
Fターム[4E081YX07]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | 溶接方法 (174)
Fターム[4E081YX07]に分類される特許
141 - 160 / 174
油およびガス工業におけるスチール構造物を接合するための溶接金属組成物
油、ガス、および/または石油化学の用途で用いるための金属構造物、およびこれらの構造物を形成するための方法が提供される。これは、非鉄または高合金溶接金属組成物、若しくは高合金溶接金属組成物と接合される。溶接された金属構造物には、鉄または非鉄部材の二種以上の部分、および融接物、摩擦撹拌溶接物、またはそれらの組み合わせが含まれる。得られる溶接された構造物は、従来の鉄ベースの溶接組成物に比較して、疲労耐性、靭性、変形性能、強度、応力腐食割れ耐性、および水素脆性耐性の向上を示す。構造物、およびこれらの構造物を形成する方法は、天然ガスの輸送および貯蔵、油およびガスの坑井仕上げおよび生産、並びに油およびガスの精製所および石油化学プラントの用途において、金属部材を接合するのに有利である。溶接金属としては、Inconel 625、Ti64、ステンレス鋼、マルエージング鋼、析出硬化鋼が挙げられる。 (もっと読む)
異種金属の接合方法並びに関連装置
【課題】
異なる材料からなる第1の物品と第2の物品を接合する方法が開示されている。
【解決手段】
本方法では、第1の物品と第2の物品の間に配置された二元合金部材を使用する。二元合金部材は第1の材料、この第1の材料とは異なる第2の材料及び第1の材料と第2の材料の間の鍛錬領域からなる。本方法ではさらに、第1の物品の材料の局所領域と第1の材料とを一緒に溶融させて、第1の材料と第2の材料との相互混合が実質的に存在しない第1の溶接継手を生じさせ、第2の物品の材料の局所領域と第2の材料とを一緒に溶融させて、第2の材料と第1の材料との相互混合が実質的に存在しない第2の溶接継手を生じさせ、もって第1の物品と第2の物品を接合せしめる。
(もっと読む)
筒体壁面の貫通孔製造方法及び筒体構造

【課題】円筒部材の壁面に加工バリを残さないで貫通孔を穿設する作業を、熟練者に依存することなく容易かつ確実に実施できる筒体壁面の貫通孔製造方法を提供する。
【解決手段】筒体2の壁面に工具11を貫通させて穿設した貫通孔2a,2bの内壁面側に加工バリを生じさせない筒体壁面の貫通孔製造方法であり、筒体2の軸線5と直交または略直交するように筒体2の外側から工具11を貫通させて筒体壁面に一または複数対の貫通孔2a,2bを穿設する穴あけ工程と、筒体2より熱伝導性のよい素材の溶接治具12を用い、工具11が筒体2の外壁面側から内壁面側に貫通して穿設された貫通孔2aを溶接により塞ぐ溶接工程とを具備し、工具11が筒体2の内壁面側から外壁面側へ貫通して穿設された貫通孔2bをノズル孔3として残す。
(もっと読む)
構造物の溶接方法
【課題】実際の溶接を実施する以前に溶接部の近傍を圧縮残留応力にする溶接条件を解析的手法により算出して行う構造物の溶接方法を提供する。
【解決手段】本発明に係る構造物の溶接方法は、全溶接パス数より少ない複数の溶接施工部を設定し、各溶接施工部の溶接時の熱影響を模擬した解析条件から残留応力解析を行い(ステップS1)、この残留応力解析の結果から各溶接施工部における最適な解析条件を選択し、この選択した解析条件を、各溶接施工部の周囲の溶接パスの解析条件に展開し(ステップS2)、この展開した解析条件に基づく残留応力解析により全パス解析を行い(ステップS3)、この全パス解析より得られる残留応力解析の結果が構造物の溶接部近傍の評定部に生じる残留応力を圧縮残留応力にする解析条件を特定し、この解析条件を実際の溶接条件として設定して(ステップS4)構造物の溶接を行う。
(もっと読む)
溶接箱型断面柱
【課題】箱型断面部材の内部にダイアフラムを溶接で内蔵させる際に、ガスシールドアーク溶接やサブマージアーク溶接などの溶接入熱の小さい溶接法を用いることができ、鋼材の材質劣化を低減することができる溶接箱型断面柱を提供する。
【解決手段】4枚のスキンプレートからなる溶接箱型断面柱の少なくとも1面において、ダイアフラム3の端面と、上下に分割された2以上のスキンプレート2の外面とにより、柱外面を構成し、柱部材の外側からのアーク溶接12によりダイアフラム3をスキンプレート2に溶接し、溶接入熱の小さい、内側からのアーク溶接11と外側からのアーク溶接12により、ダイアフラム3の全辺をスキンプレートに溶接できるようにする。
(もっと読む)
補剛板及び補剛板の製造方法
【課題】鋼板への補剛材の溶接品質の向上を図り且つ疲労強度の向上を図る。
【解決手段】鋼板10と共に閉断面構造をなす補剛材20を前記鋼板10の表面に複数溶接してなる補剛板であって、前記補剛材20は、前記鋼板10に当接する縁部が前記閉断面構造の外側から所定出力のレーザLを所定方向から照射されて所定溶接速度でレーザ溶接されることにより、前記鋼板10に接合されている。
(もっと読む)
耐高温腐食Ni基合金溶接構造体および熱交換器
【課題】高温腐食環境下で高い耐食性を発揮する高Si−耐高温腐食Ni基合金同士の溶接部およびその近傍の耐高温腐食性を高め、高温腐食環境下で長期間の使用可能な耐高温腐食Ni基合金溶接構造体を提供する。
【解決手段】Ni:45〜57wt%、Cr:23〜35wt%、Mo:1〜5wt%、Si:3〜6wt%、C:0.05〜0.5wt%を含有し、残部がFeおよび不可避的不純物から成る高Si−耐高温腐食Ni基合金によって形成された複数の要素部材同士が溶接接合されて成る耐高温腐食Ni基合金溶接構造体であって、前記溶接された溶接部は、その溶着金属が、一部は前記高Si−耐高温腐食Ni基合金より靭性の高い第一の溶着金属WM1であり、残りは前記高Si−耐高温腐食Ni基合金と同じ組成の第二の溶着金属WM2であり、高温腐食雰囲気に曝される面に前記第二溶着金属WM2が露呈していることを特徴とする。
(もっと読む)
軸方向の大きい塑性歪みに適応する炭素鋼構造およびパイプライン中の耐食合金溶接部
主にフェライト特性を有する材料を接合するための方法および装置について記述される。その方法には、主にオーステナイトミクロ組織を含む溶接材料および溶接プロセスを使用してフェライト系材料を接合することが含まれる。結果として得られる溶接物は、優れた歪み許容性を生成する降伏比、均一伸び、靭性、および引き裂き抵抗特性を高める。高い歪み許容性は、軸方向の大きい荷重に適応する構造を生成する。溶接物は、十分な強度、引き裂き抵抗および破壊靭性を維持しながら、従来の溶接欠陥よりも大きな溶接欠陥に適応する。 (もっと読む)
クロムメッキされた被加工材に対して溶接するための放熱ライナー
本発明に係る第2被加工材に対して第1被加工材を溶接する方法および装置によれば、クロムメッキされた第1面を、第1面と反対側の、第2被加工材の第2面に対して、放熱ライナーを溶接する。その後、上記第2被加工材の第1面をクロムメッキする。さらに、上記第1被加工材を、放熱板における第2被加工材に対して溶接する。上記放熱板は、クロムメッキされた第2面に熱が到達する前に、溶接によって発生する熱を実質的に吸収するものである。 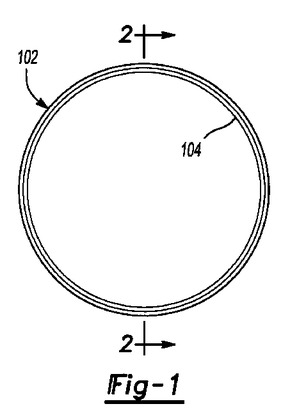 (もっと読む)
(もっと読む)
肉盛溶接方法
【課題】肉盛溶接の時間を短縮化する
【解決手段】互いに並行な多数の冷却管32と、隣接する前記冷却管を互いに連結する多数の連結部材31とからなる冷却式配管の表面に肉盛溶接を施す冷却式配管(フード3)の肉盛溶接方法であって、溶接材料を溶接する溶接トーチ21を、前記冷却管の周方向にウィービングさせながら前記肉盛溶接を行うことを特徴とする冷却式配管の肉盛溶接方法。
(もっと読む)
管溶接構造体及び管溶接方法ならびに管溶接構造体を備えたボイラ装置
【課題】管体どうしの溶接部の溶接割れ感受性を低減させることのできる管溶接構造体を提供する。
【解決手段】フェライト系鋼からなる第1の管体1に、Ni基合金からなる第2の管体2をNi基合金からなる溶接金属材で突合せ又は隅肉溶接する管溶接構造体において、第1の管体1と前記突合せ又は隅肉溶接で形成された溶接金属層5の間に、リンと硫黄の合計含有率が0.02重量%以下に規制したNi基合金からなるバタリング溶接層7が設けられていることを特徴とする。
(もっと読む)
放射性物質収納容器
【課題】銅と炭素鋼,合金鋼との溶接性に優れ、炭素鋼,合金鋼への溶接熱による損傷を軽減し、溶接時の変形を極力抑えたMIG溶接またはMIGブレイジング法を提供することにある。
【解決手段】放射性物質を収納する収納容器本体と前記収納容器本体を同軸状に取り囲む外筒と前記収納容器本体及び外筒間に伝熱フィンが接続され、前記収納容器本体,外筒及び伝熱フィンにより区画された各空間に充填された中性子吸収材からなる放射性物質収納容器の製造に際し、前記収納容器本体及び外筒間にMIG溶接される一部波型構造を有する銅製伝熱フィンの先端部には、前記収納容器本体の外周面及び外筒の内周面とに添って平行部が形成され、その平行部長さは銅製伝熱フィンの板厚以上であり、銅製伝熱フィン平行先端部と銅合金ワイヤ間にアークを発生させ、MIG溶接またはMIGブレイジングによって収納容器本体及び外筒材と銅伝熱フィンが溶接される。
(もっと読む)
管寄/スタッブ管溶接構造体ならびにそれを備えたボイラ装置
【課題】管寄とスタッブ管との溶接部の割れが有効に防止できる管寄/スタッブ管溶接構造体を提供する。
【解決手段】W、Mo、Nb、V含有の9Cr〜12Cr鋼からなる管寄2に同一材質のスタッブ管3を植え込み溶接し、スタッブ管3とレグチューブ5をトランジションピース4を介して接続した管寄/スタッブ管溶接構造体において、スタッブ管3、トランジションピース4、レグチューブ5の内径を略同一とし、スタッブ管3の肉厚をレグチューブ5の肉厚より1.2〜3.0倍に大きくしたことを特徴とする。
(もっと読む)
原子力発電プラント構造材の溶接方法
【課題】原子力発電プラント構造材(特に原子力発電プラント構造材であるオーステナイト系ステンレス鋼やニッケル基合金)に適用可能な耐応力腐食割れに優れた溶接方法を提供することを課題とする。
【解決手段】原子力発電プラント構造材である金属部材の溶接方法であって、溶接部の柱状晶またはデントライト方向が不均一となるように原子炉構造材を溶接する。本発明によれば、原子力発電プラント溶接構造物に関し、原子力発電プラントの更なる安全性向上のため、き裂の発生及び進展しにくいように、溶接部の柱状晶またはデントライト方向を不均一とすることにより、耐応力腐食割れに優れた原子力発電プラント構造物の溶接方法を提供することができる。
(もっと読む)
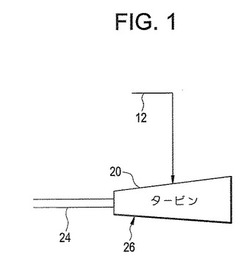
タービンブレードのシュラウド修復方法
【課題】シュラウド付きタービンブレードのノッチ隅肉部にできる深さが約0.03インチ(約0.8ミリメートル)を超えるクラックを修復する方法を得る。
【解決手段】タービンブレードのシュラウドの損傷したノッチ隅肉半径部をブレンドアウトし、損傷したノッチ隅肉半径部の近傍に位置する硬質面構造体を除去する。硬質面ナゲット30は硬質面構造体とほぼ同一の形状を持ち、その高さ方向の寸法は少なくともDcであり、幅方向の寸法は少なくともDdである。硬質面ナゲット30は、新しい縁16aと補修溶接部26の成形された縁部28とにおいて、シュラウド12に溶接される。硬質面ナゲット30をシュラウド12に溶接することにより、新しい硬質面ナゲットの縁16cの残りの部分が少なくとも元来の縁16の位置まで延びる。
(もっと読む)
円筒状部材の溶接部構造
【課題】 この発明は、車軸ケースその他の円筒状部材同士の接合部の強度を向上させる溶接部構造に関する。
【解決手段】 車軸ケースその他の円筒状部材からなる母材同士の突合せ溶接で、環状に1層または複数層の溶接を行う溶接部構造において、環状に連なる溶接部が複数の溶接構成部からなって各溶接構成部の端部が重なる繋ぎ部が複数形成されており、隣接する繋ぎ部の長さを、母材の板厚の3から5倍の範囲内に設定してなることを特徴とする。
(もっと読む)
極厚鋼板の溶接方法
【課題】極厚鋼板の溶接を高い作業効率で行なって高品質の極厚鋼板溶接接合材を製造するための溶接方法の提供。
【解決手段】490N/mm2以上の引張り強度を有する極厚鋼板の低入熱高効率溶接方法であって、突き合わせた際に開先部Bとこの開先部に続くテーパー付のナローギャップ部Aとが形成されるようした二つの極厚鋼板部材1,2を直交もしくは並べて配置し、該ナローギャップAの底面には裏当金3を配置し、該ナローギャップ部を底から回転アーク溶接を行なった後、該開先部をサブマージアーク溶接することを特徴とする極厚鋼板の溶接方法。
(もっと読む)
ダブルスキンパネルの接合方法及び構造体
【課題】ダブルスキンパネルを接合してなる構造体について、接合端部の寸法精度を緩和させて生産コストを下げることが可能な、ダブルスキンパネルの接合方法及び構造体を提供すること。
【解決手段】上面板11と下面板12およびその上面板11と下面板12を連結する複数のリブ13を備えるダブルスキンパネル10A,10B同士を、その上面板11同士と下面板12同士とをそれぞれの端部で接合するものであって、上面板11同士をボビンツール式の摩擦攪拌接合用工具1で摩擦攪拌接合した後、下面板12同士をアーク溶接、レーザ溶接またはレーザハイブリッド溶接によって接合するダブルスキンパネルの接合方法。
(もっと読む)
金属端子と導線の溶接方法、および金属端子
【課題】溶接によって金属端子と2本の導線を確実に接合可能とする。
【解決手段】一端が開放した1対のスリット3a,3bを金属端子1に形成し、そのスリット3a,3b内にそれぞれ導線2a,2bを収容し、スリット3a,3b間に形成される舌片4を熱で溶かして各導線2a,2bに接合させる。
(もっと読む)
無段変速機用プッシュベルトの支持リングの形成方法
基本材料のストリップを提供するステップと、ストリップをリング(8)状に曲げるステップと、溶接によりストリップの末端(21、22)を互いに固定するステップとを含む、無段変速機のプッシュベルトのリング(8)を製造する方法。形成されるリング(8)の縁部における不均一性を防止するために、ストリップの対向する側に配置される、溶接補助具(31、32)を適用する。溶接(41)は一方の溶接補助具(31、32)で開始され、この溶接(41)は他方の溶接補助具(31、32)で終了する。溶接工程の後、溶接補助具(31、32)をリング(8)から分離する。曲げられた多数のストリップを一列に配置し、単一の溶接動作による溶接で閉じることが可能である。さらに、一列に並ぶ複数のリング(8)の外側のリング(8)を溶接補助具として用いて、この列以外のリング(8)のみをプッシュベルトに適用することが可能である。 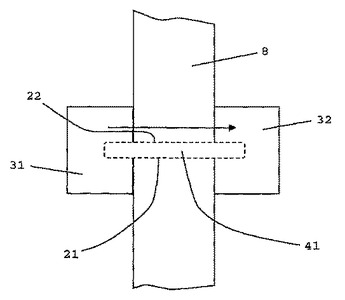 (もっと読む)
(もっと読む)
141 - 160 / 174
[ Back to top ]