
Fターム[4E081YX07]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接方法 (174)
Fターム[4E081YX07]に分類される特許
81 - 100 / 174
構造材の表面改質装置及びその方法
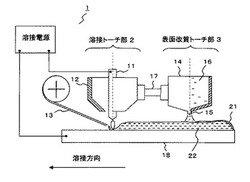
【課題】簡便で小型の溶接改質装置により、短期間で溶接金属の耐食性を改善することができる構造材の表面改質装置及びその方法を提供する。
【解決手段】溶接トーチ部2と表面改質トーチ部3とを有する構造材の表面改質装置1において、前記溶接トーチ部2と表面改質トーチ部3を移動可能な連結部材17により連結するとともに、前記表面改質トーチ部3は、前記溶接トーチ部2で形成された溶接金属22の表面にチタン含有溶液を噴射しアナターゼ型酸化チタン層からなる表面改質層21を形成する。
(もっと読む)
横向溶接法及びそのための接合構造

【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
溶接積層装置、該装置の製造方法及び使用方法
本発明は、低温溶接を使用した積層装置の溶接方法に関するものである。また、該積層装置内におけるシートの蝋付けコアブロックを破壊しない溶接部を有する積層装置も記載する。また、該装置を保守するための溶接部を有する新規積層装置も記載する。  (もっと読む)
(もっと読む)
車両パネル構造体及びその製造方法
【課題】外板に現れる溶接歪みを抑えることにより、鉄道車両の美観を向上させることができる車両パネル構造体及びその製造方法を提供すること。
【解決手段】鉄道車両の外壁となる外板20と、外板20の内側面に当接して配置された骨部材30と、を備え、予め設定された溶接ラインAx上に形成した溶接部によって外板20と骨部材30とを接合してなる車両パネル構造体10であって、溶接ラインAx上には、外板20と骨部材30とが当接する当接領域Tと、外板20と骨部材30とが当接しない非当接領域Sとが存在し、溶接部は、当接領域Tにおいて骨部材30から外板20に達するように形成された本溶接部W1と、非当接領域Sにおいて外板20にのみ形成された溶融凝固部Z1と、を有していることを特徴とする。
(もっと読む)
高耐食性材料の溶接方法
【課題】オーステナイト系ステンレス鋼やニッケル基合金などの高耐食性材料に対し、高効率、高信頼性を有し、かつ溶融部近傍の粒径粗大化や偏析などの変質を抑制できる接合方法を提供する。
【解決手段】V形状の開先12を有し、高耐食性材料を用いた被溶接板材の母材10の内部から表面まで第一の溶接としてTIG溶接を施して溶融金属14を形成した後、溶接金属14の上に第二の溶接としてレーザ溶接を施す。
(もっと読む)
複合補強部材の製造方法および複合補強部材
【課題】アルミニウム合金中空形材の後面側フランジ背面に対して鋼板を溶接する場合でも、前記曲げ強度部材として要求される高い接合強度が得られる複合補強部材の製造方法および複合補強部材を提供することを目的とする。
【解決手段】矩形断面内に中リブを設けた日形断面形状を有するアルミニウム合金中空形材2の後面側フランジ4の背面に積層した鋼板10、11を、後面側フランジ4の両端部側4b、4cと、後面側フランジ4の中リブ7が交差する中央部側4aとの三箇所で、一体に溶接接合する際に、前記中央部側4aの背面領域を予め凸状8に形成しておき、この凸部8を間に挟み、この凸部8が鋼板間に突出するように、2枚の前記鋼板を積層して、この状態でFCWによりアーク溶接する。
(もっと読む)
流路付き壁部材の補修方法
【課題】流路付き壁部材の部分的な補修工事に要する時間とコストとを削減することができる流路付き壁部材の補修方法を提供することを目的とする。
【解決手段】母材2と板材3との間に複数の流路4を有する流路付き壁部材1の一部分を除去する除去工程と、除去工程にて除去された部分に補修用母材6を溶接する母材溶接工程と、補修用母材6上に複数の肉盛溶接を行い、各肉盛溶接のビード8間に流路4を形成する流路形成工程と、複数の肉盛溶接のビード8の表面に補修用板材9を溶接する板材溶接工程と、を備えたことを特徴とする。
(もっと読む)
ガスタービン部材の補修方法及びガスタービン部材
【課題】要求される許容欠陥が小さい場合や、母材並みの強度を持つ溶接材料を用いる場合であっても、高温割れが許容欠陥以下となるような肉盛溶接による補修方法を提供することを目的とする。
【解決手段】母材1の損傷部分を除去し、損傷部分が除去された被除去部に中間層4を形成した後、本肉盛溶接してガスタービン部材を補修する。本肉盛溶接前に、中間層4を形成する工程を設けることで、本肉盛溶接中の母材1への入熱を低減させることができる。
(もっと読む)
密閉型圧縮機、溶接方法
【課題】
立てた状態で蓋部と胴部を溶接可能で、かつ、溶接部の強度が高い密閉型圧縮機を提供する。
【解決手段】
上蓋部22の端部に略円筒形状の胴部21に嵌合する突起部25が設けられており、上蓋部22の端部には開先角度Aの傾斜端面22cが設けられており、胴部21の端面21bと傾斜端面22cで開先部を形成する。密閉型圧縮機1を立てた状態では胴部21の端面21bは略水平であり、溶接時に液状化した溶接金属が下方に流れることを抑制することができる。
(もっと読む)
蒸気配管、蒸気配管を使用した蒸気ボイラ
【課題】蒸気の送気に対して酸化が防止され、低価格で延性の高い蒸気配管、蒸気配管を使用した蒸気ボイラを提供する。
【解決手段】水蒸気を送気する蒸気配管Pであって、18クロムステンレスからなる鋼管の内周面PIには、内面肉盛り溶接法又は金属粉末レーザークラッド法によりインコロイまたはインコネルが溶着されてコーティング層MIが形成される。
(もっと読む)
薄板部材の溶接方法、およびその方法を用いた缶体の製造方法
【課題】金属性薄板部材同士の溶接時、余分な部品を必要とせず作業性を向上させて溶接部の品質を向上させ、応力集中部のないビード形状を得ることの出来る溶接方法を提供する。
【解決手段】第1の薄板部材1の一端にはL字型端部1aが形成され、第2の薄板部材2の一端にはL字型端部2aに延伸して形成された冠部2bが設けられ、両L字型端部1a、1bの端部面1c,2cが接し、前記冠部2bが第1の薄板部材のL字型端部1aを覆って冠部20がかしめ加工され突き合わせ部20が形成された後、この突き合わせ部が溶融される。
(もっと読む)
スクリュー羽根の肉盛溶接方法
【課題】長尺のスクリューコンベアを、背の高くない通常の建屋内において効率的に耐摩耗肉盛溶接する。
【解決手段】
スクリューコンベア1をスクリュー軸2が略水平方向となるように設置し、前記スクリュー軸2周りに回転させながら、溶接トーチ21のトーチ先端22を前記スクリューコンベア1のスクリュー羽根3の羽根側面4に対して水平横向き方向に向けて前記羽根側面4を耐摩耗肉盛するアーク溶接方法であって、直径1.2mmから1.6mmの範囲の溶接ワイヤ23を用いて、2KJ/cmから9KJ/cmの範囲の入熱量にて溶接する。
(もっと読む)
タービンエンジンブレード用の金属補強材の製造方法
本発明は、タービンエンジンブレードの前縁または後縁用の金属補強材(30)を作る方法に関し、方法は:予備成形品(26、70)が、溶加金属を受容することが可能な領域(28、72)を一端に有するように、前記予備成形品(26、70)を所定位置に位置決めする機器(60)によって、前記予備成形品(26、70)を位置決めするステップ(44)と、金属ビーズの形態で、前記領域(28)内で溶加金属を用いて表面硬化することによって、前記金属補強材(30)用の基部(39)を構築するステップ(46)と、を順序通りに含む。 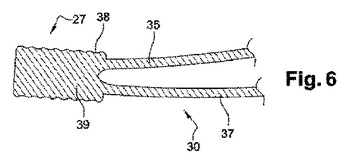 (もっと読む)
(もっと読む)
円筒体と波形放熱板との溶接方法及び装置
【課題】円筒体と波形放熱板との突き合わせ部の溶接を、円筒体と放熱板の山部との突き合わせ部で溶接金属の余盛量を不足させることなく良好に行うことができる溶接方法を提供する。
【解決手段】円筒体2A,2Bと波形放熱板1の山部mとの突き合わせ部を増入熱区間αとして、この増入熱区間を溶接する際に溶接トーチ6A,6Bを被溶接物4の回転方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を遅くして増入熱区間αでの溶接金属の余盛量を確保し、上記増入熱区間以外の区間を減熱区間βとして、この減熱区間では、溶接トーチを被溶接物の回転方向と逆方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を速くして、溶接入熱が過多になるのを防ぎ、波形放熱板の山部と円筒体との突き合わせ部の溶接を良好に行わせる。
(もっと読む)
円筒体と波形放熱板との溶接方法及び装置
【課題】円筒体と波形放熱板との突き合わせ部の溶接を、円筒体と放熱板の山部との突き合わせ部で溶接金属の余盛量を不足させることなく良好に行うことができる溶接方法を提供する。
【解決手段】円筒体2A,2Bと波形放熱板1の山部mとの突き合わせ部を増入熱区間αとして、この増入熱区間を溶接する際に溶接トーチ6A,6Bを被溶接物4の回転方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を遅くして増入熱区間αでの溶接金属の余盛量を確保し、上記増入熱区間以外の区間を減熱区間βとして、この減熱区間では、溶接トーチを被溶接物の回転方向と逆方向に変位させることにより溶接トーチと被溶接物との間の相対移動速度を速くして、溶接入熱が過多になるのを防ぎ、波形放熱板の山部と円筒体との突き合わせ部の溶接を良好に行わせる。
(もっと読む)
溶接装置及びこれを用いた溶接方法
【課題】開先上部にスペースがない場合であっても、溶接トーチを開先に対して上向きにして溶接し、さらに複数層の溶接接合を効率よく実現することができ、どのような板厚であっても確実に溶接することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板1を開先溶接する溶接装置において、前記被溶接板1間の開先2と同程度の幅を有して前記開先2内に挿入可能であり、かつ前記開先2に沿って相対的にスライド可能な裏当材4と、前記開先2内に溶融金属を供給する溶接トーチ5とを備えた。
(もっと読む)
安全性を向上させた電極交換装置
本発明は、溶接装置の電極運搬ツール(2)の電極を交換する装置に関し、前記電極交換装置は電極運搬ツール(2)を収容する第1部材(12)を備え、前記第1部材(12)は電極運搬ツール(2)を固定的に保持する手段及び、第1部材(12)の周囲に取り付けられ、第1部材(12)の外側に突出する電極(8)の一部を覆う第2部材(14)を備え、前記第2部材(14)は、前記第2部材が前記固定部を取り囲んでいる場合、電極に沿った併進手段によって第1部材(12)から分離可能、かつ固定部(14)に対して回転運動可能であり、前記第2部材(14)は、マンドレル(6)へ固定する又はそこから取り外す手段(33)と、第2部材(14)の電極(8)を保護する手段(36)とを備え、従って、第1部材(12)及び第2部材(14)が分離しているときは、マンドレルの取り外しが可能になる。 (もっと読む)
筺体における突合せ部位の接合構造および突合せ部位の接合方法
【課題】厨房機器を構成する調理庫等の筺体を構成する各パネル同士の互いの突合せ部位を溶接して接合する際に、当該突合せ部位にフィラを供給することなく溶接することができる手段を採用して、各パネル同士の突合せ部位の筺体内側からの自動溶接を可能として、溶接の作業工程や接合部位の品質に関わる問題に対処する。
【解決手段】筺体であるケース10を構成する各パネル11,12同士の突合せ部位である各外側フランジ部11b,12b間にプレート14を介在させて、プレート14の先端部を突合せ部位からケース10内側へ所定長さ突出し、当該突出部位をケース10の内側から自動溶接して、当該突合せ部位に溶接面が滑らかな溶接部を形成して当該突合せ部位を接合する。
(もっと読む)
ピットの補修方法および金属部材の補修方法
【課題】溶融塩熱媒体が存在するピットを補修する補修方法、または、溶融塩熱媒体が存在するブローホールが内部に形成された金属部材の補修方法を提供する。
【解決手段】本発明に係るピットの補修方法は、金属部材に形成された、溶融塩熱媒体が存在するピット9を溶接によって補修する補修方法であって、溶接材料に対してアーク放電して溶接を行うマイクロティグ法によって、ピット9に複数層の金属層11を形成する1次溶接工程と、形成された金属層11に衝撃を加えて、金属層11の厚さを50%以下に圧縮する圧縮工程と、圧縮工程後、マイクロティグ法によって、圧縮金属層11a上にさらに複数層の金属層11を形成する2次溶接工程とを含む。
(もっと読む)
鋼管杭の現場溶接用防風設備及び該防風設備を用いた鋼管杭の現場溶接方法
【課題】鋼管杭の現場溶接において、防風対策を確実に行なうことができると共に取り扱いが容易な鋼管杭の現場溶接用防風設備及び該防風設備を用いた現場溶接方法を提供する。
【解決手段】本発明に係る鋼管杭の現場溶接用防風設備1は、鋼管杭3の周囲をその全周あるいは一部を囲むように配置可能な棒状のリング部材5と、リング部材5を支持する複数の柱部材7とを備えた自立可能な骨組材9と、上端部がリング部材5に支持されて骨組材9の周囲を覆う防風シート11とを備えてなることを特徴とするものである。
(もっと読む)
81 - 100 / 174
[ Back to top ]