
Fターム[4E081YX07]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接方法 (174)
Fターム[4E081YX07]に分類される特許
121 - 140 / 174
鉄骨柱梁接合部梁端強化方法
【課題】
梁に係る曲げモーメントは、パネルゾーンが空洞の場合パネルは面外変形が起こり弾性領域においてウエブ負担が期待できない。その為、建築構造物の構造計算で用いる梁端の断面係数はウエブを除いてフランジだけの断面係数になるので、梁端は低強度となり、その為、より大きなサイズの梁を用いる事になり余分な梁せいが必要になり、鉄骨重量が増加する。
【解決手段】
このような諸課題は種々研究した結果、ダイアフラムの板厚をウエブ方向に大きく増加させ、梁下面を熱線加工や溶接肉盛して予歪みを与えるなどにより解決できることが判明した。
(もっと読む)
溶接性を高めるため超合金鋳造品に戦略的に配置される大結晶粒

【課題】溶接性に乏しい超合金の溶接物での割れを最小限に抑制又は防止する。
【解決手段】融接が必要とされる領域で鋳造作業時に選択的に粗大単結晶を成長させることによって超合金部品の割れを減少させる。鋳造品において下流の製造段階で融接が実施される位置に選択的に粗大単結晶を配置することによって、超合金の母材熱影響部での割れが低減又は解消し、粒界がなくなる。これは、鋳造品の設計要件の満足、品質の向上、修繕作業の減少、スクラップ解消に役立つ。
(もっと読む)
燃料電池用改質器の製造方法
【課題】安定した品質の燃料電池用改質器を、作業性よく経済的に製造可能な燃料電池用改質器の製造方法を提供する。
【解決手段】それぞれ正面視して長方形状の第1、第2の扁平皿形容器11、12の周縁に設けられた鍔部15、16を仕切り板17を介して重ね合わせたケーシング10が複数並べられ、ケーシング10内には改質材が配置され、しかも第1、第2の扁平皿形容器11、12の傾斜部18〜21に設けられた接続用配管22〜25に連結用配管44〜47を接続した燃料電池用改質器の製造方法において、接続用配管22〜25の一端部と連結用配管44〜47の一端部には、それぞれフランジ28、48が設けられ、各フランジ28、48を当接させてその各側端の位置を合わせ、位置合わせしたフランジ28、48の側端を溶加金属無しで溶接する。
(もっと読む)
軸加工装置
【課題】 軸にオーガー等の部品を溶接取付けする際に軸とオーガー内周との密着の均一性を高めてバランス不良の修正時間を格段に削減できる加工方法と装置を提供する。
【解決方法】 軸加工装置1は平面視長方形の加工台2の一端(基端側)の上面に軸aの端面を押付ける構成の押し側ブロック3を設け、他端(先端側)の上面には軸aの端部を支持する受け側ブロック4を設けていて、押し側ブロック3には先端に軸aの端部に装着した軸端保護キャップ8の端面を押すための回転可能なヘッド5とアクチュエーター7を備えた加圧機構6を設け、受け側ブロック4は軸aを下から支持する構成とし、押し側から軸端を押した場合に軸aが水平方向に摺動可能になっている。
(もっと読む)
鋼構成部品を製造する方法、溶接線、溶接された鋼構成部品、および軸受構成部品
本発明は、最大で1.5重量%の炭素含量を有する第1の鋼部(7)および第2の鋼部(8)を含む鋼構成部品(6、11)を製造する方法に関する。該方法は、少なくとも部分的に第1の鋼部(7)及び少なくとも部分的に第2の鋼部(8)をα/γ変態温度を超えて加熱するステップ(1)と、α/γ変態温度を超える温度で行う溶接によって第1の鋼部(7)と第2の鋼部(8)とを接合するステップ(2)と、硬化効果が回避されるように冷却するステップ(3)と、を含む。本発明はさらに、溶接線(9)、溶接された鋼構成部品(6、11)、および軸受構成部品(11、15、20、22、26、27、31)に関する。  (もっと読む)
(もっと読む)
新型構造とする冶金スラグポット及びその製造方法
ポット口の口径がポットボトムの直径より大きい、溶融状の鋼(鉄)スラグを装うためのポット形容器であって、前記冶金スラグポットが鋼板により溶接されてなることを特徴とする新型構造とする冶金スラグポットを提供する。本発明の新型構造とする冶金スラグポットによれば、溶接プロセスにより、圧延した鋼板をポットに溶接することができる。これにより、環境への汚染を大幅に減少することができる。前記冶金スラグポットのポット壁を構成する鋼板の結晶粒は、その粗さが均一で、キャビテーション、収縮孔、気孔、偏析、罅割れ、非金属不純物、高温割れ、低温割れ等の欠陥が殆ど存在しないため、且つ、スラグポットのポット壁を構成する鋼板の結晶粒の均一性は一般の圧延鋼材と同一であるため、スラグポットの溶接性と修復性が良く、スラグポットの使用寿命を大幅に延長すると共に、生産現場における常に発生するスラグポットの割れ等の安全危険をなくすことができ、コストを大きく低減することができる。 (もっと読む)
パルス状の電流およびワイヤによるMIG法を用いた金属部品の一部分の製造
本発明は、タービンエンジンの金属部品の幅Lを有する少なくとも一部分を製造するための方法に関する。本方法は、前記一部分が、パルス電流発生器とパルス状の溶着ワイヤの流れとを有しており、前記電流および前記流れを変化させるために使用されるMIG溶接装置を用い、金属の溶着によって製造され、製造が、連続する複数の層の金属ビード(10)の形態で実行されることを特徴とする。 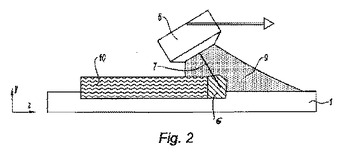 (もっと読む)
(もっと読む)
T型継手の製造方法
【課題】 溶接設備として一般的でコストが安いアーク溶接やプラズマ溶接法を用いて安価で高品質なT字継手を形成することができる製造方法を提供する。
【解決手段】 このT型継手の製造方法は、第1板材12の裏面側に所定の角度で第2板材14の端面を当接させ、第1板材の表面側からアーク又はプラズマ溶接を行う。これにより、アーク又はプラズマ溶接熱が第1板材12を貫通して第2板材の端面部分を溶融させ、これらを溶着させることによってT型溶接継手が形成される。アーク又はプラズマ溶接では、第1板材の板厚に応じて場合により深溶け込みの手法を採用する。また、板厚が溶け込み深さを超える場合には表面に減厚加工を行う。
(もっと読む)
Ni基溶接材料を用いた溶接方法
【課題】耐延性低下割れ性能が良好なERNi−Cr−Fe−7Aからなる溶接材料を用いた場合に、溶接部における割れの発生を回避することができるNi基溶接材料を用いた溶接方法を提供する。
【解決手段】Ni基溶接材料を用いた溶接方法が提供される。この溶接方法において、まず鋼材1に対してERNiCr−3からなる溶接材料を用いて溶接を施して鋼材1上に溶接ルート部初層3が形成される。この溶接ルート部初層3上にCr含有量が30%のERNi−Cr−Fe−7AからなるNi基溶接材料により溶接が施されて、溶接部2が形成される。
(もっと読む)
鉄筋の溶接方法及びその溶接部探傷方法
【課題】鉄筋を建築や土木構造物の現場で溶接するとき、溶接継手部に鋭角的な窪み等の欠陥が生じることを防止して機械的強度が良好な鉄筋溶接継手を形成する。
【解決手段】鉄筋1a,1bの軸線方向の先端部に、鉄筋1a,1bと比較して炭素当量が低く、溶接性が良好な材料の丸鋼3a,3bを技術的に充分に管理された工場で接合する。丸鋼3a,3bを有する鉄筋1a,1bを建築や土木構造物の現場で接合するとき、丸鋼3a,3bの先端部を位置決めして被覆アーク溶接法や炭酸ガスアーク溶接法などで溶接して溶接継手4を形成する。
(もっと読む)
補修可能燃料ノズル及び補修方法
パイロット組立体(808)を形成する段階と、補修穴(801)内に据え付ける段階と、一次アダプタ(820)がパイロット流路(102)及びパイロット組立体(808)と流れ連通しているように一次アダプタ(820)を補修穴(801)に挿入する段階と、一次アダプタ(820)を分配器(300)及び新しいパイロット組立体(808)に結合する段階とを含む、燃料ノズル(100)を補修する方法が開示される。燃料流を燃料分配器(300)の少なくとも1つの流路(102)から燃料スワーラ(603)を含むパイロット組立体(808)に配向するように構成されたアダプタ(820)を含む、補修可能燃料ノズル(100)が開示される。 (もっと読む)
供用下における鋼構造物の溶接による補修補強方法
【課題】比較的簡便な方法で、変動荷重が繰り返し作用している供用下の鋼構造物の溶接部などの損傷個所を溶接により補修補強する方法を提供する。
【解決手段】変動荷重が繰り返し作用している状況下にある補修補強個所での開口変位量の変化が0.5mm以下の状態で、該補修補強個所を片面から溶接部での割れの発生に拘わらず溶接し、この溶接後にその溶接した補修補強個所を裏面からのハツリ操作で割れを除去し、この割れ除去を確認したのちハツリ個所を完全溶け込み溶接するようにした。
(もっと読む)
缶体の製造方法、缶体の溶接継手構造および缶胴
【課題】溶加材を別途供給することなく、鏡板と缶胴とをTIG溶接で接合すること。
【解決手段】缶胴(20)と、該缶胴(20)の開口端を塞ぐ鏡板(10)とを備えている。鏡板(10)は、開口端が内側に傾く傾斜部(12)を有している。缶胴(20)は円筒状の本体部(21)を有し、該本体部(21)の開口端には溶加材として機能させるフランジ(22)が形成されている。本体部(21)の開口端を鏡板(10)の傾斜部(12)の外側面に当接させ、TIG溶接によってフランジ(22)を溶融し当接部に溶着させる。
(もっと読む)
T型継手の貫通溶接方法及び貫通溶接構造物
【課題】上板側に形成される開先溝や継手ギャップを不要にし,上板表面側からの1パス溶接で下側の立板側まで確実に溶融接合して,十分な溶接強度を得ること。
【解決手段】上板の板厚T1より厚肉の立板3上面に1枚重ね配置された上板1表面又は2枚並列に突合せ配置された上板1,2表面から下側の立板3まで溶融接合するT型継手の貫通溶接方法において,不活性ガスのシールドガス9bを流出するシールドガス供給手段を用いて非消耗電極方式のアーク溶接を遂行すると同時に,溶け込み深さ促進性のフラックス剤が充填されているフラックス入りワイヤ4をアーク6溶接部分に送給しながら下側の立板3まで溶融させ,少なくとも上板裏面貫通後の立板3側の溶け幅wを前記上板1,2の板厚T1より大きく(w>T1)形成,又は上板1,2裏面の貫通部分若しくは立板3側の溶け幅w部分の溶接断面積Aを上板1,2側の板厚断面積B1より大きく(A>B1)形成する。
(もっと読む)
リヤアクスルハウジングへのカバー溶接構造及びその溶接方法
【課題】車両に装備されるリヤアクスルハウジングへのカバー溶接構造及びその溶接方法に関し、特殊な溶接装置を用いることなくリヤアクスルハウジングとカバーとの溶接部分におけるに亀裂の発生を防止することができるようにする。
【解決手段】リヤアクスルハウジング1の中央部の穴部周縁1Aに穴部1aを閉塞するカバー2を溶接する溶接構造であって、穴部周縁1Aにカバー2の縁部2bがリヤアクスルハウジング1の外側から連続溶接されると共に、穴部周縁1Aにカバー2の縁部2bの所要箇所がリヤアクスルハウジング1の内側で点溶接されるように構成する。
(もっと読む)
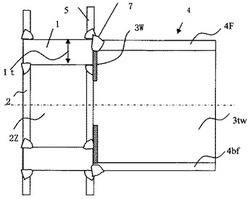
巻取りドラムの製造方法並びに巻取りドラム
本発明は、巻取り炉で使用される巻取りドラム(5)の製造方法並びに巻取りドラム(5)に関する。本発明に係る方法は、巻取りドラム本体(6)上に、表面層(7)を含むトリニッケルアルミナイドを形成する工程を含んでいる。 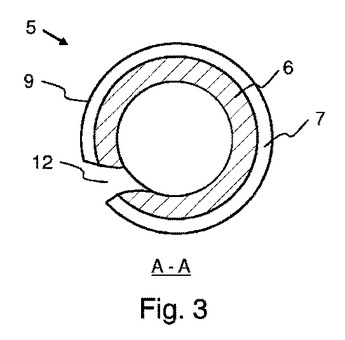 (もっと読む)
(もっと読む)
ロータを製作するための方法
円板形及び/又はドラム形の複数のエレメント、特に複数のディスクを溶接して1つのロータ(2)を製作するための方法であって、この場合、1つの装置によって前記複数のディスクをこれらのディスクの長手方向軸線(A)に沿って軸方向で互いにつなぎ合わせ、2段階の溶接法で溶接する方法に関する。第1の溶接法を、積み重ねられた複数のディスクを垂直に保持した状態で実施し、それに続いて、第2の溶接法を、積み重ねた複数のディスクの水平に保持した状態で実施するようにした。 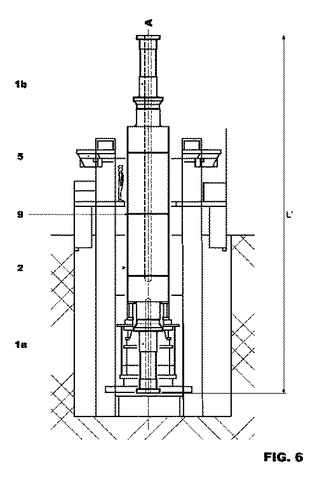 (もっと読む)
(もっと読む)
構造用I形ビームの自動車用サスペンションアーム
車両用サスペンションコントロールアームを有する構造要素が、複雑なシングルピースのシートメタルのスタンプされた構成部品から構成され、該構成部品は均一な厚さの材料から形成される。スタンピングは、的確な平面図形状を有するように構成され、かつ、中央のウェブ部分および2つのフランジ部分を有するI形ビーム横断面となるように形成される。中央のウェブ部分は、一枚の材料厚さとして構成され、かつ、フランジ部分は、上へ立った閉断面と下へ立った閉断面とを有し、連続的な二重折れしたセグメントを伴っている。シートメタルの開端部は、中央のウェブ部分においてまたはその近くで終了し、該ウェブ部分に対して、および、代替的な実施形態では該連続的な二重折れしたセグメントに対しても溶接され、それにより、フランジ部分がウェブ部分の2倍の厚さである好ましい構造用I形ビーム断面が形成される。 (もっと読む)
溶接方法
【課題】 溶接の構成部品について適格な修理・溶接を行う。
【解決手段】 構成部品(1、120、130、155)を溶接する溶接法であって、 500℃より高く(>500℃)、600℃より低い前記構成部品(1、120、130、155)の予熱温度を利用する。この温度によって周囲材料の降伏強度、従って、相互の拘束力を低下させることが可能である。
(もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
121 - 140 / 174
[ Back to top ]