
Fターム[4E081YX07]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接方法 (174)
Fターム[4E081YX07]に分類される特許
21 - 40 / 174
アーク溶接方法及びアーク溶接装置
【課題】各第一端子と各第二端子との溶接品質を安定させることが可能なアーク溶接方法及びアーク溶接装置を提供する。
【解決手段】アーク溶接方法は、各第一端子1と各第二端子2との対向方向に対して傾斜した斜面にて構成される複数のクランプ部16を有するクランプ手段11を用い、各クランプ部16を各第二端子2に前記対向方向外側から対向させた状態で、クランプ手段11を前記対向方向内側へ移動させることによって、各第二端子2を各クランプ部16に当接させて、各クランプ部16により各第二端子2の前記並列方向の位置決めを、各第二端子2と、各第一端子1との前記並列方向の位置が合うように行うと共に、各クランプ部16により、各第二端子2を前記対向方向内側へ押圧して、各第一端子1に接触させる工程を有する。
(もっと読む)
Ni基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法

【課題】高温割れを抑制することが可能なNi基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法を提供する。
【解決手段】基材に炭化物の帯状偏析を有するNi基合金大型部材は、溶接開先面に摩擦撹拌処理法による処理と溶体化処理により均質な改質層(領域A)が形成され、溶接の溶け込み深さを改質層の厚さよりも浅くなるように溶接してNi基合金の溶接構造物を製造する。
(もっと読む)
溶接方法及び溶接装置
【課題】本発明は、溶接の終始端部ができるだけ少なくなるよう、少ない分割数で管台を原子炉容器の傾斜面に取り付ける溶接方法を提供することを目的とする。
【解決手段】水平方向に対して傾斜した傾斜面6を備えた容器の該傾斜面6に設けられた鉛直方向に貫通する貫通孔と、該貫通孔に挿入された管状部材3と、の接合部を溶接する溶接方法であって、先端が一方向に傾斜し、且つ、先端の突先部5が周上にある電極4を備える溶接トーチ2を、突先部5を含む母線が傾斜面側に向くよう鉛直配置し、突先部5を含む母線が傾斜面側に向いた状態を維持しながら、管状部材3の円周に沿って傾斜上側から傾斜下側に向けて溶接ビードを形成する溶接方法。
(もっと読む)
サブマージアーク溶接装置
【課題】立向きサブマージアーク溶接装置において、耐熱布と対象部の表面との間に形成される隙間からフラックスが漏れ出すことを抑止する。
【解決手段】溶接トーチ2の下方に配置される耐熱布4と、耐熱布4を対象部Xに対して押圧する押圧部6と、押圧部6と対象部Xとの間に形成される隙間を埋める隙間充填部材5とを備える。
(もっと読む)
鋼材の溶接継手構造
【課題】現場施工に適用可能で、初層割れの抑止、脆性破断の防止に効果の高い部分軟質継手を適用しながら、母材より高い継手強度を有する溶接継手部の構造を提供する。
【解決手段】この溶接継手の構造は、母材1の強度が780N/mm2以上の強度を有する。母材1を接続する溶接金属3のルート5側の軟質溶接部6の強度が、490N/mm2以上で、かつ、母材1の強度より低い。溶接金属3の軟質溶接部6を除く残りの層からなる等質溶接部7が、母材1と同等以上の強度を有する。母材1の板厚to、軟質溶接部6の厚さtw、開先2の開先幅W、および開先角度θで表される形状と、母材強度σoおよび軟質溶接部6の強度σsから(1)式により表されるパラメータβが0.15以下である。
【数1】 (もっと読む)
(もっと読む)
車両用部品の構造
【課題】軽量化を図ると共に、あらゆる方向からの捩り力、引張り力、曲げ力あるいは圧縮力に対しても、接合強度が高く、高剛性で、製造的にもコスト的にも有利な、車両用部品の構造を提供する。
【解決手段】アルミダイキャスト製のトレーリングアーム1と鋼板製のトーションビーム2相互間に鋼板製の中間部材11を設け、中間部材11の一端部をトーションビーム2と溶接接合し、他端部11aをトレーリングアーム1のダイキャスト成形時に一体的に鋳包むように構成した車両用部品であり、中間部材11は、一端部が筒状をしたトーションビーム2の端部と内接若しくは外接するように成形され、鋳包み部12が、中間部材11の軸線と並行に伸延する直状管部11dと、直状管部11dの少なくとも端部11bに形成された段付き部11eと、を有するように形成したことを特徴とする。
(もっと読む)
真空容器の製造方法
【課題】外側からの溶融接合のみで、歪みが小さく、形状精度が高い、低コストの導波管等の真空容器を製造する。
【解決手段】上下端部に段部が形成された一対の側板2と、前記段部に嵌合する上下板1からなる真空容器の製造方法において、前記側板と上下板の接合面に形成された垂直開先面aを溶接により接合する。
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
継手強度に優れたアークスポット溶接継手およびその製造方法
【課題】高い十字引張強さおよびせん断引張強さの両方を確保することができ、継手強度に優れたアークスポット溶接継手およびその製造方法を提供する。
【解決手段】鋼板成分中の炭素量が0.07質量%以上とされた高張力鋼板1が2枚重ね合わせられ、アークスポット溶接によって平面視略円形状の溶接ビード3が形成されてなり、第2鋼板1Bの裏面1d側まで溶融して形成され、且つ、第1鋼板Aおよび第2鋼板Bの各表面から突出するように形成された溶接ビード3の、第1鋼板1Aの表面1aにおけるビード径をW1(mm)、第2鋼板1Bの裏面1dにおけるビード径をW2(mm)、高張力鋼板1(1A、1B)の板厚をt(mm)とした際、ビード径W1、W2および板厚tの各々の関係を適正範囲に規定し、さらに、母材硬度Hv(BM)と溶接ビードの溶接金属硬度Hv(WM)との関係を適正範囲に規定する。
(もっと読む)
異材継手ならびに異材継手を用いた構造物およびその製造方法
【課題】従来と比較して長尺化可能な異材継手ならびにこの異材継手を用いた構造物およびその製造方法を提供する。
【解決手段】複数個の継手セグメント44を、長尺方向に連設して異材継手50を形成する。継手セグメント44は、第1部材51、中間部材55および第2部材54が爆発圧接により接合されて一体化されたものである。継手セグメント44の他のセグメント44と接合される接合端面には、第1部材51の端面と第2部材54の端面とを積層方向へ空間的に隔てる溝62(凹部)が設けられている。異材継手50の隣り合う継手セグメント44,44は、第1部材51の端面同士が溶接により接合され、第2部材54の端面同士が溶接により接合されている。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
耐水素吸収性ならびに造管性に優れるチタン合金溶接管および溶接管用フープ製品とそれらの製造方法
【課題】水素吸収により脆化が起る恐れのある環境下にて、耐食性および耐水素侵入性を必要とされる復水器や化学プラントなどの多管式熱交換器等に使用される、耐水素吸収性ならびにロール成形での造管性に優れるチタン合金溶接管製品と、その材料となるフープ製品およびそれらの製造法を提供する。
【解決手段】質量%で0.6〜1.8%のCu、0.03%以下のFe、0.16%以下のOを含有し、残部Tiおよび総量で0.3%以下の不純物からなり、粒径10〜1000nmのTi2Cuを最大相とする析出相を体積分率で0.5〜3.5%含むことを特徴とする、耐水素吸収性および冷間加工性に優れるチタン合金溶接管又はチタン合金フープ製品である。また、最終焼鈍を480℃以上、730[%Cu]0.126−160℃以下の温度域で行うことを特徴とする該チタン合金溶接管又はチタン合金フープ製品の製造方法である。
(もっと読む)
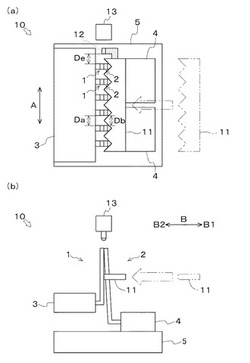
ステータ製造方法
【課題】径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができるステータの製造方法を提供する。
【解決手段】ステータ製造方法は、捻り工程では、直線部A1,A2のスロット内導線Sを捻って先端部Mが成形されていること、及び溶接するときの先端部Mの配置位置として、反時計回り方向に捻られた先端部Mと時計回り方向に捻られた先端部とが、円周方向に、間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部Mと、時計回り方向に捻られた先端部Mとを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。
(もっと読む)
溶接方法及び溶接装置
【課題】ロータディスクを水平に突き合わせて下向き姿勢で溶接する際に、開先を流路とする対流性上昇気流によって溶接シールドガスが乱されることを防止できる溶接方法及び溶接装置を提供することを目的とする。
【解決手段】2つの筒状部材1を、筒軸方向を水平として突き合わせ、突き合わせ面8の外周に沿って形成された開先4を向くよう、突き合わせた2つの筒状部材1の上部に溶接トーチ6を下向き姿勢で配置し、突き合わせ面8の周囲をヒータで覆い予熱したうえで、2つの筒状部材1を回転させて溶接接合する溶接方法であって、筒状部材1の筒軸を中心として突き合わせ面8の外周に沿って形成された開先4内の、溶接トーチ6を配置した上部から筒状部材1の回転方向の前方側及び後方側のそれぞれ所定の中心角度離れた位置に、開先4内空間の周方向を分離するよう仕切り部材7を配置する。
(もっと読む)
工業用ロール及びその製造方法
【課題】アークにより発生した熱を利用して、溶加材を使用することなくロール胴体と軸部材が接合されている工業用ロール及びその製造方法を提供すること。
【解決手段】円筒形状または円柱形状のロール胴体(7)の両端部に軸部材(6)を嵌合させ、当該嵌合部に溶加材を用いることなくアーク熱源(8)を供給することにより、嵌合部を溶融させてロール胴体と軸部材とを接合する。
(もっと読む)
シャーナイフ刃の再生処理方法及び再生シャーナイフ刃
【課題】再生処理を効率的かつ材料に則して行い、再生刃の強靭性、耐久性が高く、延性をも回復することができるシャーナイフ刃の再生処理方法及びその方法により製造された再生シャーナイフ刃を提供する。
【解決手段】使用済みシャーナイフ刃を幅1インチ当たり1時間の割合で400℃で予熱し、予熱後のシャーナイフ刃の表面の付着物を除去し、前記シャーナイフ刃の摩耗若しくは損傷部に対して溶接棒を用いて1200℃で部分溶接を行い、DF2A−400−B系の溶接棒で7〜8mmの厚さとなる全面溶接を温度低下を防ぎながら行い、その後約550℃にて応力除去焼純を行い、7〜8時間の炉冷を行って300℃まで温度低下させ、更に12時間の除冷を行って後に寸法の成形を行う。
(もっと読む)
自動車用骨格部品
【課題】剛性に優れた自動車用骨格部品を得る。
【解決手段】本発明に係る自動車用骨格部品1は、断面形状が略ハット形状のフレーム部品3のフランジ部3aと、フランジ部3aに対向して配置するパネル部品5とを溶接して閉断面を構成する自動車用骨格部品1であって、溶接位置座標を、フランジ部3aとパネル部品5との接触位置の端部を0とし、フランジ部3aのフランジ外端側を(−)、略ハット形状における縦壁側を(+)とした座標系で表し、略ハット形状の縦壁部3bとフランジ部3aを繋ぐ円弧状部3cの半径をR(mm)としたときに、下式で表される位置Xを片側溶接方法にて連続溶接してなることを特徴とするものである。
+√(2Ra-a2)≧X>1.5 ただし、R≧2 (単位:mm)
a:溶接可能な間隙量
(もっと読む)
溶接部補修方法
【課題】材質が異なる部材同士が溶接接合されたその溶接部の補修を行なうに当たり、効率良く、かつ溶け込み不足やアンダーカット、融合不良などが生じにくい高品質な肉盛溶接を行なう。
【解決手段】テンパービード溶接を必要とする第1の部材1とテンパービード溶接を必要としない第2の部材2とを互いに接合した溶接部を補修する溶接部補修方法であって、溶接部の一部を含む部分を削り取って開先部を形成する切削工程と、開先部に多層肉盛溶接を施す肉盛溶接工程と、を有する。肉盛溶接工程は、第1の部材1へのテンパービード多層肉盛溶接工程を含み、当該テンパービード多層肉盛溶接工程による肉盛積層の厚さが、上層部よりも下層部で薄い。
(もっと読む)
缶体の製造方法
【課題】胴板と鏡板とを嵌合する際は剛性を確保して嵌合作業を容易とすると共に、胴板と鏡板の接合後は応力集中箇所をなくすことができる缶体の製造方法を提供する。
【解決手段】鏡板1を円筒状の胴板2に嵌合して組み立てる缶体10の製造方法において、鏡板1の胴板2との嵌合部近傍に周方向に沿った環状の第1補強リブ4を設けると共に、胴板2の鏡板1との嵌合部近傍に周方向に沿った環状の第2補強リブ5を設ける工程と、胴板2と鏡板1とを嵌合して接合する工程と、鏡板1の第1補強リブ4と胴板2の第2補強リブ5を平坦化する工程とからなる。
(もっと読む)
高融点の極細金属及び合金線の溶接方法及び高融点金属・合金細線接合体
【課題】融点が2000℃を超える金属又は合金極細線を開放大気中で溶接する技術とその接合体を提供する。
【解決手段】高融点金属又は合金の素線径が10−100μmの範囲とし、素線先端の突合せ角を20°以下であることを特徴とし、大気開放下でのCO2、N2Oの不活性ガスまたはH2還元ガスを混合したガス雰囲気で高電圧マイクロ放電の出力を調整することにより溶接を行う。
(もっと読む)
21 - 40 / 174
[ Back to top ]