bが上方に移動し、貫通孔11の内周面にワーク20の外周面が接触し、貫通孔11内でワーク20が回転したり、ワーク20軸方向に直交する面内で移動することがない。
(もっと読む)
ロータを製作するための方法
円板形及び/又はドラム形の複数のエレメント、特に複数のディスクを溶接して1つのロータ(2)を製作するための方法であって、この場合、1つの装置によって前記複数のディスクをこれらのディスクの長手方向軸線(A)に沿って軸方向で互いにつなぎ合わせ、2段階の溶接法で溶接する方法に関する。第1の溶接法を、積み重ねられた複数のディスクを垂直に保持した状態で実施し、それに続いて、第2の溶接法を、積み重ねた複数のディスクの水平に保持した状態で実施するようにした。 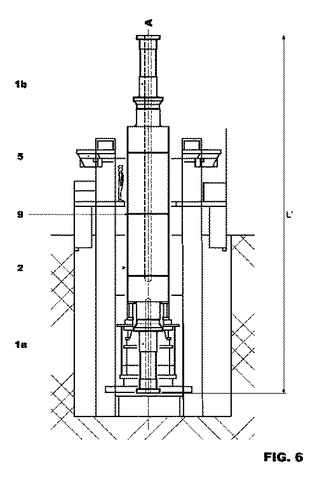 (もっと読む)
(もっと読む)
円周溶接用内治具装置及びこれを用いた円周溶接方法
【課題】 密閉型のドラム缶等を外方から円周溶接する際に、余分な熱を吸収して溶接による溶接部の熱歪を抑制し、又、ビードの溶け落ちや穴あき等を防止する。
【解決手段】 一端が注入口aを有する蓋体Waにより閉塞された胴体Wbの他端に蓋体Wcを突き合せてその突合せ部を外方から円周溶接する際に用いる円周溶接用内治具装置であり、円周溶接用内治具装置は、胴体Wb内に着脱自在に装着される内張り治具11と、内張り治具11に支持され、胴体Wbと蓋体Wcの突合せ部の内周面に面接触状態で圧接して突合せ部の内周面側にシールドガスを流す環状の裏当て治具12と、先端が裏当て治具12に連結され、基端が注入口aから引き出された索条13とから成り、前記裏当て治具12を、溶接時に胴体Wbと蓋体Wcの突合せ部を内方から保持する環状に保持される環状形態と、溶接終了後に略直線状になって蓋体Waの注入口aから取り出される棒状形態とに亘って変形可能に構成する。
(もっと読む)
変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法
【課題】母材の強度、低温靱性および変形能が優れ、かつ現地溶接が容易な引張強さ900MPa以上(API規格X120以上)の超高強度ラインパイプ用鋼板の製造方法および超高強度ラインパイプ用鋼管の製造方法を提供することを目的とする。
【解決手段】質量%で、C:0.03〜0.07%、Si:0.01〜0.50%、Mn:1.5〜2.5%、P:≦0.01%、S:≦0.0030%、Nb:0.0001〜0.2%、Al:0.0005〜0.03%、Ti:0.003〜0.030%、B:0.0001〜0.0050%を含み、残部が鉄および不可避的不純物からなる鋼を加熱し、熱間圧延を施し、γ/α変態開始点以上まで水冷した後、再加熱し、その後水冷することを特徴とする変形能ならびに低温靱性に優れた超高強度ラインパイプ用鋼板の製造方法により、上記課題を解決できる。
(もっと読む)
両側溶接方法及び両側溶接構造物
【課題】両側溶接が必要な厚板の管部材や板部材の両面U型開先継手を対象に、低変形で高能率及び高品質な両側積層溶接部を得ると共に、生産性向上及びコスト低減に有効な両側溶接方法及び両側溶接構造物を提供する。
【解決手段】前記両面U型開先継手の板厚Tの中央部又はその近傍に形成されている表側の開先3の底部を初層裏波溶接し、初層溶接部分15を含む開先3の底部から溶接前開先深さHo1又は二等分板厚Tの1/5以上2/5以下の範囲である積層ビード高さHbに到達するか或いは溶接前開先深さHo1の4/5以下3/5以上の範囲である残存開先深さHkに到達するか或いは開先肩幅w1、w2収縮量の所定の上限値が2mmに接近するまで表側積層溶接し、その後に裏側のU型開先継手の開先底部B2から開先上部の最終層まで裏側積層溶接し、その後に表側の残り開先部分から開先上部の最終層まで表側積層溶接する。
(もっと読む)
101 - 120 / 170
[ Back to top ]