
Fターム[4E081YX07]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接方法 (174)
Fターム[4E081YX07]に分類される特許
101 - 120 / 174
管台溶接方法、管台部補修方法および管台溶接構造
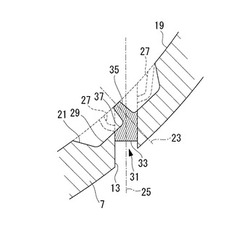
【課題】自動溶接で施工するのが可能で、効率よく、かつ、高照射線量下での作業を実施できる管台溶接方法を提供する。
【解決手段】容器の内表面19を、少なくともJ開先27を含む範囲に略円筒形状に掘設し肉盛開先部21を形成する肉盛開先加工工程と、肉盛開先部21の外側面29の延長部を形成する内側端面37を有するプラグ本体部33および内側端面37から突出し、肉盛開先部21と略同一軸線中心を有する突起部35を有するプラグ31を、内側端面37と肉盛開先部21の外側面29とが略一致するように管台孔13に挿着し、肉盛開先部21に肉盛溶接によって肉盛溶接部を形成する肉盛溶接工程と、肉盛溶接部にJ開先27を形成する容器側溶接開先部形成工程と、管台を挿入してJ開先27部を完成し、溶接する管台取付工程と、を備えている管台溶接方法である。
(もっと読む)
ステンレス鋼製パネル溶接施工貯水槽
【課題】TIG溶接による耐食性、とくに耐孔食性低下の小さいステンレス鋼素材を貯水槽パネルに用い、溶接ままの状態で上水を蓄える貯水槽への適用に好適で酸化スケール除去作業の省略による作業環境の改善とこれに要するコスト低減が可能となり、研磨やけによる耐候性低下が小さくパネルの耐候性に優れた溶接施工貯水槽を提供する。
【解決手段】貯水槽パネルの素材として、質量%で、C:0.02%以下、Si:0.1〜1%、Mn:0.4%以下、P:0.04%以下、S:0.005%以下、Ni:0.3〜2%、Cu:0.8%以下、Cr:23〜26%、Mo:0.2〜0.8%未満、Nb:0.1〜0.5%、Ti:0.15〜0,4%、N:0.025%以下、Al:0.04〜0.3%、Ca:0.002%以下に制限し、残部Feおよび他の不可避的不純物からなるフェライト系ステンレス鋼を用いることにより、TIG溶接部の耐孔食性に優れるとともに、パネル素材の表面仕上げを#300以上の研磨仕上げとしても研磨やけによる耐候性の低下が小さく、貯水槽パネルの溶接施工において貯水槽内面溶接部のスケール除去省略が図れる溶接施工貯水槽を得る。
(もっと読む)
蒸気タービンロータ、それを用いた蒸気タービン

【課題】信頼性の高い蒸気タービンロータおよび蒸気タービンを提供する。
【解決手段】Ni基超合金鍛造品Aに中空構造の鍛造品Bを溶接接合し、内面の溶接裏並みを削除し内面を平滑化し鍛造材Cと鍛造材Bをボルトで締結することを特徴とする蒸気タービンロータ。
(もっと読む)
取付部材を被溶接部材へ固定する固定装置
【課題】スタッドボルトとナット部材とを包含し、狭い箇所であっても、取付部材を被溶接部材に容易に短時間で取付けることができる、高い作業効率の固定装置を提供する。
【解決手段】固定装置1は、ボルト部と被溶接部材26に溶接される溶接端部3とを有するスタッドボルト5と、スタッドボルトに螺合するナット部材7とから成り、ナット部材7は、溶接前にスタッドボルトに予め螺合した状態で連結され、且つ、スタッドボルトへ溶接電流が流れるように導電材料で形成されて、予めナット部材7がスタッドボルト5に連結された状態で被溶接部材に溶接することが可能であり、固定装置1が溶接された被溶接部材26上に取付部材19が配置され、ナット部材7が締め付け方向に回転されると取付部材が被溶接部材に固定される
(もっと読む)
高温特性と靭性に優れた耐火構造用1パス大入熱溶接継手およびその製造方法
【課題】溶接方法によらず、溶接継手全体として、700℃以上における耐火性に優れ、かつ、構造物の安全性を確保し得る高い靭性を有する、耐火構造用1パス大入熱溶接継手およびその製造方法を提供する。
【解決手段】規定範囲の成分を含有する耐火構造用鋼材2と溶接部3とからなり、溶接部3に形成される溶接金属31が、規定範囲の成分を含有するとともに、次式{Nb%+0.35Mo%+0.20W%+0.75V%+0.30Ta%+0.20Zr%+0.05Cr%}で表されるNb当量が0.08〜0.55%の範囲を満足し、かつ、次式{C%+Si%/24+Mn%/6+Ni%/40+Cr%/5+Mo%/4+W%/8+V%/14}により定義される炭素当量(Ceq.)が0.25〜0.80%の範囲である。
(もっと読む)
車両用構造部材とその製造方法
【課題】軽量で優れた衝撃エネルギ吸収能を有する車両用構造部材を提供し、車両用構造部材の軽量化と車両の衝突安全性の向上とを図る。
【解決手段】底部10cと、底部10cの両側に形成される二つの底部コーナ部10dと、二つの底部コーナ部10dそれぞれに連続して形成される二つの壁部10bとを有する略ハット形状の横断面を有し、曲げ変形により衝突エネルギーを吸収するための長尺のハット部材10を備える閉じた横断面形状を有するバンパーレインフォースメント12である。ハット部材10が、底部10cの少なくも一部を構成する第1の部材と、壁部10bを構成するとともに第1の部材の板厚よりも大きい板厚を有する複数の第2の部材とから構成され、第1の部材の幅方向の二つの端部が、いずれも、第2の部材それぞれの幅方向の一方の端部と重ね合わされるとともに、第1の部材および第2の部材の重ね合わせ部には、第1の部材および第2の部材を接合するための溶接部が、ハット部材の長手方向へ延びて形成される。
(もっと読む)
油圧ショベルのアタッチメント
【課題】深い開先を取らずに、外側からの溶接のみで溶接部の未溶着をなくし、溶接部の強度を高くし、疲労強度を高くする。
【解決手段】油圧ショベル10のアタッチメント1を構成するブーム40のブーム本体41は、上板45、下板46、側板47、および、側板48をハイブリッド溶接により溶接したものである。このハイブリッド溶接はアーク溶接およびレーザ溶接のいずれか一方のみなされた場合に比べ、溶け込みを深くし得る。よって、アタッチメント1の外側からの溶接のみで、溶接部41wの未溶着をなくし得る。よって、この未溶着をなくした場合は、この未溶着がある場合に比べ、溶接部41wの強度を高くできる。したがって、この未溶着がある場合に比べ、アタッチメント1の疲労強度を高くし得る。
(もっと読む)
円周曲面へのチューブ溶接方法
【課題】チューブの端部の円周表面への隅肉溶接に開先加工角度を必要とせず、裏波1パス溶接を可能とする溶接技術を提供すること。
【解決手段】溶接されるチューブの端部との接合部となる、ドラム等の円周表面部分を水平面状に加工する工程と、端部が直角面加工されたチューブを、ドラム等の水平加工された部分に突合わせ位置決め後、仮付け溶接する工程と、接合部表面に深溶け込み活性剤を塗布する工程と、接合部を自動TIG溶接によりワンパスで裏波溶接を行う工程と、からなる。
(もっと読む)
熱交換器のプレート束を製造する方法
本発明は、プレート41の積層体から構成される、熱交換器のプレート束40を製造する方法に関する。この方法は、各プレート41の初期厚さを加工によって低減する一方で、少なくともプレート41の周囲に、加工されたプレート41の厚さよりも大きい高さを有する少なくとも1つの接続シュー45を形成することと、プレート42の中央部分に波形部42を形成することと、プレート41を対で積み重ねることと、各対のプレート41の接触シュー45を封止溶接ビード50によって接続することと、プレート41の対を積み重ねることと、プレート41の対の接触シュー45を封止溶接ビード50によって接続することとを伴い、プレート41の対は、流体を供給及び排出する開放端及び閉鎖端が交互になるように積み重ねられる。 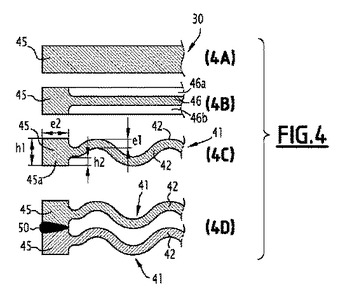 (もっと読む)
(もっと読む)
車両フレーム部材の溶接方法および車両フレーム部材
【課題】高い接合強度を有し、亜鉛めっきによる強度低下を防止し、さらに熱歪み変形を防止することのできる車両フレーム部材の溶接方法を提供する。
【解決手段】本発明に係る車両フレーム部材の溶接方法は、幅方向の断面が略ハット状のフレーム部材1と、このフレーム部材1のフランジ部11と接合することにより閉断面を形成するパネル部材2とを溶接する車両フレーム部材3の溶接方法であって、前記パネル部材2と接触する前記フランジ部11の接触端部12から前記フランジ部11外側方向をマイナス(−)とし、前記接触端部12から屈曲して立ち上がる壁部13側方向をプラス(+)としたときに、溶接位置Pを、前記接触端部12を中心として±0mm≦P<+1.5mmの範囲内とし、前記壁部13に沿って連続溶接することを特徴とする。
(もっと読む)
アルミ線用端子装置およびその製造方法
【課題】アルミ線と、銅またはステンレスなどの異種材料製の端子とを溶接接合する。
【解決手段】アルミニウム製またはアルミニウム合金製のアルミ線2と、銅またはステンレスなどの異種材料製の端子部材3とをTIG溶接によって接合する。端子部材3は、アルミ線2を収容する筒状部分3aを有する。筒状部分3aは、溶接時に溶融金属を溜める保持プールを形成するための側壁を提供する。溶融した金属は、保持プールに数秒にわたって保持される。この結果、端子部材3の材料は、少なくとも部分的に侵食溶解する。この結果、溶接金属4には、アルミ線2の材料と、端子部材3の材料とが含まれる。さらに溶接時には、溶接金属4の脆性を改善するための、銀またはシリコン等の添加金属が添加される。
(もっと読む)
蒸気タービン用タービンロータ及び蒸気タービン
【課題】高温運転での強度が高く、動翼外周部を均一に回転させることの可能な蒸気タービン用タービンロータを提供する。
【解決手段】複数の動翼が一体に形成された動翼リングが、根元部でロータディスクの外周部と溶接されて一体化されている構造を有するタービンロータであり、ロータディスクの外径、動翼リングの内径、または溶接金属部の幅を蒸気入口側と蒸気出口側で変えていることを特徴とする。具体的には、ロータディスクの蒸気入口側の外径を蒸気出口側の外径よりも小さく、動翼リングの蒸気入口側の内径を蒸気出口側の内径よりも大きく、溶接金属部の蒸気入口側の幅を蒸気出口側の幅よりも大きくした構造とする。
(もっと読む)
組立クランクシャフトおよびその製造方法
【課題】強度低下を防止することができ、かつ接合部の厳しい品質管理を不要とするのはもちろんのこと、マグネットアーク溶接に適用可能な組立クランクシャフトおよびその製造方法を提供する。
【解決手段】シャフト本体部110の外周部の突起部121には中空状の凹部121Aが形成され、凹部121Aの開口縁部は扁平円形状をなす接合面131である。カウンタウェイト部102Aには中空状の凹部122Aが形成され、凹部122Aの開口縁部は扁平円形状をなす接合面132である。接合面131,132は接合部104を構成している。凹部121A,122Aにより中空部が構成されている。マグネットアーク溶接により接合部104を溶接する。マグネットアーク溶接では、コイル200に電流を流すことによりコイル200内に磁場を発生させ、その磁場によりアークCを回転させる。
(もっと読む)
異材継手構造及びその製造方法
【課題】低合金鋼製配管の外面側におけるボンドマルテンサイトによる表面割れの発生を防止する。
【解決手段】低合金鋼製配管2の先端部に設けられ、ニッケル基合金からなる肉盛溶接部7と、肉盛溶接部7と低合金鋼製配管2の先端部との境界部外面を覆うように設けられ、ニッケル基合金からなる境界溶接部8と、肉盛溶接部7とステンレス鋼製配管3の端部との間に設けられ、ニッケル基合金からなる溶接接合部9とを備え、肉盛溶接部7及び溶接接合部9をなすニッケル基合金は、境界溶接部8をなすニッケル基合金よりも、クロム含有量が高く且つニッケル含有量が低く構成されて応力腐食割れの感受性が低いものであり、境界溶接部8をなすニッケル基合金は、肉盛溶接部7及び溶接接合部9をなすニッケル基合金よりも、ニッケル含有量が高く且つクロム含有量が低く構成されてボンドマルテンサイト状組織の生成の感受性が低いものである
(もっと読む)
耐熱鋼品の溶接補修方法及び溶接補修部を有する耐熱鋼品
【課題】低サイクル疲労特性に優れ、かつ、簡易な設備で実現可能な耐熱鋼品の溶接補修方法及び溶接補修部を有する耐熱鋼品を提供する。
【解決手段】第1工程では、母材10の溶接補修対象部12に形成された開先14に対して、被覆アーク溶接を用いたバタリング溶接を行い、バタリング溶接部20を形成する。第2工程では、TIGリメルト処理を行い、バタリング溶接部を溶融した後に凝固させてTIGリメルト処理部30を形成する。第3工程では、被覆アーク溶接によりバタリング溶接を行い、TIGリメルト処理部上に第1本溶接部40を形成する。第4工程では、被覆アーク溶接により本溶接を行い、第1本溶接部上に第2本溶接部50を形成する。
(もっと読む)
上下T型継手の溶接方法及び上下T型溶接継手並びにこれを用いた溶接構造物
【課題】立板の上下両面に上板及び下板が各々配置され健全な溶接金属部及び十分な溶接強度を得る上下T型継手の溶接方法及びその上下T型溶接継手並びにこれを用いた溶接構造物を提供する。
【解決手段】立板の上下両面に、1枚もしくは突合せ配置された2枚の上板及び下板が配置されたステンレス鋼板からなり、上板及び下板の表面から立板側まで、ワイヤを送給しながら、非消耗電極方式のアーク溶接またはレーザビームの焦点位置を板表面より上側へずらした焦点ぼかしのレーザビーム照射によるレーザ溶接を行う上下T型継手の溶接方法において、上板または下板の板厚T1の範囲が2<T1≦6mmであり、立板の板厚T2の範囲が前記板厚T1の2〜5倍(2×T1≦T2≦5×T1)であり、前記上板又は前記下板の貫通後の立板の溶け幅wが、前記板厚T1より大きい(w>T1)ことを特徴とする上下T型継手の溶接方法である。
(もっと読む)
電子部品の製造方法、アーク溶接装置、及びアーク溶接方法
【課題】1台のアーク溶接装置で導線の一端部を一の端子金具にアーク溶接すると同時に導線の他端部を他の端子金具にアーク溶接することができる電子部品の製造方法、アーク溶接装置、及びアーク溶接方法の提供。
【解決手段】アーク電流供給装置10はマイナス電極とグランド電極とを有し、マイナス電極には第1トーチ電極12Aが電気的に接続されている。グランド電極には第2トーチ電極17Aが電気的に接続されている。電子部品の製造方法では、第1トーチ電極12Aを巻線103の一端103Cに対向させると共に第2トーチ電極17Aを巻線103の他端103Dに対向させるトーチ対向工程を行う。次に、第1トーチ電極12Aから巻線103の一端103Cに対してアーク放電をすると同時に第2トーチ17の第2トーチ電極17Aから巻線103の他端103Dに対してアーク放電をする。
(もっと読む)
ジルコニウム(Zr)製ベローズ
【課題】過酷な成形加工に耐えるジルコニウム(Zr)製薄肉パイプを造管し、これまで存在していない、耐食性の優れたジルコニウム製の液圧成形もしくは、ロール成形ベローズを提供する。
【解決手段】ジルコニウム製薄肉ベローズを成形するため、使用されるジルコニウム製薄肉溶接パイプの造管過程において、溶接金属及び熱影響範囲での酸素プラス窒素の含有量の増加を、100ppm以下に抑制することより、ジルコニウム製ベローズの液圧成形もしくはロール成形を可能とした。
(もっと読む)
鋼管矢板の2電極ガスシールドアーク溶接方法
【課題】 鋼管矢板の本管と各種連結継手用鋼の2電極ガスシールドアーク溶接方法において、目標とする溶接金属のビード幅、ビード厚およびすみ肉溶接金属の脚長が得られる健全な溶接部を安易に高能率に溶接することができる鋼管矢板の2電極ガスシールドアーク溶接方法を提供する。
【解決手段】 鋼管矢板の本管とP−P形またはP−T形連結継手用の鋼管とを溶接する2電極ガスシールドアーク溶接方法において、本管と鋼管のフレア継手部に鋼粒または鉄粉をフレア開先幅10〜12mmの高さまで充填し、電極トーチを鋼管方向に先行電極:0〜25°、後行電極:0〜10°傾斜させ、電極間距離を先行電極および後行電極のワイヤ間で15〜40mm、ワイヤ径1.6mmで溶接電流を先行電極:490〜580A、後行電極:460〜560Aとし、ワイヤ狙い位置をフレア開先のほぼ中央にして溶接速度を1m/min以上で溶接することを特徴とする。
(もっと読む)
鉄骨柱梁接合部梁端強化方法
【課題】
梁に係る曲げモーメントは、パネルゾーンが空洞の場合パネルは面外変形が起こり弾性領域においてウエブ負担が期待できない。その為、建築構造物の構造計算で用いる梁端の断面係数はウエブを除いてフランジだけの断面係数になるので、梁端は低強度となり、その為、より大きなサイズの梁を用いる事になり余分な梁せいが必要になり、鉄骨重量が増加する。
【解決手段】
このような諸課題は種々研究した結果、ダイアフラムの板厚をウエブ方向に大きく増加させ、梁下面を熱線加工や溶接肉盛して予歪みを与えるなどにより解決できることが判明した。
(もっと読む)
101 - 120 / 174
[ Back to top ]