
Fターム[4E081YX07]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接方法 (174)
Fターム[4E081YX07]に分類される特許
61 - 80 / 174
燃料給油管
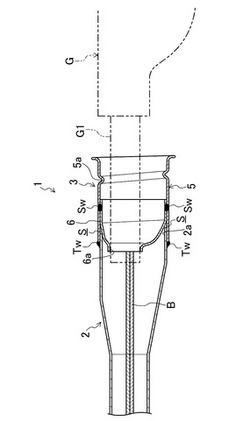
【課題】防錆力が高く、製作精度の高い燃料給油管を提供する。
【解決手段】メッキ鋼板からなる筒状給油管本体2は、給油口2aを一端に有し、他端が燃料タンク10に接続されている。ステンレス鋼材からなる短筒状リテーナ3は、給油口2aに組み付けられ、両端が開口する第1筒部材5及び第2筒部材6からなる。第1筒部材5は、給油キャップCの雄螺子部C1と螺合する雌螺子部5aが一端開口側内周面に形成されている。第2筒部材6は、第1筒部材5の内部にその他端開口側から挿入されて雌螺子部5a手前で点溶接Swされる。第2筒部材6の反挿入側開口端は、給油ガンGのノズルG1が差し込まれる差込孔6aを構成している。差込孔6a側の外周面と第1筒部材5の他端開口側の内周面との間の隙間Sに給油管本体2の給油口2a側の端部が挿入されるようにリテーナ3を給油管本体2に嵌合させ、嵌合部分をろう付けTwで連続溶接する。
(もっと読む)
改善された溶接性を有する潜水艦船体用鋼

【課題】溶接を使用して組み立てられる、圧延鋼または鍛造鋼部材によって構成される潜水艦船体の製造用の鋼、その使用、および潜水艦船体を提供する。
【解決手段】鋼の化学成分が重量%で、0.03%≦C<0.08%、0.04%≦Si≦0.48%、0.1%≦Mn≦1.4%、2%≦Ni≦4%、Cr≦0.3%、0.3%≦Mo+W/2+3(V+Nb/2+Ta/4)≦0.89%、Mo≧0.15%、V+Nb/2+Ta/4≦0.004%、Nb≦0.004%、Cu≦0.45%、Al≦0.1%、Ti≦0.04%、N≦0.03%を含み、残りは、鉄および製造作業から結果として生じる不純物、含有量が0.0005%未満の不純物であるホウ素、およびP+S≦0.015%を含み、この化学的成分は、410≦540×C0.25+245[Mo+W/2+3(V+Nb/2+Ta/4)]0.30≦460の条件を満たす。
(もっと読む)
肉盛溶接方法及び構造材
【課題】液滴による構造材の侵食を軽減させるとともに、溶接作業の工期の短縮化とコストの低減化を図る。
【解決手段】腐食環境下で使用される構造材の肉盛溶接方法において、前記構造材の腐食環境に晒される部位を除去し、前記除去した部位にHv.400以上のソリッドワイヤを用いた短絡移行ガスメタルアーク溶接により硬質層15を形成することを特徴とする。
(もっと読む)
溶接装置
【課題】溶接装置において、非消耗電極の磨耗を抑制すると共に被溶接物の表面に対する酸化皮膜の発生を抑制する。
【解決手段】先端部からアークAを発生可能なタングステン電極112と、このタングステン電極112の外側にアルゴンガス(Ar)からなる第1シールドガスを流してタングステン電極112の先端部側から母材100に向けて噴出可能な第1ノズル113と、この第1ノズル113の外側から酸化性ガス(Ar+O2)からなる第2シールドガスをタングステン電極112の先端部側で且つ第1のシールドガスの内側に向けて噴出可能な第2ノズル114とを設けている。
(もっと読む)
核燃料保管ラック用ステンレス鋼角管およびその製造法並びにラック
【課題】高B含有オーステナイト系ステンレス鋼を用いた核燃料保管ラック用角管において、健全な溶接接合部分を有する信頼性の高いものを提供する。
【解決手段】質量%で、C:0.050%以下、Si:1.00%以下、Mn:1.50%以下、Cr:16.00〜25.00%、Ni:7.00〜15.00%、B:0.75〜1.50%、Mo:0.01〜1.00%、N:0.050%以下、残部実質的にFeであり、M値=551−462(C+N)−9.2Si−8.1Mn−29Ni−13.7(Cr+5.05B)−18.5Moが60.0以下である鋼板を使用して、溶接ビード最大幅が8.0mm以下である丸管を作り、これを成形して溶接部が平坦面にある角管を得る。
(もっと読む)
溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2を重ね合わせてアーク溶接する。その際、薄肉部材1と取付部材2との間に、重ね合わせの面積よりも大きな板状部材4を介装すると共に、板状部材4には溶接の開始点と終了点とを板状部材4上に残して溶接箇所に応じたスリット10,12を形成する。そして、取付部材2と板状部材4とを溶接すると共に、同時にスリット10,12を介して薄肉部材1と板状部材4とを溶接する。スリット10,12は薄肉部材1と取付部材2との溶接箇所に沿って形成した。
(もっと読む)
タービンロータの補修溶接方法
【課題】小径のタービンロータであっても溶接工程を通じて施工面に安定してフラックスを堆積させることで、タービンロータの補修をサブマージアーク溶接で行うのが容易なタービンロータの補修溶接を提供する。
【解決手段】 回転軸が水平に支持されたタービンロータ10をその回転軸を中心に回転させながら、溶接施工面に第1供給ホッパ21からフラックスFを供給し、堆積されたフラックスF中に溶接トーチ30の溶接ワイヤ31を挿入してサブマージアーク溶接により肉盛り溶接を行う、タービンロータの補修溶接方法において、施工面からのフラックスの落下を防止する第1じゃま部材41をタービンロータ10に近接して配置する。肉盛り溶接が連続的に行われる間、肉盛り溶接部を含むタービンロータ10の径が大きくなるのに対応して、第1じゃま部材41とタービンロータ10の間隔を一定に保つように、第1じゃま部材41の位置を制御することが好ましい。
(もっと読む)
金属部品の補修方法及び補修された金属部品
【課題】冷却孔近傍の肉盛溶接補修を行う場合でも、溶接割れを低減可能な金属部品の補修方法及び補修された金属部品を提供する。
【解決手段】高温に曝されると共に冷却のための冷却孔15を有する動翼11において、冷却孔15に近接して発生した亀裂と共に冷却孔15の一部を表面側から開先加工し、開先加工後、共金系材料のワイヤ22を用いて、冷却孔15を孔埋め加工し、孔埋め加工した部分をスムージング加工し、開先加工した部分及びスムージング加工した部分に肉盛溶接を行って、肉盛部25を形成し、ワイヤ22及び肉盛部25に当初の冷却孔15を再加工して、動翼11を肉盛溶接により補修する。
(もっと読む)
ハイブリッドレーザアーク溶接プロセス及び装置
【課題】ワーク(12、14)の接合面(16)によってそれらの間に画成された溶接シムを含む継手領域(22)上で前方ハイブリッド溶接プロセスを行った後、継手領域(22)で後方ハイブリッド溶接プロセスを行ってワーク(12、14)を溶接する溶接方法及び装置(10)を提供する。
【解決手段】前方ハイブリッド溶接プロセスは、同時に前方レーザビーム(32)及び前方電気アーク(36)を継手領域(22)に沿って移動させ、これらを組み合わせて溶接シムを溶込ませて溶接プールを形成し、該溶接プールが凝固して溶接物(40)を形成する。後方ハイブリッド溶接プロセスは、後方電気アーク(56)及び後方レーザビーム(34)を利用して第2の溶接プールを生成し、該溶接プールが再溶融して溶接物(40)と混合する。冷却時には、継手領域(22)の溶接シムを深く溶込ませることができる溶接継手(30)が形成される。
(もっと読む)
合金鋼の異種溶接のための装置及び方法
【課題】 合金鋼の異種溶接のための装置及び方法を提供する。
【解決手段】 溶接継手(12)は、低合金鋼部品(14)と合金鋼部品(16)とを含んでおり、それらの間の溶接ビードは、低合金鋼部品(14)と接する第1の溶接ワイヤ(18)と、高合金鋼部品(16)と接する第2の溶接ワイヤ(20)と、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間の第3の溶接ワイヤ(22)とを含む。溶接方法は、低合金鋼部品(14)に第1の溶接ワイヤ(18)を施工し、高合金鋼部品(16)に第2の溶接ワイヤ(20)を施工し、第1の溶接ワイヤ(18)と第2の溶接ワイヤ(20)の間に第3の溶接ワイヤ(22)を施工することを含む。上記溶接継手及び方法において、第3の溶接ワイヤ(22)のクロム含有量は、第1の溶接ワイヤ(18)よりも高く第2の溶接ワイヤ(20)よりも低い。
(もっと読む)
鋼製部材へのライニングプレートの固定構造
【課題】鋼製容器等の塔槽類などを構成する鋼板等の鋼製部材に直接溶融溶接できないチタン等からなるライニングプレートを密封状態で固定することができる鋼製部材へのライニングプレートの固定構造を提供する。
【解決手段】胴板1上に金属からなるライニングプレート5を固定する固定構造であって、胴板1上に配置されたライニングプレート5に開口部6が設けられ、この開口部6に鋼製の孔付きの座金7が胴板1にライニングプレート5を押え付けるように嵌合され、この座金7の貫通孔71の内周面と胴板1の表面とが溶接されることにより、胴板1にライニングプレート5が固定され、ライニングプレート5上にこのライニングプレート5と同じ金属からなる蓋部材8が座金7を覆うように配置され、この蓋部材8の外周縁部とライニングプレート5の表面とがシール溶接されている。
(もっと読む)
溶接方法
【課題】簡便な方法で、SCCの発生や進展を抑制するとともに、溶接割れを抑制することができる溶接方法を提供する。
【解決手段】ニッケル基合金からなる溶接棒2及び溶接トーチ5を用いて鋼材1をアーク溶接する際に、溶接棒2を高速で回転させながらアーク6により溶融した溶融池3へ送り込む。これより、形成される溶着金属4は、凝固する直前まで溶接棒2の回転により攪拌されるため、結晶組織の方向が一方向に偏らず、ランダム性を持った凝固組織となる。
(もっと読む)
ガスタービンとその製造方法
【課題】圧縮空気を生成する圧縮機と、前記圧縮機からの圧縮空気とともに燃料を燃焼して燃焼ガスを生成する燃焼器と、前記燃焼器からの燃焼ガスにより回転駆動するタービンとを備えたガスタービンにおいて、金型設計工数の低減、溶接工数の低減、及び分割工数の低減を図ることができる燃焼器部品を有するガスタービンを提供する。
【解決手段】燃焼器部品の内側表面形状をオフセットさせた表面を有するマンドレル102と、燃焼器部品の外側表面形状をオフセットさせた表面を有する外型103a、103bを同心にて配置した1組の金型の隙間に、板材を円弧状に丸めた素材101bを、前記金型の軸方向にプッシャ104で押込んで製造するトランジションピース101dを備えたガスタービン。
(もっと読む)
金属部品の溶接方法および原子力プラント用溶接金属部品
【課題】適正なビードを形成し、耐食性および耐溶接割れ性に優れた接合部を形成することができる金属部品の溶接方法、およびこの金属部品の溶接方法により溶接された原子力プラント用溶接金属部品を提供する。
【解決手段】金属部品の溶接方法は、開先加工させた端部を有する2つの金属部品20、21の当該端部どうしを対向配置し、600系Ni合金または金属部品20、21を構成する材料からなる溶加材を用いてTIG溶接する接合工程S10と、接合された金属部品20、21の表面よりも外側に突出した接合部のビードを切削する表面処理工程S11と、690系Ni合金からなる溶加材を用いてTIG溶接により、接合部30の表面30a、30bおよび接合部近傍の金属部品20、21の表面20b、20c、21b、21cにビード40を形成して、これらの両表面をビード40で覆う被覆工程S12とを具備する。
(もっと読む)
積層モータコア自動溶接装置のモータコア搬送システム
【課題】生産ロス時間を短縮できると共に、作業性の向上が図れる積層モータコアの搬送システムを提供する。
【解決手段】モータコア搬送システム5は、積層したコア材Wを搬送する搬送台車15と、積層モータコア自動溶接装置の作業テーブル2に設けられ、作業テーブル2の左側又は右側の何れか一方に搬送台車15の搬入口Aを、また、何れか他方に搬送台車15の搬出口Eをそれぞれ有し、搬送台車15を搬入口Aから搬入待機位置B、溶接位置C、搬出待機位置D、搬出口Eの順に案内する搬送台車15の案内搬送路47と、搬送台車15を搬入口Aから搬入待機位置Bへ搬送する搬入装置49と、搬送台車15を搬入待機位置Bから溶接位置C及び搬出待機位置Dへ順次搬送する横送り搬送装置50と、搬送台車15を搬出待機位置Dから搬出口Eへ搬出する搬出装置51とから構成する。
(もっと読む)
マグ溶接用シールドガス,マグ溶接方法,および溶接構造物
【課題】狭開先溶接での品質の向上を図った,マグ溶接用シールドガス,マグ溶接方法,および溶接構造物を提供する。
【解決手段】マグ溶接用シールドガスが,8重量%以上,13重量%以下のCrを含有する高Cr鋼を,8重量%以上,13重量%以下のCrを含有するソリッドワイヤを用いて,1層1パスで狭開先溶接するためのマグ溶接用シールドガスであって,5容量%以上,17容量%以下の炭酸ガス,30容量%以上,80容量%以下のヘリウムガス,残部がアルゴンガスの3種混合ガスからなる。
(もっと読む)
耐食性に優れる自動車シャシ部材およびその製造法
【課題】アーク溶接部の耐食性に優れた高強度の自動車シャシ部材を提供する。
【解決手段】板厚1.0〜3.0mmの溶融Zn−Al−Mg系合金めっき鋼板部材同士のアーク溶接接合部を持ち、溶接前にめっき層を有していた鋼板表面は溶接ビード止端部まで連続的にZn−Al−Mg系合金層で覆われており、そのZn−Al−Mg系合金層と鋼素地の間にはFe−Al系合金層が存在し、溶接ビード止端部からの距離が2.0mm以内の鋼板表層部において、Zn−Al−Mg系合金層は平均Al濃度:0.2〜22.0質量%、平均Mg濃度:1.0〜10.0質量%、且つFe−Al系合金層は平均Fe濃度:70.0質量%以下である自動車シャシ部材。
(もっと読む)
容器の溶接方法及び冷凍サイクル装置
【課題】気密性を確保した溶接が可能で、溶接後にスパッタの除去が不要であり、しかも溶接部に歪が発生することも抑制する。
【解決手段】
容器はCMT(Cold Metal Transfer)溶接を用いた溶接により製作される。まず、溶接すべき接合部とは異なる位置となる溶接開始点7aから溶接すべき接合部に向かってCMT溶接を開始することで捨て溶接を実施し、溶接すべき接合部に到達後、連続して溶接すべき接合部である溶接経路6をCMT溶接で本溶接を実施する。この本溶接の開始点に到達すると該本溶接の開始点付近を更に連続して重複溶接(重複溶接部9)を実施し、その後溶接すべき接合部とは異なる位置まで捨て溶接を実施して溶接終了点8aとする。
(もっと読む)
接合体とそれを有する熱交換器
【課題】品質が確保され、工数が削減出来、生産性の良い、低コストでリサイクル性に優れた接合体を提供する。
【解決手段】接合体1は、端部5aに先細り状テーパー部11を介して縮径部4が形成された銅管2と、内径が縮径部4の外径より大きく且つ先細り状テーパー部11の最大外径と略同じアルミニウム管3との接合体1であって、アルミニウム管3の管端部5cが先細り状テーパー部11の外面に当接するまで銅管2の縮径部4がアルミニウム管3内に挿入された状態で、アルミニウム管3が銅管2に外嵌めされてアルミニウム管3の管端部5cが銅管2の先細り状テーパー部11の外面と共晶接合6されており、銅管2の縮径部4の端部5aが所定長さにわたってアルミニウム管3に覆われずにアルミニウム管3のアルミニウム管端部5bから露出させた構成をしている。
(もっと読む)
棒状部材と板状部材の結合構造および結合方法
【課題】溶接接合箇所を極力少なくしても所要のトルク伝達が可能な、しかも板状部材の剛性が高く、かつポストめっきを行わなくても耐久性、耐食性を維持できる棒状部材と板状部材の連結構造を低コストで製造する。
【解決手段】端部外面に凸部を形成した断面円形の棒状部材と、2枚の板状部材を準備し、板状部材の先端部に、前記断面円形の棒状部材の外周と嵌合する半円状の切り欠き部を形成するとともに、当該切り欠き部の外側にそれぞれ半抜き加工により前記凸部と嵌合する凹部を設け、2枚の板状部材を前記凹部が互いに断面円形の棒状部材端部の凸部を包み込むように重ね合わせた後、2枚の板状部材同士および凸部と凹部の間を固着する。
(もっと読む)
61 - 80 / 174
[ Back to top ]