
ステータ製造方法

【課題】径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができるステータの製造方法を提供する。
【解決手段】ステータ製造方法は、捻り工程では、直線部A1,A2のスロット内導線Sを捻って先端部Mが成形されていること、及び溶接するときの先端部Mの配置位置として、反時計回り方向に捻られた先端部Mと時計回り方向に捻られた先端部とが、円周方向に、間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部Mと、時計回り方向に捻られた先端部Mとを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。
【解決手段】ステータ製造方法は、捻り工程では、直線部A1,A2のスロット内導線Sを捻って先端部Mが成形されていること、及び溶接するときの先端部Mの配置位置として、反時計回り方向に捻られた先端部Mと時計回り方向に捻られた先端部とが、円周方向に、間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部Mと、時計回り方向に捻られた先端部Mとを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一対の直線部と連結部によりU字形状に構成されるセグメントコイルが、ステータコアのスロット内に装着されると共に、前記連結部の配置側とは反対側に突出している一対の前記直線部の先端部が、円周方向に捻られ、他の前記セグメントコイルの前記直線部と溶接により接合されるステータ製造方法に関するものである。
【背景技術】
【0002】
一対の直線部と連結部によりU字形状に構成されるセグメントコイルが、ステータコアのスロット内に装着されると共に、連結部の配置側とは反対側に突出している一対の直線部の先端部が、円周方向に捻られ、他のセグメントコイルの円周方向に捻られた直線部と溶接で接合されるステータ製造方法については、例えば、特許文献1に記載されている。
【0003】
特許文献1のようなステータでは、例えば、スロット内導線が10本装着されている場合、内周から数えて奇数番目のスロット内導線の先端部が時計回りに捻られ、偶数番目のスロット内導線の先端部が反時計回りに捻られる。この捻り成形は、全周のスロット内導線の先端部に対して行われる。そのため、U相の一のセグメントコイルについて考えたときに、時計回りに捻られた内周から1番目と3番目の先端部の間に、U相の隣のセグメントコイルの内周から2番目の先端部が、反時計回りに捻られて、一のセグメントコイルの1番目と3番目の先端部の間に位置する。すなわち、図25に示すように、U相の一のセグメントコイルの1番目の先端部(第1先端部)101、U相の隣のセグメントコイルの2番目の先端部(第2先端部)102、U相の一のセグメントコイルの3番目の先端部(第3先端部)103が径方向に密に並んだ状態となり、第1先端部101と第2先端部102が端面で、TIG溶接によって接合される。なお、図25は、そのときの状態を示すステータの一部平面図である。
【0004】
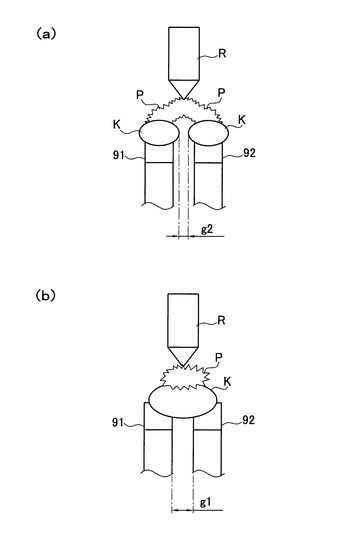
図26及び図27に、特許文献1に開示されたコイルセグメント端部の連続溶接方法の説明図を示す。図26は、接合させるコイルセグメント端部の溶接前の状態を示す工程図である。図27は、コイルセグメント端部同士を溶接するときの工程図であり、(a)は仮溶接工程、(b)は本溶接工程を示す工程図である。
コイルセグメント端部91,92は、上述した第1先端部と第2先端部に対応する。特許文献1は、図26及び図27に示すように、コイルセグメント端部91,92に隙間g1がある場合でも、仮溶接工程で、溶接電極RからアークPを端部91,92の先端で発生させた後、隙間g2が縮小された2つの溶融金属塊Kに、本溶接工程で、アークPを再度発生させて溶融金属塊K同士を一つにすることで、端部91,92を接合させている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−25303号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1の技術には、次のような問題があった。第1先端部と第2先端部のような、一のセグメントコイルの先端部と他のセグメントコイルの先端部との接合部位108は、図25に示すように、径方向及び周方向に亘った複数箇所にあり、セグメントコイルに被覆されている絶縁被膜を先端部だけ剥離して溶接される。絶縁被膜の剥離により、セグメントコイルの先端部の寸法にバラツキが生じる。また、セグメントコイルにはそれぞれ、製造時の寸法誤差、捻り成形で生じる寸法誤差、スロット内への挿着で生じる寸法誤差等、種々の寸法誤差もある。それぞれのセグメントコイルの先端部で、このような寸法誤差があると、接合しようとする先端部同士の間の距離が、接合部位毎にばらついてしまい、この距離が大きくなり過ぎると、接合部位が適切な状態で溶接できない虞がある。
【0007】
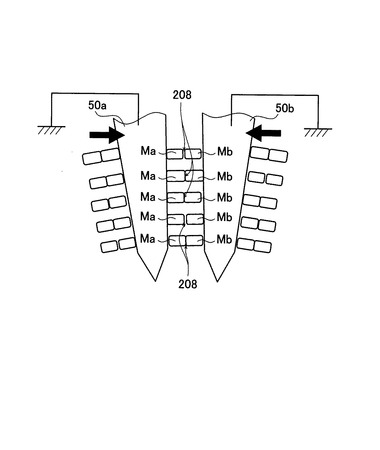
また、径方向に密に並ぶ複数の接合部位のそれぞれに対し、例えば、一対のアース電極により、接合するセグメントコイルの先端部端面を、周方向からまとめて挟持して、TIG溶接で接合したい場合がある。このときの様子を図28に示す。それぞれのセグメントコイルの先端部Ma,Mbには、前述したような、絶縁被膜の剥離後の寸法のバラツキや、セグメントコイルのスロット内への挿着で生じる寸法誤差等に起因し、径方向に密に並ぶ複数の接合部位208で、接合する先端部同士Ma,Mbのコイル幅にバラツキが生じる。そのため、一対のアース電極50a,50bは、図28に示すように、コイル幅が最も大きい接合部位208のセグメントコイルの先端部Ma,Mb端面にしか挟持できず、セグメントコイルの先端部Ma,Mb端面を挟持できないその他の接合部位208が、溶接接合できない。また、径方向に密に並ぶ複数の接合部位に対し、仮に各コイル幅が一様に揃っていたとしても、TIG溶接で使用するアース電極は経時的に磨耗する。そのため、一対のアース電極を長期的に繰り返し使用すると、一対のアース電極が、接合する先端部同士を、適切な状態で挟持できず、接合部位を安定した状態で溶接することできない問題がある。
【0008】
特許文献1には、接合する先端部同士の隙間に生じるバラツキの対策や、一対のアース電極により、接合する先端部を周方向からまとめて挟持してTIG溶接する場合に生じる上記問題点の対策については、何ら記載されていない。
【0009】
本発明は、上記問題点を解決するためになされたものであり、径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができるステータの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の問題点を解決するために、本発明のステータ製造方法は、次の構成を有している。
(1)一対の直線部と連結部によりU字形状に構成されるセグメントコイルを、ステータコアのスロット内に挿入する挿入工程と、連結部の配置側とは反対側に突出している一対の直線部の先端部を、捻り円環の円環溝に係合させて、捻り円環を回転させることにより、径方向の外周側または内周側から奇数番目に位置する先端部を一方向に捻り、偶数番目に位置する先端部を、一方向と反対方向に捻って成形を行う捻り工程と、一方向に捻られた先端部と、反対方向に捻られた先端部とを溶接する溶接工程と、を有するステータ製造方法において、捻り工程では、直線部を捻って先端部が成形されていること、及び溶接するときの先端部の配置位置として、一方向に捻られた先端部と反対方向に捻られた先端部とが、円周方向に対し、所定間隔の間隙を介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対の電極部材により、一方向に捻られた先端部と、反対方向に捻られた先端部とを、互いに近接する向きに挟持し、間隙が小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接すること、を特徴とする。
【0011】
なお、所定間隔の間隙とは、接合部位で溶接する先端部の寸法のバラツキ、特に、絶縁被膜を剥離した状態における先端部の寸法のバラツキのほか、繰り返し使用により経時的に磨耗する一対の電極部材の磨耗量を考慮した上で設定されるものである。すなわち、溶接工程において先端部が間隙内で近接したときの移動量が上記バラツキや磨耗量を吸収し得る大きさの間隙であり、例えば、0.2乃至0.3(mm)程度の間隔を確保した間隙をいう。また、溶接電源とは、例えば、先端部同士をTIG溶接で接合する場合に、接触し合う先端部同士の溶接部位に向けてアークを発生させて溶接するための電源であり、溶接では、この電源のアース電極と、溶接対象物であるセグメントコイとが電気的に接続される。
【0012】
(2)(1)に記載するステータ製造方法において、溶接工程では、直線部の端子として、先端部を含むスロット内導線を、一対の電極部材による挟持で倒すことにより、一方向に捻られた先端部と、反対方向に捻られた先端部とを、互いに傾けて接触させることを特徴とする。
【0013】
上記構成を有する本発明のステータ製造方法の作用・効果について説明する。
本発明のステータ製造方法では、
(1)一対の直線部と連結部によりU字形状に構成されるセグメントコイルを、ステータコアのスロット内に挿入する挿入工程と、連結部の配置側とは反対側に突出している一対の直線部の先端部を、捻り円環の円環溝に係合させて、捻り円環を回転させることにより、径方向の外周側または内周側から奇数番目に位置する先端部を一方向に捻り、偶数番目に位置する先端部を、一方向と反対方向に捻って成形を行う捻り工程と、一方向に捻られた先端部と、反対方向に捻られた先端部とを溶接する溶接工程と、を有するステータ製造方法において、捻り工程では、直線部を捻って先端部が成形されていること、及び溶接するときの先端部の配置位置として、一方向に捻られた先端部と反対方向に捻られた先端部とが、円周方向に対し、所定間隔の間隙を介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対の電極部材により、一方向に捻られた先端部と、反対方向に捻られた先端部とを、互いに近接する向きに挟持し、間隙が小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接すること、を特徴とするので、セグメントコイル毎に、絶縁被膜を剥離した先端部の寸法のバラツキや、絶縁被膜を剥離前のセグメントコイルにおいて、製造時の寸法誤差、捻り成形で生じる寸法誤差、スロット内への挿着で生じる寸法誤差等、種々の寸法誤差に起因して、接合する先端部同士の間の距離が大きく生じた場合でも、直線部のバネ性と、一方向に捻られた先端部と、反対方向に捻られた先端部との間に予め設けた間隙とにより、間隙が小さくなるよう直線部を弾性変形させて、接合する先端部同士を近接させる。これにより、接合する先端部同士が大きく離間した溶接部位でも、先端部同士を互いに接触し合った状態にすることができ、接合しようとする先端部同士をより確実に溶接することができる。
【0014】
また、ステータにおける径方向及び周方向に亘る複数箇所全ての接合部位において、径方向に密に並ぶ複数の接合部位に対し、接合する先端部同士を一対の電極部材でまとめて挟持してTIG溶接する場合に、接合する先端部同士のコイル幅にバラツキが生じることがある。しかしながら、本発明のステータ製造方法は、直線部にバネ性を有し、一方向に捻られた先端部と、反対方向に捻られた先端部との間に予め設定した間隙を設けている。そのため、コイル幅にバラツキがあっても、径方向に密に並ぶ複数の接合部位それぞれに対し、一対の電極部材により、間隙が小さくなるよう直線部を弾性変形させ、接合する先端部同士を近接できる。これにより、径方向に密に並ぶ複数の接合部位全てに対するコイル幅のバラツキは、直線部の弾性変形によって吸収され、コイル幅が最も大きい接合部位のほか、コイル幅が最も小さい接合部位まで、互いに接触し合った状態にすることができる。よって、径方向に密に並ぶ複数の接合部位それぞれで、接合する先端部同士をより確実に溶接することができる。
【0015】
また、一対の電極部材をアース電極にして、接合する先端部同士をTIG溶接する場合、一対の電極部材は、繰り返しの使用で経時的に磨耗するが、例えば、この磨耗分に応じて、バネで一対の電極部材を、ステータ全体でのセグメントコイルの径方向の内周側へ移動させる等により、一対の電極部材と、セグメントコイルの直線部の先端部との接触を確保することができる。そのような状態にした一対の電極部材で挟持し直線部を弾性変形させて、接合する先端部同士を近接させる。これにより、磨耗分は、直線部の弾性変形によって吸収され、接合する先端部同士が、互いに接触し合った状態になる。そのため、一対の電極部材が経時的に磨耗しても、接合する先端部同士は、一対の電極部材によって適切に挟持でき、一対の電極部材を長期的に繰り返し使用しても、接合部位を安定した状態で溶接することができる。
【0016】
従って、径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができる、という優れた効果を奏する。
【0017】
(2)(1)に記載するステータ製造方法において、溶接工程では、直線部の端子として、先端部を含むスロット内導線を、一対の電極部材による挟持で倒すことにより、一方向に捻られた先端部と、反対方向に捻られた先端部とを、互いに傾けて接触させることを特徴とするので、一対の電極部材により、一方向に捻られた先端部と、反対方向に捻られた先端部とを挟持してスロット内導線を倒すと、間隙が小さくなって、あるいは間隙がほとんどなくなって、一方向に捻られた先端部と、反対方向に捻られた先端部とが互いに傾いたまま接触し合う。このとき、倒れたスロット内導線に、起き上がろうとする向きの曲げ反力が作用するため、電極部材と先端部との接触が十分に確保でき、電極部材から先端部への給電が適切にできる。
【0018】
また、絶縁被膜を剥離しない太いスロット内導線を倒し、絶縁被膜を剥離した細い先端部の配置位置を変えるだけで、接合する先端部同士を、互いに接触し合った状態にすることが簡単にできるため、一方向に捻られた先端部と、反対方向に捻られた先端部とを接触させるための製造工程を別途必要とせず、製造コストが低減できる。
【図面の簡単な説明】
【0019】
【図1】本実施例に係るステータの一部平面図である。
【図2】図1の側面図である。
【図3】図2の一箇所のスロット内導線の側面図である。
【図4】捻り成形後のステータの一部平面図である。
【図5】図4の側面図である。
【図6】図4の一箇所のスロット内導線の側面図である。
【図7】捻り後工程を説明するためのステータの一部平面図である。
【図8】図7の側面図である。
【図9】図7の一箇所のスロット内導線の側面図である。
【図10】捻り後工程が終了した状態のステータの一部平面図である。
【図11】図10の側面図である。
【図12】図10の一箇所のスロット内導線の側面図である。
【図13】図11中、一箇所の接合部位として例示したX部を拡大した側面図である。
【図14】本実施例のステータ製造方法に係る溶接工程の工程図であり、先端部同士を挟持する途中の状態を示す図である。
【図15】図13と同様、図14の側面図である。
【図16】本実施例のステータ製造方法に係る溶接工程の工程図であり、先端部同士の挟持が完了した状態を示す図である。
【図17】図13と同様、図16の側面図である。
【図18】本実施例のステータ製造方法の作用を説明する模式図である。
【図19】先端部同士をTIG溶接で接合した状態のステータの一部平面図である。
【図20】図19の側面図である。
【図21】図19の一箇所のセグメントコイルの側面図である。
【図22】セグメントコイルを示す図であり、(a)は平面図、(b)は正面図である。
【図23】図7の状態でのステータ全体の斜視図である。
【図24】図10の状態でのステータ全体の斜視図である。
【図25】従来において、当接する先端部同士をTIG溶接した状態のステータの一部平面図である。
【図26】特許文献1に開示されたコイルセグメント端部の連続溶接方法の説明図であり、接合させるコイルセグメント端部の溶接前の状態を示す工程図である。
【図27】図26に示すコイルセグメント端部同士を溶接するときの工程図であり、(a)は仮溶接工程、(b)は本溶接工程を示す工程図である。
【図28】従来、複数の接合部位のそれぞれに対し、一対のアース電極により、接合する先端部端面をそれぞれ周方向から挟持してTIG溶接する様子を示す説明図である。
【発明を実施するための形態】
【0020】
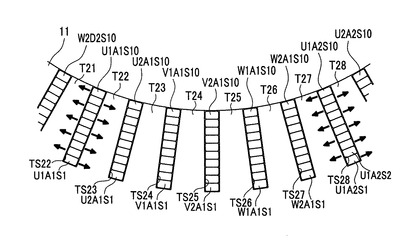
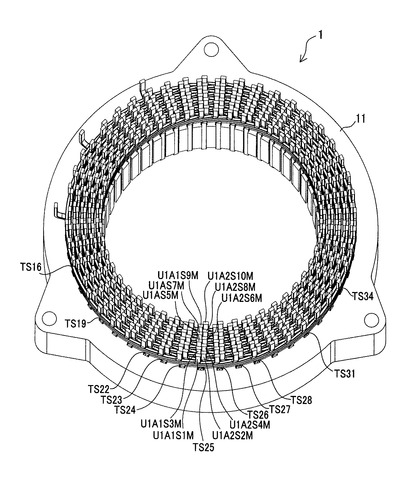
本発明のステータを製造するステータ製造方法の実施の形態を、図面に基づいて、詳細に説明する。図1に、各スロット内に10本のスロット内導線S1〜S10が配置されているステータコア11の一部平面図を示す。図1では、捻り円環12を省略している。図2に図1の側面図を示す。図2では、見やすくするため、図1のスロットを平面的に等間隔で図示している。図3は、図2の1箇所のスロット内導線Sの側面図である。
【0021】
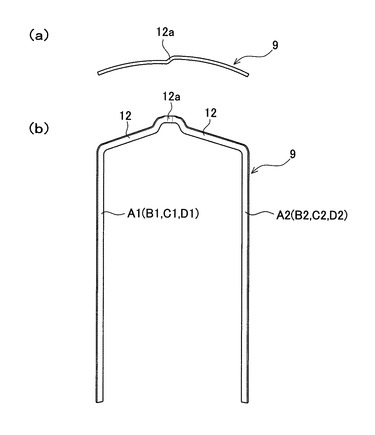
本実施例のステータコア11は、48箇所のスロットTS1〜TS48を備えており、各スロットTS1〜TS48内に10本のスロット内導線S1〜S10が装着されている。本実施例で使用しているセグメントコイル9の一例を図22(a)、図22(b)に示す。図22(b)は、セグメントコイル9の正面図であり、図22(a)は、図22(b)の平面図である。セグメントコイル9は断面が、縦約1.8mm、横約3.3mmの平角形状の銅線の表面に被覆が形成された導線を成形したものである。セグメントコイル9は、2本の直線部A1、A2と、直線部A1と直線部A2とを連結する連結部12を備えている。連結部12の中間位置にレーンチェンジを行うための段差部12aが形成されている。図22(a)及び図22(b)に示すセグメントコイル9の形状は、一例であり、本実施例では、少しずつ形状の異なる10種類のセグメントコイル9を使用している。
【0022】
図1に示すように、ティースT21とティースT22の間のスロットTS22に、U相第1コイルU1の第1セグメント群Aのうち、片側の10本の直線部A1を構成するU1A1S1〜U1A1S10が、外周側から内周側に重ねて配置されている。ティースT22とティースT23の間のスロットTS23に、U相第2コイルU2の第1セグメント群Aのうち、片側の10本の直線部A1を構成するU2A1S1〜U2A1S10が、外周側から内周側に重ねて配置されている。
【0023】
ティースT23とティースT24の間のスロットTS24に、V相第1コイルV1の第1セグメント群Aのうち、片側の10本の直線部A1を構成するV1A1S1〜V1A1S10が、外周側から内周側に重ねて配置されている。ティースT24とティースT25の間のスロットTS25に、V相第2コイルV2の第1セグメント群Aのうち、片側の10本の直線部A1を構成するV2A1S1〜V2A1S10が、外周側から内周側に重ねて配置されている。
【0024】
ティースT25とティースT26の間のスロットTS26に、W相第1コイルW1の第1セグメント群Aのうち、片側の10本の直線部A1を構成するW1A1S1〜W1A1S10が、外周側から内周側に重ねて配置されている。ティースT26とティースT27の間のスロットTS27に、W相第2コイルW2の第1セグメント群Aのうち、片側の10本の直線部A1を構成するW2A1S1〜W2A1S10が外周側から内周側に重ねて配置されている。
【0025】
ティースT27とティースT28の間のスロットTS28には、U相第1コイルU1の第1セグメントコイル群Aの他方の10本の直線部A2を構成するU1A2S1〜U1A2S10が、外周側から内周側に重ねて配置されている。10本のセグメントコイル9により各々、U相第1コイルU1、U相第2コイルU2、V相第1コイルV1、V相第2コイルV2、W相第1コイルW1、及びW相第2コイルW2が構成されている。
【0026】
そして、U相第1コイルU1、U相第2コイルU2、V相第1コイルV1、V相第2コイルV2、W相第1コイルW1、及びW相第2コイルW2の6個のコイルは、各々4個のセグメントコイル群より構成されている。48個のスロットには、U相第1コイルU1として、セグメントコイル群U1A、U1B、U1C、U1Dが、スロットTS22(U1A1)、TS28(U1A2)、TS34(U1B1)、TS40(U1B2)、TS46(U1C1)、TS4(U1C2)、TS10(U1D1)、及びTS16(U1D2)の8箇所に挿入されている。また、U相第2コイルとして、セグメントコイル群U2A、U2B、U2C、U2Dが、スロットTS23(U2A1)、TS29(U2A2)、TS35(U2B1)、TS41(U2B2)、TS47(U2C1)、TS5(U2C2)、TS11(U2D1)、及びTS17(U2D2)の8箇所に挿入されている。
【0027】
同様に、V相第1コイルV1として、セグメントコイル群V1A、V1B、V1C、V1Dが、スロットTS24(V1A1)、TS30(V1A2)、TS36(V1B1)、TS42(V1B1)、TS48(V1C1)、TS6(V1C2)、TS12(V1D1)、TS18(V1D2)の8箇所に挿入されている。また、V相第2コイルとして、セグメントコイル群V2A、V2B、V2C、V2Dが、スロットTS25(V2A1)、TS31(V2A2)、TS37(V2B1)、TS43(V2B2)、TS1(V2C1)、TS7(V2C2)、TS13(V2D1)、及びTS19(V2D2)の8箇所に挿入されている。
【0028】
同様に、W相第1コイルW1として、セグメントコイル群W1A、W1B、W1C、W1Dが、スロット26(W1A1)、TS32(W1A2)、TS38(W1B1)、TS44(W1B2)、TS2(W1C1)、TS8(W1C2)、TS14(W1D1)、及びTS20(W1D2)の8箇所に挿入されている。また、W相第2コイルW2として、セグメントコイル群W2A、W2B、W2C、W2Dが、スロットTS27(W2A1)、TS33(W2A2)、TS39(W2B1)、TS45(W2B2)、TS3(W2C1)、TS9(W2C2)、TS15(W2D1)、及びTS21(W2D2)の8箇所に挿入されている。6個のコイルが、一対10本、計20本の直線部を備えるため、その4倍で、合計480本の直線部となり、48個のスロットTS1〜TS48に対して、10本ずつ配置される。
【0029】
ここで、U相の分布巻きコイルを形成するためには、U相第1コイルのセグメントコイル群U1A、U1B、U1C、U1Dの各々の内部で内部接続すると共に、U相第1コイルU1の4個のセグメントコイル群U1A、U1B、U1C、U1Dを順次接続する必要がある。同様に、U相第2コイルのセグメント群U2A、U2B、U2C、U2Dを順次接続する必要がある。
【0030】
さらに、U相第1コイルU1DとU相第2コイルU2Aとを接続する必要がある。同様に、V相の分布巻きコイルを形成するためには、V相第1コイルV1Dと、V相第2コイルV2AをU相と同様に接続する必要がある。同様に、W相の分布巻きコイルを形成するためには、W相第1コイルW1D、W相第2コイルW2AをU相と同様に接続する必要がある。
【0031】
具体的には、一例として、U相第1コイルの片側の直線部U1A1のスロット内導線U1A1S1と、他方の直線部U1A2のスロット内導線U1A2S2とを接続する必要がある。そのためには、スロット内導線U1A1S1のステータコアから突出している先端部を図1に矢印で示すように、反時計回りに捻り成形し、スロット内導線U1A2S2のステータコアから突出している先端部を時計回りに捻り成形して、両者を近づけて溶接接合する必要がある。そのための捻り成形として、捻り前工程と捻り後工程とからなる捻り工程を、以下説明する。はじめに捻り前工程を説明した後、捻り後工程を説明する。
【0032】
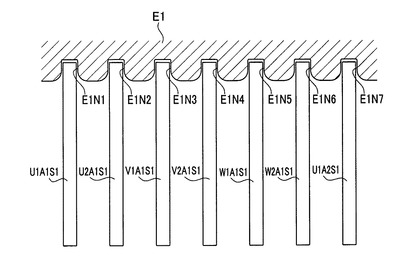
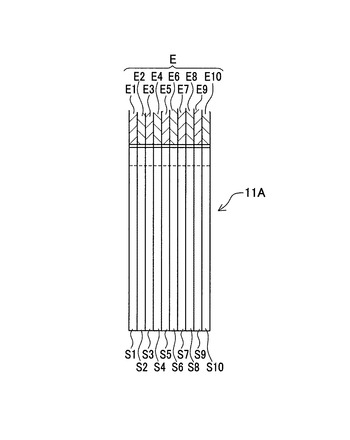
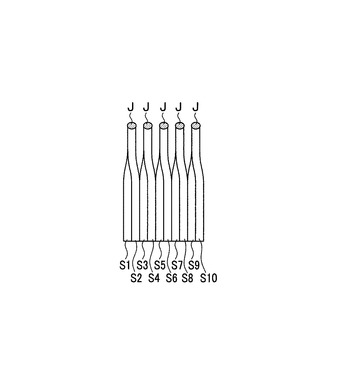
図2に示すように、スロット内導線U1A1S1、U2A1S1、V1A1S1、V2A1S1、W1A1S1、W2A1S1、U1A2S1の先端部は、捻り円環Eの円環溝E1N1〜E1N7に係合されている。図3に示すように、捻り円環Eは、直径の異なる10個の捻り円環E1〜E10を同心円状に備えている。最外周に位置するのが、捻り円環E1であり、最内周に位置するのが、捻り円環E10である。
【0033】
捻り円環E1〜E10には、各々48個の円環溝N1〜N48が形成されている。図2に示すように、スロット内導線U1A1S1の先端部は、捻り円環E1の円環溝E1N1に係合し、スロット内導線U2A1S1の先端部は、捻り円環E1の円環溝E1N2に係合し、スロット内導線V1A1S1の先端部は、捻り円環E1の円環溝E1N3に係合し、スロット内導線V2A1S1の先端部は、捻り円環E1の円環溝E1N4に係合し、スロット内導線W1A1S1の先端部は、捻り円環E1の円環溝E1N5に係合し、スロット内導線W2A1S1の先端部は、捻り円環E1の円環溝E1N6に係合し、スロット内導線U1A2S1の先端部は、捻り円環E1の円環溝E1N7に係合している。
【0034】
また、図3に示すように、U相第1コイルU1の第1セグメント群Aの片側の直線部11Aの10本のスロット内導線の直線部U1A1S1〜U1A1S10では、直線部U1A1S1は、捻り円環E1の円環溝E1Nに、直線部U1A1S2は、捻り円環E2の円環溝E2Nに、直線部U1A1S3は、捻り円環E3の円環溝E3Nに、直線部U1A1S4は、捻り円環E4の円環溝E4Nに、直線部U1A1S5は、捻り円環E5の円環溝E5Nに、直線部U1A1S6は、捻り円環E6の円環溝E6Nに、直線部U1A1S7は、捻り円環E7の円環溝E7Nに、直線部U1A1S8は、捻り円環E8の円環溝E8Nに、直線部U1A1S9は、捻り円環E9の円環溝E9Nに、直線部U1A1S10は、捻り円環E10の円環溝E10Nに係合している。
【0035】
捻り前工程では、捻り円環E1、E3、E5、E7、E9は、各円環溝E1N、E3N、E5N、E7N、E9Nに、直線部S1、S3、S5、S7、S9の先端部Mを係合させた状態で、図1において、反時計回りに回転して、スロット内導線Sのステータコアから突出している先端部Mを反時計回りに捻り成形する。
【0036】
また、それらとは逆に、捻り円環E2、E4、E6、E8、E10は、各円環溝E2N、E4N、E6N、E8N、E10Nに、直線部S2、S4、S6、S8、S10の先端部Mを係合させた状態で、図1において、時計回りに回転して、スロット内導線Sのステータコアから突出している先端部Mを時計回りに捻り成形する。捻り工程では、図では省略しているが、ステータコア11のティースTの上面にカフサを差し込んで、カフサの上端面にスロット内導線Sを当接させて変形させることをポイントとしている。
【0037】
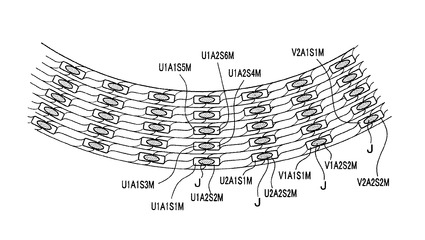
捻り前工程の後のスロット内導線Sの状態を図4〜図6に示す。図4は、図1に対応し、図5は、図2に対応し、図6は、図3に対応している。図5では、見やすくするため、図4のスロットを平面的に等間隔で図示している。図4、5に示すように、U相第1コイルU1の第1セグメントコイル群Aの片側の直線部U1A1の最外周に位置するスロット内導線U1A1S1の先端部U1A1S1Mが、反時計回りに捻られ、他方の直線部U1A2の外周から2番目のスロット内導線U1A2S2の先端部U1A2S2Mが、時計回りに捻られている。先端部U1A1S1Mの反時計回り側端面と、先端部U1A2S2Mの時計回り側端面とは、円周方向でほぼ同じ直線上に位置している。すなわち、両端面は、円周方向でわずかな隙間を有する位置に捻り成形されている。
【0038】
同様に、U相第1コイルU1の第1セグメントコイル群Aの片側の直線部U1A1の外周から3番目に位置するスロット内導線U1A1S3の先端部U1A1S3Mが、反時計回りに捻られ、他方の直線部U1A2の外周から4番目のスロット内導線U1A2S4の先端部U1A2S4Mが、時計回りに捻られている。先端部U1A1S3Mの反時計回り側端面と、先端部U1A2S4Mの時計回り側端面とは、円周方向でほぼ同じ直線上に位置している。
【0039】
同様に、U相第1コイルU1の第1セグメントコイル群Aの片側の直線部U1A1の外周から5番目に位置するスロット内導線U1A1S5の先端部U1A1S5Mが、反時計回りに捻られ、他方の直線部U1A2の外周から6番目のスロット内導線U1A2S6の先端部U1A2S6Mが、時計回りに捻られている。先端部U1A1S5Mの反時計回り側端面と、先端部U1A2S6Mの時計回り側端面とは、円周方向でほぼ同じ直線上に位置している。以下、同様なので説明を割愛する。
【0040】
次に、U相第1コイルU1の第1セグメントコイル群Aの片側の直線部のうち、反時計回りに捻り成形された5本の先端部U1A1S1M、U1A1S3M、U1A1S5M、U1A1S7M、U1A1S9Mを、径方向の内周側に成形し、他方の直線部のうち、時計回りに捻り成形された5本の先端部U1A2S2M、U1A2S4M、U1A2S6M、U1A2S8M、U1A2S10Mを、径方向の外周側に成形する捻り後工程を説明する。
【0041】
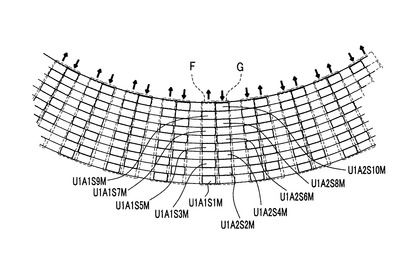
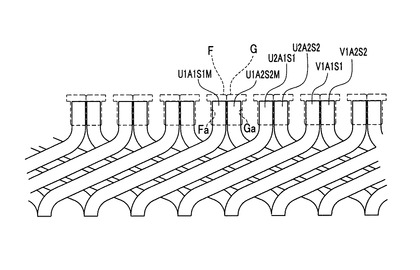
図7〜図9に捻り後工程の工程図を示す。図7は、図1に対応し、図8は、図2に対応し、図9は、図3に対応している。図7では、内周方向治具F、外周方向治具Gを点線で表している。図8では、見やすくするため、図7のスロットを平面的に等間隔で図示している。また、図7の状態のステータ1の全体斜視図を図23に示す。
【0042】
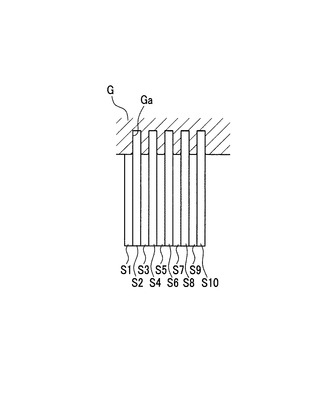
図8、図9に示すように、内周方向治具Fに設けられた5箇所の係合溝Faが、5本の先端部U1A1S1M、U1A1S3M、U1A1S5M、U1A1S7M、U1A1S9Mに係合し、外周方向治具Gに設けられた5箇所の係合溝Gaが、5本の先端部U1A2S2M、U1A2S4M、U1A2S6M、U1A2S8M、U1A2S10Mに係合される。
【0043】
そして、図7に示すように、内周方向治具Fは、径方向の内周向きに移動して、5本の先端部U1A1S1M、U1A1S3M、U1A1S5M、U1A1S7M、U1A1S9Mを径方向の内周向きに塑性変形させる。内周方向治具Fは、先端部Mのスプリングバックを考慮して移動量が決定されており、5本の先端部U1A1S1M、U1A1S3M、U1A1S5M、U1A1S7M、U1A1S9Mは、導線の1/2の厚み分(1.5mm/2=0.75mm)だけ正確に内周向きに塑性変形され、スロット内導線U1A1S1、U1A1S3、U1A1S5、U1A1S7、U1A1S9の先端部位から約6mmの位置で捻り成形されている。先端部U1A1S1M等の先端部Mでは、銅線の表面に被覆された絶縁被膜は、変形前に予め剥離されている。
【0044】
また、図7に示すように、外周方向治具Gは、径方向の外周向きに移動して、5本の先端部U1A2S2M、U1A2S4M、U1A2S6M、U1A2S8M、U1A2S10Mを径方向の外周向きに塑性変形させる。外周方向治具Gは、先端部Mのスプリングバックを考慮して移動量が決定されており、5本の先端部U1A2S2M、U1A2S4M、U1A2S6M、U1A2S8M、U1A2S10Mは、導線の1/2の厚み分(1.5mm/2=0.75mm)だけ正確に外周向きに塑性変形され、スロット内導線U1A2S2、U1A2S4、U1A2S6、U1A2S8、U1A2S10の先端部位から約6mmの位置で捻り成形されている。先端部U1A2S2M等の先端部Mでは、銅線の表面に被覆された絶縁被膜は、変形前に予め剥離されている。
【0045】
内周方向治具Fと外周方向治具Gとを、各々導線の1/2の厚み分移動させているのは、それにより、移動された位置で、全周に渡って回りに位置する先端部Mと平均的に隙間を形成するためである。全周に渡って隙間を均一に作ることにより、溶接時により発生するビード玉Jが周辺の先端部Mと接触する可能性がなくなるからである。
【0046】
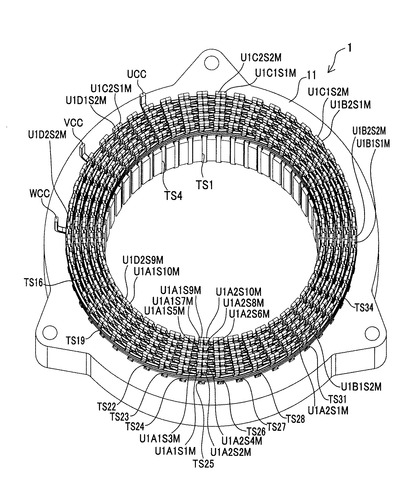
捻り後工程が終了した状態を図10〜図12に示す。図10は、図1に対応し、図11は、図2に対応し、図12は、図3に対応している。図11では、見やすくするため、図10のスロットを平面的に等間隔で図示している。また、図10の状態のステータ1の全体斜視図を図24に示す。
【0047】
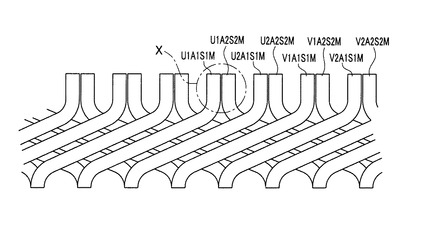
図10に示すように、内向きに成形された先端部U1A1S1Mと、外向きに成形された先端部U1A2S2Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。同様に、内向きに成形された先端部U1A1S3Mと、外向きに成形された先端部U1A2S4Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。同様に、内向きに成形された先端部U1A1S5Mと、外向きに成形された先端部U1A2S6Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。同様に、内向きに成形された先端部U1A1S7Mと、外向きに成形された先端部U1A2S8Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。同様に、内向きに成形された先端部U1A1S9Mと、外向きに成形された先端部U1A2S10Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。
【0048】
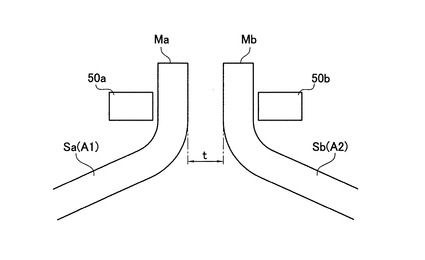
ここで、図13に、図11中、一箇所の接合部位として例示したX部を拡大した側面図を示す。図13では、スロットTS1〜TS48の各スロットTSに装着される10本のスロット内導線S1〜S10を対象とし、スロット内導線の先端部を総称して図示するため、例示したスロット内導線U1A1S1の先端部U1A1S1Mをスロット内導線Saの先端部Maに、スロット内導線U1A2S2の先端部U1A2S2Mをスロット内導線Sbの先端部Mbにそれぞれ符号を変換して図示している。
【0049】
捻り後工程(捻り工程)では、図13に示すように、直線部A1,A2を捻り、スロット内導線Sa,Sbに、これらのスロット内導線Sa,Sbが互いに向き合う方向に変形可能なバネ性を持たせて先端部Ma,Mbが成形される。また、溶接するときの先端部同士Ma,Mbの配置位置として、反時計回り方向(一方向)に捻られた先端部Maと時計回り方向(反対方向)に捻られた先端部Mbとが、円周方向に対し、所定間隔(本実施例では0.2〜0.3mm程度)の間隙tを介して隣り合う位置に平行に捻り成形されている。
【0050】
この状態では、例えば、先端部U1A1S3Mと先端部U1A2S4Mとは、間隔が0.2〜0.3mm程度の間隙tを挟んで、互いに対向した位置に配置されているが、周囲の先端部Mとは、全周に渡って絶縁性を確保するのに十分な隙間を有している。
【0051】
図24に示すように、U相の分布巻きコイルを形成するために、U相第1コイルU1の4個のセグメントコイル群U1A、U1B、U1C、U1D、再びU1Aが順次接続される状態となっている。U相第2コイルU2の4個のセグメントコイル群U2A、U2B、U2C、U2D、再びU2Aが順次接続される状態になっている。V相第1コイルV1、V相第2コイルV2、W相第1コイルW1、及びW相第2コイルW2も、U相と同様に接続される。
【0052】
次に、本実施例に係る溶接工程について、図14乃至図17を用いて説明する。図14は、本実施例のステータ製造方法に係る溶接工程の工程図であり、図13に示した先端部同士を挟持する途中の状態を示す図である。図15は、図13と同様、図14の側面図である。図16は、図14における先端部同士の挟持が完了した状態を示す図である。図17は、図13と同様、図16の側面図である。
【0053】
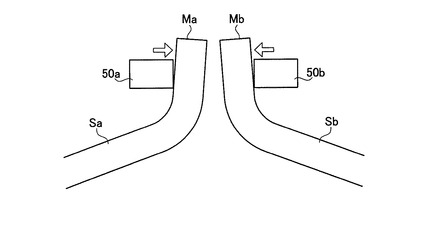
本実施例では、接合させる先端部M,M(Ma,Mb)同士の溶接はTIG溶接で行う。溶接工程では、図示しない溶接電源から給電可能な一対のアース電極50a,50b(一対の電極部材)により、スロット内導線Saの先端部Ma(一方向に捻られた先端部)と、スロット内導線Sbの先端部Mb(反対方向に捻られた先端部)とを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。すなわち、直線部A1,A2の端子として、先端部Ma,Mbを含むスロット内導線Sa,Sbを、一対のアース電極50a,50bによる挟持で倒すことにより、一方向に捻られた先端部Maと、反対方向に捻られた先端部Mbとを、互いに傾けて接触させる。
【0054】
具体的には、アース電極50a,50bは、銅等、電気伝導性が高い材質からなり、TIG溶接装置のアース電極と電気的に接続された電極部材である。アース電極50a,50bは、図14及び図15に示すように、先端部M(Ma,Mb)を挟持する端面の高さ(図15中、上下方向の大きさ)が約4mm、断面が矩形状で、円周方向において、接合する先端部Ma,Mb同士の端子と、その隣りの位置で接合する先端部Ma,Mb同士の端子との間隔が、最内周と最外周との径差の違いで異なるのに対応したテーパ角度で、先端側(図14下側)から根元側(図14上側)にかけて幅広なテーパ形状で形成されている。アース電極50a,50bは、ステータ1全体でのセグメントコイル(図24参照)の径方向に移動可能であり、アース電極50aとアース電極50bとを互いに数kNの力で挟持可能に構成されている。
【0055】
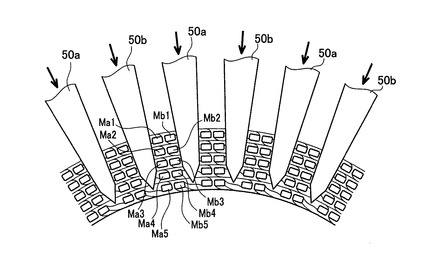
一対のアース電極50a,50bは、図14に示すように、接合する先端部Ma1と先端部Mb1との端子、先端部Ma2と先端部Mb2との端子、先端部Ma3と先端部Mb3との端子、先端部Ma4と先端部Mb4との端子、及び先端部Ma5と先端部Mb5との端子の円周方向外側で、それぞれ円周方向に隣り合う端子との間に、各先端部Mの先端部位から約2mm離して外周側から内周側に向けて挿入する。これにより、アース電極50aが、図15に示すように、先端部Ma1、先端部Ma2、先端部Ma3、先端部Ma4、及び先端部Ma5(先端部Ma)を、図15中、右向き矢印で示す向きに順次押圧し、これ等の先端部Maがある各スロット内導線Saを時計回り方向に弾性変形させて、それぞれの先端部Maを時計回り方向に倒す。これと同時に、アース電極50bが、先端部Mb1、先端部Mb2、先端部Mb3、先端部Mb4、及び先端部Mb5(先端部Mb)を、図15中、左向き矢印で示す向きに順次押圧し、これ等の先端部Mbがある各スロット内導線Sbを反時計回り方向に弾性変形させて、それぞれの先端部Mbを反時計回り方向に倒す。
【0056】
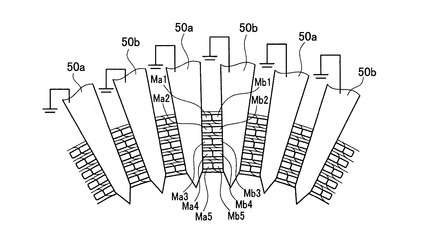
これにより、先端部Maと先端部Mbとが、間隔が0.2〜0.3mm程度の間隙tで離間していたものが、図15に示すように、一対のアース電極50a,50bの挿入により、間隙tの間隔が、先端部Ma,Mbの上部にかけて次第に狭まる。一対のアース電極50a,50bの終了端まで挿入されると、図16及び図17に示すように、先端部Ma1と先端部Mb1との上部が、先端部Ma2と先端部Mb2との上部が、先端部Ma3と先端部Mb3との上部が、先端部Ma4と先端部Mb4との上部が、及び先端部Ma5と先端部Mb5との上部が、それぞれ一対のアース電極50a,50bによって挟持されて、互いに接触し合った状態、あるいはほぼ接触し合った状態になる。
【0057】
ここで、一対のアース電極50a,50bにより先端部Maと先端部Mbとを挟持して互いに接触し合うときのポイントとして、参照する図14乃至図17に図示していないが、一対のアース電極50a,50bで挟持する位置を避けた先端部Maと先端部Mbとに対し、位置決め部材を覆うことが重要である。一対のアース電極50a,50bの挿入に伴うセグメントコイル9の変形防止のほか、接合する先端部Maと先端部Mbとの位置合わせをきちんと行って、溶接位置を整えることができるためである。
【0058】
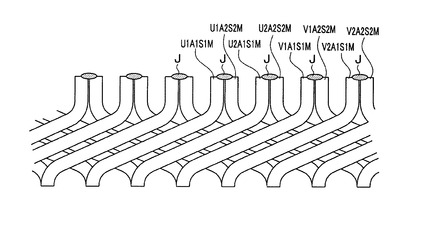
図19〜図21に、先端部Mを互いにTIG溶接で接合した図を示す。図19は、図1に対応し、図20は、図2に対応し、図21は、図3に対応している。図20では、見やすくするため、図19のスロットを平面的に等間隔で図示している。
【0059】
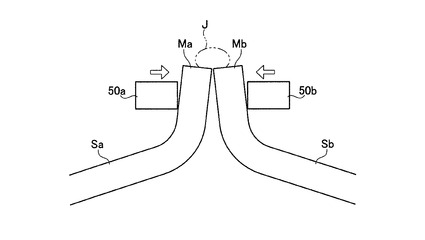
図19に示すように、当接した位置にある先端部U1A1S1Mと先端部U1A2S2Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。同様に、当接した位置にある先端部U1A1S3Mと先端部U1A2S4Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。同様に、当接した位置にある先端部U1A1S5Mと先端部U1A2S6Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。
【0060】
また、最外周の円周方向の隣では、当接した位置にある先端部U2A1S1Mと先端部U2A2S2Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。同様に、円周方向のさらに隣では、当接した位置にある先端部V1A1S1Mと先端部V1A2S2Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。同様に、円周方向のさらに隣では、当接した位置にある先端部V2A1S1Mと先端部V2A2S2Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。
【0061】
ステータ1全体でのセグメントコイルの接続を説明する。図24に示すように、U相第1コイルU1のスロットTS28内に挿入されたスロット内導線の最外周に位置するU1A2S1の先端部U1A2S1Mは、スロットTS34内に挿入されたスロット内導線U1B1S2の先端部U1B1S2Mと接続されている。そして、スロット内導線U1A2S1は、連結部12側でスロット内導線U1A1S1と一体である。スロット内導線U1A1S1の先端部U1A1S1Mは、スロット内導線U1A2S2の先端部U1A2S2Mと接続されている。スロット内導線U1A2S2は、連結部12側でスロット内導線U1A1S3と一体である。
【0062】
スロット内導線U1A1S3の先端部U1A1S3Mは、スロット内導線U1A2S4の先端部U1A2S4Mと接続されている。スロット内導線U1A2S4は、連結部12側でスロット内導線U1A1S5と一体である。スロット内導線U1A1S5の先端部U1A1S5Mは、スロット内導線U1A2S6の先端部U1A2S6Mと接続されている。スロット内導線U1A2S6は、連結部12側でスロット内導線U1A1S7と一体である。スロット内導線U1A1S7の先端部U1A1S7Mは、スロット内導線U1A2S8の先端部U1A2S8Mと接続されている。スロット内導線U1A2S8は、連結部12側でスロット内導線U1A1S9と一体である。
【0063】
スロット内導線U1A1S9の先端部U1A1S9Mは、スロット内導線U1A2S10の先端部U1A2S10Mと接続されている。スロット内導線U1A2S10は、連結部12側でスロット内導線U1A1S10と一体である。そして、スロット内導線U1A1S10の先端部U1A1S10Mは、スロットTS16内に挿入されているスロット内導線U1D2S9の先端部U1D2S9Mと接続されている。
【0064】
これにより、U1Aで構成されるコイルは、スロットTS28内に挿入されたスロット内導線の最外周に位置するU1A2S1の先端部U1A2S1Mにより、スロットTS34内に挿入されたスロット内導線U1B1S1の先端部U1B1S1Mと接続され、コイル内で巻回された後、最内周に位置するスロット内導線U1A1S10により、スロットTS16内に挿入されているスロット内導線U1D2S9と接続されている。
【0065】
U相第1コイルのセグメントコイル群U1A、U1B、U1C、U1Dが順次接続された後、U相第2コイルのセグメント群U2A、U2B、U2C、U2Dが順次接続され、U相第1コイルのU1Aは、動力端子UCCと接続している。また、U相第2コイルのU2Dは、図示しない中性線に接続されている。同様に、V相第1コイルのセグメントコイル群V1A、V1B、V1C、V1Dが順次接続された後、V相第2コイルのセグメント群V2A、V2B、V2C、V2Dが順次接続され、V相第1コイルのV1Aは、動力端子VCCと接続している。また、V相第2コイルのV2Dは、図示しない中性線に接続されている。同様に、W相第1コイルのセグメントコイル群W1A、W1B、W1C、W1Dが順次接続された後、W相第2コイルのセグメント群W2A、W2B、W2C、W2Dが順次接続され、W相第1コイルのW1Aは、動力端子WCCと接続している。また、W相第2コイルのW2Dは、図示しない中性線に接続されている。
【0066】
前述した構成を有する本実施例にステータ製造方法の作用・効果について説明する。本実施例に係るステータ製造方法では、
(1)一対の直線部A1,A2と連結部12によりU字形状に構成されるセグメントコイル9を、ステータコア11のスロットTS内に挿入する挿入工程と、連結部12の配置側とは反対側に突出している一対の直線部A1,A2の先端部M(Ma,Mb)を、捻り円環Eの円環溝E1N1〜E1N7に係合させて、捻り円環Eを回転させることにより、径方向の外周側または内周側から奇数番目に位置する先端部Mを反時計回り方向に捻り、偶数番目に位置する先端部Mを、時計回り方向に捻って成形を行う捻り前工程と、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを溶接する溶接工程と、を有するステータ製造方法において、捻り後工程では、直線部A1,A2のスロット内導線S(Sa,Sb)を捻って先端部M(Ma,Mb)が成形されていること、及び溶接するときの先端部M(Ma,Mb)の配置位置として、反時計回り方向に捻られた先端部M(Ma)と時計回り方向に捻られた先端部M(Mb)とが、円周方向に対し、0.2〜0.3mm程度の間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを、互いに近接する向きに挟持し、間隙Mtが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接すること、を特徴とするので、セグメントコイル9毎に、絶縁被膜を剥離した先端部Mの寸法のバラツキや、絶縁被膜を剥離前のセグメントコイル9において、製造時の寸法誤差、捻り成形で生じる寸法誤差、スロットTS内への挿着で生じる寸法誤差等、種々の寸法誤差に起因して、接合する先端部M,M(Ma,Mb)同士の間の距離が大きく生じた場合でも、直線部A1,A2のスロット内導線S(Sa,Sb)のバネ性と、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)との間に予め設けた間隙tとにより、間隙tが小さくなるよう直線部A1,A2のスロット内導線S(Sa,Sb)を弾性変形させて、接合する先端部Ma,Mb同士を近接させる。これにより、接合する先端部M,M(Ma,Mb)同士が大きく離間した溶接部位でも、先端部M,M(Ma,Mb)同士を互いに接触し合った状態にすることができ、接合しようとする先端部M,M(Ma,Mb)同士をより確実に溶接することができる。
【0067】
また、ステータにおける径方向及び周方向に亘る複数箇所全ての接合部位において、径方向に密に並ぶ複数の接合部位に対し、接合する先端部同士を一対の電極部材でまとめて挟持してTIG溶接する場合に、接合する先端部同士のコイル幅にバラツキが生じることがある。しかしながら、本実施例のステータ製造方法は、直線部A1,A2のスロット内導線S(Sa,Sb)にバネ性を有し、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)との間に予め設定した間隙tを設けている。そのため、コイル幅にバラツキがあっても、径方向に密に並ぶ複数の接合部位それぞれに対し、一対のアース電極50a,50bにより、間隙tが小さくなるよう直線部A1,A2のスロット内導線S(Sa,Sb)を弾性変形させ、接合する先端部M,M(Ma,Mb)同士を近接できる。これにより、径方向に密に並ぶ複数の接合部位全てに対するコイル幅のバラツキは、直線部A1,A2のスロット内導線S(Sa,Sb)の弾性変形によって吸収され、コイル幅が最も大きい接合部位のほか、コイル幅が最も小さい接合部位まで、互いに接触し合った状態にすることができる。よって、径方向に密に並ぶ複数の接合部位それぞれで、接合する先端部M,M(Ma,Mb)同士をより確実に溶接することができる。
【0068】
また、一対のアース電極50a,50bを溶接電源のアース電極にして、接合する先端部M,M(Ma,Mb)同士をTIG溶接する場合、一対のアース電極50a,50bは、繰り返しの使用で経時的に磨耗するが、例えば、この磨耗分に応じて、バネでアース電極50a,50bを、ステータ全体でのセグメントコイル9の径方向の内周側へ移動させる等により、一対のアース電極50a,50bと、セグメントコイル9の直線部A1,A2のスロット内導線S(Sa,Sb)の先端部M,M(Ma,Mb)との接触を確保することができる。そのような状態にした一対のアース電極50a,50bで挟持し直線部A1,A2のスロット内導線S(Sa,Sb)を弾性変形させて、接合する先端部M,M(Ma,Mb)同士を近接させる。これにより、磨耗分は、直線部A1,A2のスロット内導線S(Sa,Sb)の弾性変形によって吸収され、接合する先端部M,M(Ma,Mb)同士が、互いに接触し合った状態になる。そのため、一対のアース電極50a,50bが経時的に磨耗しても、接合する先端部M,M(Ma,Mb)同士は、一対のアース電極50a,50bによって適切に挟持でき、一対のアース電極50a,50bを長期的に繰り返し使用しても、接合部位を安定した状態で溶接することができる。
【0069】
従って、径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部M,M(Ma,Mb)同士を一対のアース電極50a,50bで挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができる、という優れた効果を奏する。
【0070】
図18に、本実施例のステータ製造方法の作用を説明する模式図を示す。
【0071】
(2)(1)に記載するステータ製造方法において、溶接工程では、直線部A1,A2の端子として、先端部M,M(Ma,Mb)を含むスロット内導線S(Sa,Sb)を、一対のアース電極50a,50bによる挟持で倒すことにより、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを、互いに傾けて接触させることを特徴とするので、一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを挟持してスロット内導線S(Sa,Sb)を倒すと、間隙tが小さくなって、あるいは間隙tがほとんどなくなって、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とが互いに傾いたまま接触し合う。このとき、図18に示すように、倒れたスロット内導線S(Sa,Sb)に、起き上がろうとする向きの曲げ反力が作用するため、アース電極50aと先端部M(Ma)、及びアース電極50bと先端部M(Mb)との接触がそれぞれ十分に確保でき、一対のアース電極50a,50bから先端部M,M(Ma,Mb)への給電が適切にできる。
【0072】
また、絶縁被膜を剥離しない太いスロット内導線S(Sa,Sb)を倒し、絶縁被膜を剥離した細い先端部M,M(Ma,Mb)の配置位置を変えるだけで、接合する先端部M,M(Ma,Mb)同士を、互いに接触し合った状態にすることが簡単にできるため、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを接触させるための製造工程を別途必要とせず、製造コストが低減できる。
【0073】
以上において、本発明を実施形態に即して説明したが、本発明は上記実施形態に限定されるものではなく、その要旨を逸脱しない範囲で、適宜変更して適用できる。
(1)例えば、本実施例では、導線の厚みの1/2分内向き、または外向きに成形しているが、径方向での隙間が確保できるならば、もっと少ない長さ分成形しても良い。
(2)また、本実施例では、端子をTIG溶接で接合しているが、他の溶接方法でも良い。
(3)また、本実施例では、同心巻きコイルを有するステータについて説明したが、本発明は、波巻きコイルを有するコイルにも応用できる。
【符号の説明】
【0074】
1 ステータ
9 セグメントコイル
11 ステータコア
12 連結部
A1 セグメントコイルの一方の直線部
A2 セグメントコイルの他方の直線部
S,Sa,Sb スロット内導線
M,Ma,Mb 先端部
t 間隙
U1 U相第1コイル
U2 U相第2コイル
V1 V相第1コイル
V2 V相第2コイル
W1 W相第1コイル
W2 W相第2コイル
A 第1セグメントコイル群
B 第2セグメントコイル群
C 第3セグメントコイル群
D 第4セグメントコイル群
TS スロット
E 捻り円環
EN 円環溝
50a,50b アース電極(一対の電極部材)
【技術分野】
【0001】
本発明は、一対の直線部と連結部によりU字形状に構成されるセグメントコイルが、ステータコアのスロット内に装着されると共に、前記連結部の配置側とは反対側に突出している一対の前記直線部の先端部が、円周方向に捻られ、他の前記セグメントコイルの前記直線部と溶接により接合されるステータ製造方法に関するものである。
【背景技術】
【0002】
一対の直線部と連結部によりU字形状に構成されるセグメントコイルが、ステータコアのスロット内に装着されると共に、連結部の配置側とは反対側に突出している一対の直線部の先端部が、円周方向に捻られ、他のセグメントコイルの円周方向に捻られた直線部と溶接で接合されるステータ製造方法については、例えば、特許文献1に記載されている。
【0003】
特許文献1のようなステータでは、例えば、スロット内導線が10本装着されている場合、内周から数えて奇数番目のスロット内導線の先端部が時計回りに捻られ、偶数番目のスロット内導線の先端部が反時計回りに捻られる。この捻り成形は、全周のスロット内導線の先端部に対して行われる。そのため、U相の一のセグメントコイルについて考えたときに、時計回りに捻られた内周から1番目と3番目の先端部の間に、U相の隣のセグメントコイルの内周から2番目の先端部が、反時計回りに捻られて、一のセグメントコイルの1番目と3番目の先端部の間に位置する。すなわち、図25に示すように、U相の一のセグメントコイルの1番目の先端部(第1先端部)101、U相の隣のセグメントコイルの2番目の先端部(第2先端部)102、U相の一のセグメントコイルの3番目の先端部(第3先端部)103が径方向に密に並んだ状態となり、第1先端部101と第2先端部102が端面で、TIG溶接によって接合される。なお、図25は、そのときの状態を示すステータの一部平面図である。
【0004】
図26及び図27に、特許文献1に開示されたコイルセグメント端部の連続溶接方法の説明図を示す。図26は、接合させるコイルセグメント端部の溶接前の状態を示す工程図である。図27は、コイルセグメント端部同士を溶接するときの工程図であり、(a)は仮溶接工程、(b)は本溶接工程を示す工程図である。
コイルセグメント端部91,92は、上述した第1先端部と第2先端部に対応する。特許文献1は、図26及び図27に示すように、コイルセグメント端部91,92に隙間g1がある場合でも、仮溶接工程で、溶接電極RからアークPを端部91,92の先端で発生させた後、隙間g2が縮小された2つの溶融金属塊Kに、本溶接工程で、アークPを再度発生させて溶融金属塊K同士を一つにすることで、端部91,92を接合させている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−25303号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1の技術には、次のような問題があった。第1先端部と第2先端部のような、一のセグメントコイルの先端部と他のセグメントコイルの先端部との接合部位108は、図25に示すように、径方向及び周方向に亘った複数箇所にあり、セグメントコイルに被覆されている絶縁被膜を先端部だけ剥離して溶接される。絶縁被膜の剥離により、セグメントコイルの先端部の寸法にバラツキが生じる。また、セグメントコイルにはそれぞれ、製造時の寸法誤差、捻り成形で生じる寸法誤差、スロット内への挿着で生じる寸法誤差等、種々の寸法誤差もある。それぞれのセグメントコイルの先端部で、このような寸法誤差があると、接合しようとする先端部同士の間の距離が、接合部位毎にばらついてしまい、この距離が大きくなり過ぎると、接合部位が適切な状態で溶接できない虞がある。
【0007】
また、径方向に密に並ぶ複数の接合部位のそれぞれに対し、例えば、一対のアース電極により、接合するセグメントコイルの先端部端面を、周方向からまとめて挟持して、TIG溶接で接合したい場合がある。このときの様子を図28に示す。それぞれのセグメントコイルの先端部Ma,Mbには、前述したような、絶縁被膜の剥離後の寸法のバラツキや、セグメントコイルのスロット内への挿着で生じる寸法誤差等に起因し、径方向に密に並ぶ複数の接合部位208で、接合する先端部同士Ma,Mbのコイル幅にバラツキが生じる。そのため、一対のアース電極50a,50bは、図28に示すように、コイル幅が最も大きい接合部位208のセグメントコイルの先端部Ma,Mb端面にしか挟持できず、セグメントコイルの先端部Ma,Mb端面を挟持できないその他の接合部位208が、溶接接合できない。また、径方向に密に並ぶ複数の接合部位に対し、仮に各コイル幅が一様に揃っていたとしても、TIG溶接で使用するアース電極は経時的に磨耗する。そのため、一対のアース電極を長期的に繰り返し使用すると、一対のアース電極が、接合する先端部同士を、適切な状態で挟持できず、接合部位を安定した状態で溶接することできない問題がある。
【0008】
特許文献1には、接合する先端部同士の隙間に生じるバラツキの対策や、一対のアース電極により、接合する先端部を周方向からまとめて挟持してTIG溶接する場合に生じる上記問題点の対策については、何ら記載されていない。
【0009】
本発明は、上記問題点を解決するためになされたものであり、径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができるステータの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記の問題点を解決するために、本発明のステータ製造方法は、次の構成を有している。
(1)一対の直線部と連結部によりU字形状に構成されるセグメントコイルを、ステータコアのスロット内に挿入する挿入工程と、連結部の配置側とは反対側に突出している一対の直線部の先端部を、捻り円環の円環溝に係合させて、捻り円環を回転させることにより、径方向の外周側または内周側から奇数番目に位置する先端部を一方向に捻り、偶数番目に位置する先端部を、一方向と反対方向に捻って成形を行う捻り工程と、一方向に捻られた先端部と、反対方向に捻られた先端部とを溶接する溶接工程と、を有するステータ製造方法において、捻り工程では、直線部を捻って先端部が成形されていること、及び溶接するときの先端部の配置位置として、一方向に捻られた先端部と反対方向に捻られた先端部とが、円周方向に対し、所定間隔の間隙を介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対の電極部材により、一方向に捻られた先端部と、反対方向に捻られた先端部とを、互いに近接する向きに挟持し、間隙が小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接すること、を特徴とする。
【0011】
なお、所定間隔の間隙とは、接合部位で溶接する先端部の寸法のバラツキ、特に、絶縁被膜を剥離した状態における先端部の寸法のバラツキのほか、繰り返し使用により経時的に磨耗する一対の電極部材の磨耗量を考慮した上で設定されるものである。すなわち、溶接工程において先端部が間隙内で近接したときの移動量が上記バラツキや磨耗量を吸収し得る大きさの間隙であり、例えば、0.2乃至0.3(mm)程度の間隔を確保した間隙をいう。また、溶接電源とは、例えば、先端部同士をTIG溶接で接合する場合に、接触し合う先端部同士の溶接部位に向けてアークを発生させて溶接するための電源であり、溶接では、この電源のアース電極と、溶接対象物であるセグメントコイとが電気的に接続される。
【0012】
(2)(1)に記載するステータ製造方法において、溶接工程では、直線部の端子として、先端部を含むスロット内導線を、一対の電極部材による挟持で倒すことにより、一方向に捻られた先端部と、反対方向に捻られた先端部とを、互いに傾けて接触させることを特徴とする。
【0013】
上記構成を有する本発明のステータ製造方法の作用・効果について説明する。
本発明のステータ製造方法では、
(1)一対の直線部と連結部によりU字形状に構成されるセグメントコイルを、ステータコアのスロット内に挿入する挿入工程と、連結部の配置側とは反対側に突出している一対の直線部の先端部を、捻り円環の円環溝に係合させて、捻り円環を回転させることにより、径方向の外周側または内周側から奇数番目に位置する先端部を一方向に捻り、偶数番目に位置する先端部を、一方向と反対方向に捻って成形を行う捻り工程と、一方向に捻られた先端部と、反対方向に捻られた先端部とを溶接する溶接工程と、を有するステータ製造方法において、捻り工程では、直線部を捻って先端部が成形されていること、及び溶接するときの先端部の配置位置として、一方向に捻られた先端部と反対方向に捻られた先端部とが、円周方向に対し、所定間隔の間隙を介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対の電極部材により、一方向に捻られた先端部と、反対方向に捻られた先端部とを、互いに近接する向きに挟持し、間隙が小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接すること、を特徴とするので、セグメントコイル毎に、絶縁被膜を剥離した先端部の寸法のバラツキや、絶縁被膜を剥離前のセグメントコイルにおいて、製造時の寸法誤差、捻り成形で生じる寸法誤差、スロット内への挿着で生じる寸法誤差等、種々の寸法誤差に起因して、接合する先端部同士の間の距離が大きく生じた場合でも、直線部のバネ性と、一方向に捻られた先端部と、反対方向に捻られた先端部との間に予め設けた間隙とにより、間隙が小さくなるよう直線部を弾性変形させて、接合する先端部同士を近接させる。これにより、接合する先端部同士が大きく離間した溶接部位でも、先端部同士を互いに接触し合った状態にすることができ、接合しようとする先端部同士をより確実に溶接することができる。
【0014】
また、ステータにおける径方向及び周方向に亘る複数箇所全ての接合部位において、径方向に密に並ぶ複数の接合部位に対し、接合する先端部同士を一対の電極部材でまとめて挟持してTIG溶接する場合に、接合する先端部同士のコイル幅にバラツキが生じることがある。しかしながら、本発明のステータ製造方法は、直線部にバネ性を有し、一方向に捻られた先端部と、反対方向に捻られた先端部との間に予め設定した間隙を設けている。そのため、コイル幅にバラツキがあっても、径方向に密に並ぶ複数の接合部位それぞれに対し、一対の電極部材により、間隙が小さくなるよう直線部を弾性変形させ、接合する先端部同士を近接できる。これにより、径方向に密に並ぶ複数の接合部位全てに対するコイル幅のバラツキは、直線部の弾性変形によって吸収され、コイル幅が最も大きい接合部位のほか、コイル幅が最も小さい接合部位まで、互いに接触し合った状態にすることができる。よって、径方向に密に並ぶ複数の接合部位それぞれで、接合する先端部同士をより確実に溶接することができる。
【0015】
また、一対の電極部材をアース電極にして、接合する先端部同士をTIG溶接する場合、一対の電極部材は、繰り返しの使用で経時的に磨耗するが、例えば、この磨耗分に応じて、バネで一対の電極部材を、ステータ全体でのセグメントコイルの径方向の内周側へ移動させる等により、一対の電極部材と、セグメントコイルの直線部の先端部との接触を確保することができる。そのような状態にした一対の電極部材で挟持し直線部を弾性変形させて、接合する先端部同士を近接させる。これにより、磨耗分は、直線部の弾性変形によって吸収され、接合する先端部同士が、互いに接触し合った状態になる。そのため、一対の電極部材が経時的に磨耗しても、接合する先端部同士は、一対の電極部材によって適切に挟持でき、一対の電極部材を長期的に繰り返し使用しても、接合部位を安定した状態で溶接することができる。
【0016】
従って、径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部同士を一対の電極で挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができる、という優れた効果を奏する。
【0017】
(2)(1)に記載するステータ製造方法において、溶接工程では、直線部の端子として、先端部を含むスロット内導線を、一対の電極部材による挟持で倒すことにより、一方向に捻られた先端部と、反対方向に捻られた先端部とを、互いに傾けて接触させることを特徴とするので、一対の電極部材により、一方向に捻られた先端部と、反対方向に捻られた先端部とを挟持してスロット内導線を倒すと、間隙が小さくなって、あるいは間隙がほとんどなくなって、一方向に捻られた先端部と、反対方向に捻られた先端部とが互いに傾いたまま接触し合う。このとき、倒れたスロット内導線に、起き上がろうとする向きの曲げ反力が作用するため、電極部材と先端部との接触が十分に確保でき、電極部材から先端部への給電が適切にできる。
【0018】
また、絶縁被膜を剥離しない太いスロット内導線を倒し、絶縁被膜を剥離した細い先端部の配置位置を変えるだけで、接合する先端部同士を、互いに接触し合った状態にすることが簡単にできるため、一方向に捻られた先端部と、反対方向に捻られた先端部とを接触させるための製造工程を別途必要とせず、製造コストが低減できる。
【図面の簡単な説明】
【0019】
【図1】本実施例に係るステータの一部平面図である。
【図2】図1の側面図である。
【図3】図2の一箇所のスロット内導線の側面図である。
【図4】捻り成形後のステータの一部平面図である。
【図5】図4の側面図である。
【図6】図4の一箇所のスロット内導線の側面図である。
【図7】捻り後工程を説明するためのステータの一部平面図である。
【図8】図7の側面図である。
【図9】図7の一箇所のスロット内導線の側面図である。
【図10】捻り後工程が終了した状態のステータの一部平面図である。
【図11】図10の側面図である。
【図12】図10の一箇所のスロット内導線の側面図である。
【図13】図11中、一箇所の接合部位として例示したX部を拡大した側面図である。
【図14】本実施例のステータ製造方法に係る溶接工程の工程図であり、先端部同士を挟持する途中の状態を示す図である。
【図15】図13と同様、図14の側面図である。
【図16】本実施例のステータ製造方法に係る溶接工程の工程図であり、先端部同士の挟持が完了した状態を示す図である。
【図17】図13と同様、図16の側面図である。
【図18】本実施例のステータ製造方法の作用を説明する模式図である。
【図19】先端部同士をTIG溶接で接合した状態のステータの一部平面図である。
【図20】図19の側面図である。
【図21】図19の一箇所のセグメントコイルの側面図である。
【図22】セグメントコイルを示す図であり、(a)は平面図、(b)は正面図である。
【図23】図7の状態でのステータ全体の斜視図である。
【図24】図10の状態でのステータ全体の斜視図である。
【図25】従来において、当接する先端部同士をTIG溶接した状態のステータの一部平面図である。
【図26】特許文献1に開示されたコイルセグメント端部の連続溶接方法の説明図であり、接合させるコイルセグメント端部の溶接前の状態を示す工程図である。
【図27】図26に示すコイルセグメント端部同士を溶接するときの工程図であり、(a)は仮溶接工程、(b)は本溶接工程を示す工程図である。
【図28】従来、複数の接合部位のそれぞれに対し、一対のアース電極により、接合する先端部端面をそれぞれ周方向から挟持してTIG溶接する様子を示す説明図である。
【発明を実施するための形態】
【0020】
本発明のステータを製造するステータ製造方法の実施の形態を、図面に基づいて、詳細に説明する。図1に、各スロット内に10本のスロット内導線S1〜S10が配置されているステータコア11の一部平面図を示す。図1では、捻り円環12を省略している。図2に図1の側面図を示す。図2では、見やすくするため、図1のスロットを平面的に等間隔で図示している。図3は、図2の1箇所のスロット内導線Sの側面図である。
【0021】
本実施例のステータコア11は、48箇所のスロットTS1〜TS48を備えており、各スロットTS1〜TS48内に10本のスロット内導線S1〜S10が装着されている。本実施例で使用しているセグメントコイル9の一例を図22(a)、図22(b)に示す。図22(b)は、セグメントコイル9の正面図であり、図22(a)は、図22(b)の平面図である。セグメントコイル9は断面が、縦約1.8mm、横約3.3mmの平角形状の銅線の表面に被覆が形成された導線を成形したものである。セグメントコイル9は、2本の直線部A1、A2と、直線部A1と直線部A2とを連結する連結部12を備えている。連結部12の中間位置にレーンチェンジを行うための段差部12aが形成されている。図22(a)及び図22(b)に示すセグメントコイル9の形状は、一例であり、本実施例では、少しずつ形状の異なる10種類のセグメントコイル9を使用している。
【0022】
図1に示すように、ティースT21とティースT22の間のスロットTS22に、U相第1コイルU1の第1セグメント群Aのうち、片側の10本の直線部A1を構成するU1A1S1〜U1A1S10が、外周側から内周側に重ねて配置されている。ティースT22とティースT23の間のスロットTS23に、U相第2コイルU2の第1セグメント群Aのうち、片側の10本の直線部A1を構成するU2A1S1〜U2A1S10が、外周側から内周側に重ねて配置されている。
【0023】
ティースT23とティースT24の間のスロットTS24に、V相第1コイルV1の第1セグメント群Aのうち、片側の10本の直線部A1を構成するV1A1S1〜V1A1S10が、外周側から内周側に重ねて配置されている。ティースT24とティースT25の間のスロットTS25に、V相第2コイルV2の第1セグメント群Aのうち、片側の10本の直線部A1を構成するV2A1S1〜V2A1S10が、外周側から内周側に重ねて配置されている。
【0024】
ティースT25とティースT26の間のスロットTS26に、W相第1コイルW1の第1セグメント群Aのうち、片側の10本の直線部A1を構成するW1A1S1〜W1A1S10が、外周側から内周側に重ねて配置されている。ティースT26とティースT27の間のスロットTS27に、W相第2コイルW2の第1セグメント群Aのうち、片側の10本の直線部A1を構成するW2A1S1〜W2A1S10が外周側から内周側に重ねて配置されている。
【0025】
ティースT27とティースT28の間のスロットTS28には、U相第1コイルU1の第1セグメントコイル群Aの他方の10本の直線部A2を構成するU1A2S1〜U1A2S10が、外周側から内周側に重ねて配置されている。10本のセグメントコイル9により各々、U相第1コイルU1、U相第2コイルU2、V相第1コイルV1、V相第2コイルV2、W相第1コイルW1、及びW相第2コイルW2が構成されている。
【0026】
そして、U相第1コイルU1、U相第2コイルU2、V相第1コイルV1、V相第2コイルV2、W相第1コイルW1、及びW相第2コイルW2の6個のコイルは、各々4個のセグメントコイル群より構成されている。48個のスロットには、U相第1コイルU1として、セグメントコイル群U1A、U1B、U1C、U1Dが、スロットTS22(U1A1)、TS28(U1A2)、TS34(U1B1)、TS40(U1B2)、TS46(U1C1)、TS4(U1C2)、TS10(U1D1)、及びTS16(U1D2)の8箇所に挿入されている。また、U相第2コイルとして、セグメントコイル群U2A、U2B、U2C、U2Dが、スロットTS23(U2A1)、TS29(U2A2)、TS35(U2B1)、TS41(U2B2)、TS47(U2C1)、TS5(U2C2)、TS11(U2D1)、及びTS17(U2D2)の8箇所に挿入されている。
【0027】
同様に、V相第1コイルV1として、セグメントコイル群V1A、V1B、V1C、V1Dが、スロットTS24(V1A1)、TS30(V1A2)、TS36(V1B1)、TS42(V1B1)、TS48(V1C1)、TS6(V1C2)、TS12(V1D1)、TS18(V1D2)の8箇所に挿入されている。また、V相第2コイルとして、セグメントコイル群V2A、V2B、V2C、V2Dが、スロットTS25(V2A1)、TS31(V2A2)、TS37(V2B1)、TS43(V2B2)、TS1(V2C1)、TS7(V2C2)、TS13(V2D1)、及びTS19(V2D2)の8箇所に挿入されている。
【0028】
同様に、W相第1コイルW1として、セグメントコイル群W1A、W1B、W1C、W1Dが、スロット26(W1A1)、TS32(W1A2)、TS38(W1B1)、TS44(W1B2)、TS2(W1C1)、TS8(W1C2)、TS14(W1D1)、及びTS20(W1D2)の8箇所に挿入されている。また、W相第2コイルW2として、セグメントコイル群W2A、W2B、W2C、W2Dが、スロットTS27(W2A1)、TS33(W2A2)、TS39(W2B1)、TS45(W2B2)、TS3(W2C1)、TS9(W2C2)、TS15(W2D1)、及びTS21(W2D2)の8箇所に挿入されている。6個のコイルが、一対10本、計20本の直線部を備えるため、その4倍で、合計480本の直線部となり、48個のスロットTS1〜TS48に対して、10本ずつ配置される。
【0029】
ここで、U相の分布巻きコイルを形成するためには、U相第1コイルのセグメントコイル群U1A、U1B、U1C、U1Dの各々の内部で内部接続すると共に、U相第1コイルU1の4個のセグメントコイル群U1A、U1B、U1C、U1Dを順次接続する必要がある。同様に、U相第2コイルのセグメント群U2A、U2B、U2C、U2Dを順次接続する必要がある。
【0030】
さらに、U相第1コイルU1DとU相第2コイルU2Aとを接続する必要がある。同様に、V相の分布巻きコイルを形成するためには、V相第1コイルV1Dと、V相第2コイルV2AをU相と同様に接続する必要がある。同様に、W相の分布巻きコイルを形成するためには、W相第1コイルW1D、W相第2コイルW2AをU相と同様に接続する必要がある。
【0031】
具体的には、一例として、U相第1コイルの片側の直線部U1A1のスロット内導線U1A1S1と、他方の直線部U1A2のスロット内導線U1A2S2とを接続する必要がある。そのためには、スロット内導線U1A1S1のステータコアから突出している先端部を図1に矢印で示すように、反時計回りに捻り成形し、スロット内導線U1A2S2のステータコアから突出している先端部を時計回りに捻り成形して、両者を近づけて溶接接合する必要がある。そのための捻り成形として、捻り前工程と捻り後工程とからなる捻り工程を、以下説明する。はじめに捻り前工程を説明した後、捻り後工程を説明する。
【0032】
図2に示すように、スロット内導線U1A1S1、U2A1S1、V1A1S1、V2A1S1、W1A1S1、W2A1S1、U1A2S1の先端部は、捻り円環Eの円環溝E1N1〜E1N7に係合されている。図3に示すように、捻り円環Eは、直径の異なる10個の捻り円環E1〜E10を同心円状に備えている。最外周に位置するのが、捻り円環E1であり、最内周に位置するのが、捻り円環E10である。
【0033】
捻り円環E1〜E10には、各々48個の円環溝N1〜N48が形成されている。図2に示すように、スロット内導線U1A1S1の先端部は、捻り円環E1の円環溝E1N1に係合し、スロット内導線U2A1S1の先端部は、捻り円環E1の円環溝E1N2に係合し、スロット内導線V1A1S1の先端部は、捻り円環E1の円環溝E1N3に係合し、スロット内導線V2A1S1の先端部は、捻り円環E1の円環溝E1N4に係合し、スロット内導線W1A1S1の先端部は、捻り円環E1の円環溝E1N5に係合し、スロット内導線W2A1S1の先端部は、捻り円環E1の円環溝E1N6に係合し、スロット内導線U1A2S1の先端部は、捻り円環E1の円環溝E1N7に係合している。
【0034】
また、図3に示すように、U相第1コイルU1の第1セグメント群Aの片側の直線部11Aの10本のスロット内導線の直線部U1A1S1〜U1A1S10では、直線部U1A1S1は、捻り円環E1の円環溝E1Nに、直線部U1A1S2は、捻り円環E2の円環溝E2Nに、直線部U1A1S3は、捻り円環E3の円環溝E3Nに、直線部U1A1S4は、捻り円環E4の円環溝E4Nに、直線部U1A1S5は、捻り円環E5の円環溝E5Nに、直線部U1A1S6は、捻り円環E6の円環溝E6Nに、直線部U1A1S7は、捻り円環E7の円環溝E7Nに、直線部U1A1S8は、捻り円環E8の円環溝E8Nに、直線部U1A1S9は、捻り円環E9の円環溝E9Nに、直線部U1A1S10は、捻り円環E10の円環溝E10Nに係合している。
【0035】
捻り前工程では、捻り円環E1、E3、E5、E7、E9は、各円環溝E1N、E3N、E5N、E7N、E9Nに、直線部S1、S3、S5、S7、S9の先端部Mを係合させた状態で、図1において、反時計回りに回転して、スロット内導線Sのステータコアから突出している先端部Mを反時計回りに捻り成形する。
【0036】
また、それらとは逆に、捻り円環E2、E4、E6、E8、E10は、各円環溝E2N、E4N、E6N、E8N、E10Nに、直線部S2、S4、S6、S8、S10の先端部Mを係合させた状態で、図1において、時計回りに回転して、スロット内導線Sのステータコアから突出している先端部Mを時計回りに捻り成形する。捻り工程では、図では省略しているが、ステータコア11のティースTの上面にカフサを差し込んで、カフサの上端面にスロット内導線Sを当接させて変形させることをポイントとしている。
【0037】
捻り前工程の後のスロット内導線Sの状態を図4〜図6に示す。図4は、図1に対応し、図5は、図2に対応し、図6は、図3に対応している。図5では、見やすくするため、図4のスロットを平面的に等間隔で図示している。図4、5に示すように、U相第1コイルU1の第1セグメントコイル群Aの片側の直線部U1A1の最外周に位置するスロット内導線U1A1S1の先端部U1A1S1Mが、反時計回りに捻られ、他方の直線部U1A2の外周から2番目のスロット内導線U1A2S2の先端部U1A2S2Mが、時計回りに捻られている。先端部U1A1S1Mの反時計回り側端面と、先端部U1A2S2Mの時計回り側端面とは、円周方向でほぼ同じ直線上に位置している。すなわち、両端面は、円周方向でわずかな隙間を有する位置に捻り成形されている。
【0038】
同様に、U相第1コイルU1の第1セグメントコイル群Aの片側の直線部U1A1の外周から3番目に位置するスロット内導線U1A1S3の先端部U1A1S3Mが、反時計回りに捻られ、他方の直線部U1A2の外周から4番目のスロット内導線U1A2S4の先端部U1A2S4Mが、時計回りに捻られている。先端部U1A1S3Mの反時計回り側端面と、先端部U1A2S4Mの時計回り側端面とは、円周方向でほぼ同じ直線上に位置している。
【0039】
同様に、U相第1コイルU1の第1セグメントコイル群Aの片側の直線部U1A1の外周から5番目に位置するスロット内導線U1A1S5の先端部U1A1S5Mが、反時計回りに捻られ、他方の直線部U1A2の外周から6番目のスロット内導線U1A2S6の先端部U1A2S6Mが、時計回りに捻られている。先端部U1A1S5Mの反時計回り側端面と、先端部U1A2S6Mの時計回り側端面とは、円周方向でほぼ同じ直線上に位置している。以下、同様なので説明を割愛する。
【0040】
次に、U相第1コイルU1の第1セグメントコイル群Aの片側の直線部のうち、反時計回りに捻り成形された5本の先端部U1A1S1M、U1A1S3M、U1A1S5M、U1A1S7M、U1A1S9Mを、径方向の内周側に成形し、他方の直線部のうち、時計回りに捻り成形された5本の先端部U1A2S2M、U1A2S4M、U1A2S6M、U1A2S8M、U1A2S10Mを、径方向の外周側に成形する捻り後工程を説明する。
【0041】
図7〜図9に捻り後工程の工程図を示す。図7は、図1に対応し、図8は、図2に対応し、図9は、図3に対応している。図7では、内周方向治具F、外周方向治具Gを点線で表している。図8では、見やすくするため、図7のスロットを平面的に等間隔で図示している。また、図7の状態のステータ1の全体斜視図を図23に示す。
【0042】
図8、図9に示すように、内周方向治具Fに設けられた5箇所の係合溝Faが、5本の先端部U1A1S1M、U1A1S3M、U1A1S5M、U1A1S7M、U1A1S9Mに係合し、外周方向治具Gに設けられた5箇所の係合溝Gaが、5本の先端部U1A2S2M、U1A2S4M、U1A2S6M、U1A2S8M、U1A2S10Mに係合される。
【0043】
そして、図7に示すように、内周方向治具Fは、径方向の内周向きに移動して、5本の先端部U1A1S1M、U1A1S3M、U1A1S5M、U1A1S7M、U1A1S9Mを径方向の内周向きに塑性変形させる。内周方向治具Fは、先端部Mのスプリングバックを考慮して移動量が決定されており、5本の先端部U1A1S1M、U1A1S3M、U1A1S5M、U1A1S7M、U1A1S9Mは、導線の1/2の厚み分(1.5mm/2=0.75mm)だけ正確に内周向きに塑性変形され、スロット内導線U1A1S1、U1A1S3、U1A1S5、U1A1S7、U1A1S9の先端部位から約6mmの位置で捻り成形されている。先端部U1A1S1M等の先端部Mでは、銅線の表面に被覆された絶縁被膜は、変形前に予め剥離されている。
【0044】
また、図7に示すように、外周方向治具Gは、径方向の外周向きに移動して、5本の先端部U1A2S2M、U1A2S4M、U1A2S6M、U1A2S8M、U1A2S10Mを径方向の外周向きに塑性変形させる。外周方向治具Gは、先端部Mのスプリングバックを考慮して移動量が決定されており、5本の先端部U1A2S2M、U1A2S4M、U1A2S6M、U1A2S8M、U1A2S10Mは、導線の1/2の厚み分(1.5mm/2=0.75mm)だけ正確に外周向きに塑性変形され、スロット内導線U1A2S2、U1A2S4、U1A2S6、U1A2S8、U1A2S10の先端部位から約6mmの位置で捻り成形されている。先端部U1A2S2M等の先端部Mでは、銅線の表面に被覆された絶縁被膜は、変形前に予め剥離されている。
【0045】
内周方向治具Fと外周方向治具Gとを、各々導線の1/2の厚み分移動させているのは、それにより、移動された位置で、全周に渡って回りに位置する先端部Mと平均的に隙間を形成するためである。全周に渡って隙間を均一に作ることにより、溶接時により発生するビード玉Jが周辺の先端部Mと接触する可能性がなくなるからである。
【0046】
捻り後工程が終了した状態を図10〜図12に示す。図10は、図1に対応し、図11は、図2に対応し、図12は、図3に対応している。図11では、見やすくするため、図10のスロットを平面的に等間隔で図示している。また、図10の状態のステータ1の全体斜視図を図24に示す。
【0047】
図10に示すように、内向きに成形された先端部U1A1S1Mと、外向きに成形された先端部U1A2S2Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。同様に、内向きに成形された先端部U1A1S3Mと、外向きに成形された先端部U1A2S4Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。同様に、内向きに成形された先端部U1A1S5Mと、外向きに成形された先端部U1A2S6Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。同様に、内向きに成形された先端部U1A1S7Mと、外向きに成形された先端部U1A2S8Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。同様に、内向きに成形された先端部U1A1S9Mと、外向きに成形された先端部U1A2S10Mとが、円周方向の同じ位置で対向する側面同士の間に、後述する間隙tを介して配置されている。
【0048】
ここで、図13に、図11中、一箇所の接合部位として例示したX部を拡大した側面図を示す。図13では、スロットTS1〜TS48の各スロットTSに装着される10本のスロット内導線S1〜S10を対象とし、スロット内導線の先端部を総称して図示するため、例示したスロット内導線U1A1S1の先端部U1A1S1Mをスロット内導線Saの先端部Maに、スロット内導線U1A2S2の先端部U1A2S2Mをスロット内導線Sbの先端部Mbにそれぞれ符号を変換して図示している。
【0049】
捻り後工程(捻り工程)では、図13に示すように、直線部A1,A2を捻り、スロット内導線Sa,Sbに、これらのスロット内導線Sa,Sbが互いに向き合う方向に変形可能なバネ性を持たせて先端部Ma,Mbが成形される。また、溶接するときの先端部同士Ma,Mbの配置位置として、反時計回り方向(一方向)に捻られた先端部Maと時計回り方向(反対方向)に捻られた先端部Mbとが、円周方向に対し、所定間隔(本実施例では0.2〜0.3mm程度)の間隙tを介して隣り合う位置に平行に捻り成形されている。
【0050】
この状態では、例えば、先端部U1A1S3Mと先端部U1A2S4Mとは、間隔が0.2〜0.3mm程度の間隙tを挟んで、互いに対向した位置に配置されているが、周囲の先端部Mとは、全周に渡って絶縁性を確保するのに十分な隙間を有している。
【0051】
図24に示すように、U相の分布巻きコイルを形成するために、U相第1コイルU1の4個のセグメントコイル群U1A、U1B、U1C、U1D、再びU1Aが順次接続される状態となっている。U相第2コイルU2の4個のセグメントコイル群U2A、U2B、U2C、U2D、再びU2Aが順次接続される状態になっている。V相第1コイルV1、V相第2コイルV2、W相第1コイルW1、及びW相第2コイルW2も、U相と同様に接続される。
【0052】
次に、本実施例に係る溶接工程について、図14乃至図17を用いて説明する。図14は、本実施例のステータ製造方法に係る溶接工程の工程図であり、図13に示した先端部同士を挟持する途中の状態を示す図である。図15は、図13と同様、図14の側面図である。図16は、図14における先端部同士の挟持が完了した状態を示す図である。図17は、図13と同様、図16の側面図である。
【0053】
本実施例では、接合させる先端部M,M(Ma,Mb)同士の溶接はTIG溶接で行う。溶接工程では、図示しない溶接電源から給電可能な一対のアース電極50a,50b(一対の電極部材)により、スロット内導線Saの先端部Ma(一方向に捻られた先端部)と、スロット内導線Sbの先端部Mb(反対方向に捻られた先端部)とを、互いに近接する向きに挟持し、間隙tが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接する。すなわち、直線部A1,A2の端子として、先端部Ma,Mbを含むスロット内導線Sa,Sbを、一対のアース電極50a,50bによる挟持で倒すことにより、一方向に捻られた先端部Maと、反対方向に捻られた先端部Mbとを、互いに傾けて接触させる。
【0054】
具体的には、アース電極50a,50bは、銅等、電気伝導性が高い材質からなり、TIG溶接装置のアース電極と電気的に接続された電極部材である。アース電極50a,50bは、図14及び図15に示すように、先端部M(Ma,Mb)を挟持する端面の高さ(図15中、上下方向の大きさ)が約4mm、断面が矩形状で、円周方向において、接合する先端部Ma,Mb同士の端子と、その隣りの位置で接合する先端部Ma,Mb同士の端子との間隔が、最内周と最外周との径差の違いで異なるのに対応したテーパ角度で、先端側(図14下側)から根元側(図14上側)にかけて幅広なテーパ形状で形成されている。アース電極50a,50bは、ステータ1全体でのセグメントコイル(図24参照)の径方向に移動可能であり、アース電極50aとアース電極50bとを互いに数kNの力で挟持可能に構成されている。
【0055】
一対のアース電極50a,50bは、図14に示すように、接合する先端部Ma1と先端部Mb1との端子、先端部Ma2と先端部Mb2との端子、先端部Ma3と先端部Mb3との端子、先端部Ma4と先端部Mb4との端子、及び先端部Ma5と先端部Mb5との端子の円周方向外側で、それぞれ円周方向に隣り合う端子との間に、各先端部Mの先端部位から約2mm離して外周側から内周側に向けて挿入する。これにより、アース電極50aが、図15に示すように、先端部Ma1、先端部Ma2、先端部Ma3、先端部Ma4、及び先端部Ma5(先端部Ma)を、図15中、右向き矢印で示す向きに順次押圧し、これ等の先端部Maがある各スロット内導線Saを時計回り方向に弾性変形させて、それぞれの先端部Maを時計回り方向に倒す。これと同時に、アース電極50bが、先端部Mb1、先端部Mb2、先端部Mb3、先端部Mb4、及び先端部Mb5(先端部Mb)を、図15中、左向き矢印で示す向きに順次押圧し、これ等の先端部Mbがある各スロット内導線Sbを反時計回り方向に弾性変形させて、それぞれの先端部Mbを反時計回り方向に倒す。
【0056】
これにより、先端部Maと先端部Mbとが、間隔が0.2〜0.3mm程度の間隙tで離間していたものが、図15に示すように、一対のアース電極50a,50bの挿入により、間隙tの間隔が、先端部Ma,Mbの上部にかけて次第に狭まる。一対のアース電極50a,50bの終了端まで挿入されると、図16及び図17に示すように、先端部Ma1と先端部Mb1との上部が、先端部Ma2と先端部Mb2との上部が、先端部Ma3と先端部Mb3との上部が、先端部Ma4と先端部Mb4との上部が、及び先端部Ma5と先端部Mb5との上部が、それぞれ一対のアース電極50a,50bによって挟持されて、互いに接触し合った状態、あるいはほぼ接触し合った状態になる。
【0057】
ここで、一対のアース電極50a,50bにより先端部Maと先端部Mbとを挟持して互いに接触し合うときのポイントとして、参照する図14乃至図17に図示していないが、一対のアース電極50a,50bで挟持する位置を避けた先端部Maと先端部Mbとに対し、位置決め部材を覆うことが重要である。一対のアース電極50a,50bの挿入に伴うセグメントコイル9の変形防止のほか、接合する先端部Maと先端部Mbとの位置合わせをきちんと行って、溶接位置を整えることができるためである。
【0058】
図19〜図21に、先端部Mを互いにTIG溶接で接合した図を示す。図19は、図1に対応し、図20は、図2に対応し、図21は、図3に対応している。図20では、見やすくするため、図19のスロットを平面的に等間隔で図示している。
【0059】
図19に示すように、当接した位置にある先端部U1A1S1Mと先端部U1A2S2Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。同様に、当接した位置にある先端部U1A1S3Mと先端部U1A2S4Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。同様に、当接した位置にある先端部U1A1S5Mと先端部U1A2S6Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。
【0060】
また、最外周の円周方向の隣では、当接した位置にある先端部U2A1S1Mと先端部U2A2S2Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。同様に、円周方向のさらに隣では、当接した位置にある先端部V1A1S1Mと先端部V1A2S2Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。同様に、円周方向のさらに隣では、当接した位置にある先端部V2A1S1Mと先端部V2A2S2Mとの中間点(図17中、二点鎖線で示したビード玉Jの形成予定部位)にTIG端子を当てて、TIG溶接を行い、深さ1mm程を溶融しビード玉Jを形成する。
【0061】
ステータ1全体でのセグメントコイルの接続を説明する。図24に示すように、U相第1コイルU1のスロットTS28内に挿入されたスロット内導線の最外周に位置するU1A2S1の先端部U1A2S1Mは、スロットTS34内に挿入されたスロット内導線U1B1S2の先端部U1B1S2Mと接続されている。そして、スロット内導線U1A2S1は、連結部12側でスロット内導線U1A1S1と一体である。スロット内導線U1A1S1の先端部U1A1S1Mは、スロット内導線U1A2S2の先端部U1A2S2Mと接続されている。スロット内導線U1A2S2は、連結部12側でスロット内導線U1A1S3と一体である。
【0062】
スロット内導線U1A1S3の先端部U1A1S3Mは、スロット内導線U1A2S4の先端部U1A2S4Mと接続されている。スロット内導線U1A2S4は、連結部12側でスロット内導線U1A1S5と一体である。スロット内導線U1A1S5の先端部U1A1S5Mは、スロット内導線U1A2S6の先端部U1A2S6Mと接続されている。スロット内導線U1A2S6は、連結部12側でスロット内導線U1A1S7と一体である。スロット内導線U1A1S7の先端部U1A1S7Mは、スロット内導線U1A2S8の先端部U1A2S8Mと接続されている。スロット内導線U1A2S8は、連結部12側でスロット内導線U1A1S9と一体である。
【0063】
スロット内導線U1A1S9の先端部U1A1S9Mは、スロット内導線U1A2S10の先端部U1A2S10Mと接続されている。スロット内導線U1A2S10は、連結部12側でスロット内導線U1A1S10と一体である。そして、スロット内導線U1A1S10の先端部U1A1S10Mは、スロットTS16内に挿入されているスロット内導線U1D2S9の先端部U1D2S9Mと接続されている。
【0064】
これにより、U1Aで構成されるコイルは、スロットTS28内に挿入されたスロット内導線の最外周に位置するU1A2S1の先端部U1A2S1Mにより、スロットTS34内に挿入されたスロット内導線U1B1S1の先端部U1B1S1Mと接続され、コイル内で巻回された後、最内周に位置するスロット内導線U1A1S10により、スロットTS16内に挿入されているスロット内導線U1D2S9と接続されている。
【0065】
U相第1コイルのセグメントコイル群U1A、U1B、U1C、U1Dが順次接続された後、U相第2コイルのセグメント群U2A、U2B、U2C、U2Dが順次接続され、U相第1コイルのU1Aは、動力端子UCCと接続している。また、U相第2コイルのU2Dは、図示しない中性線に接続されている。同様に、V相第1コイルのセグメントコイル群V1A、V1B、V1C、V1Dが順次接続された後、V相第2コイルのセグメント群V2A、V2B、V2C、V2Dが順次接続され、V相第1コイルのV1Aは、動力端子VCCと接続している。また、V相第2コイルのV2Dは、図示しない中性線に接続されている。同様に、W相第1コイルのセグメントコイル群W1A、W1B、W1C、W1Dが順次接続された後、W相第2コイルのセグメント群W2A、W2B、W2C、W2Dが順次接続され、W相第1コイルのW1Aは、動力端子WCCと接続している。また、W相第2コイルのW2Dは、図示しない中性線に接続されている。
【0066】
前述した構成を有する本実施例にステータ製造方法の作用・効果について説明する。本実施例に係るステータ製造方法では、
(1)一対の直線部A1,A2と連結部12によりU字形状に構成されるセグメントコイル9を、ステータコア11のスロットTS内に挿入する挿入工程と、連結部12の配置側とは反対側に突出している一対の直線部A1,A2の先端部M(Ma,Mb)を、捻り円環Eの円環溝E1N1〜E1N7に係合させて、捻り円環Eを回転させることにより、径方向の外周側または内周側から奇数番目に位置する先端部Mを反時計回り方向に捻り、偶数番目に位置する先端部Mを、時計回り方向に捻って成形を行う捻り前工程と、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを溶接する溶接工程と、を有するステータ製造方法において、捻り後工程では、直線部A1,A2のスロット内導線S(Sa,Sb)を捻って先端部M(Ma,Mb)が成形されていること、及び溶接するときの先端部M(Ma,Mb)の配置位置として、反時計回り方向に捻られた先端部M(Ma)と時計回り方向に捻られた先端部M(Mb)とが、円周方向に対し、0.2〜0.3mm程度の間隙tを介して隣り合う位置に捻り成形されていること、溶接工程では、溶接電源から給電可能な一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを、互いに近接する向きに挟持し、間隙Mtが小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接すること、を特徴とするので、セグメントコイル9毎に、絶縁被膜を剥離した先端部Mの寸法のバラツキや、絶縁被膜を剥離前のセグメントコイル9において、製造時の寸法誤差、捻り成形で生じる寸法誤差、スロットTS内への挿着で生じる寸法誤差等、種々の寸法誤差に起因して、接合する先端部M,M(Ma,Mb)同士の間の距離が大きく生じた場合でも、直線部A1,A2のスロット内導線S(Sa,Sb)のバネ性と、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)との間に予め設けた間隙tとにより、間隙tが小さくなるよう直線部A1,A2のスロット内導線S(Sa,Sb)を弾性変形させて、接合する先端部Ma,Mb同士を近接させる。これにより、接合する先端部M,M(Ma,Mb)同士が大きく離間した溶接部位でも、先端部M,M(Ma,Mb)同士を互いに接触し合った状態にすることができ、接合しようとする先端部M,M(Ma,Mb)同士をより確実に溶接することができる。
【0067】
また、ステータにおける径方向及び周方向に亘る複数箇所全ての接合部位において、径方向に密に並ぶ複数の接合部位に対し、接合する先端部同士を一対の電極部材でまとめて挟持してTIG溶接する場合に、接合する先端部同士のコイル幅にバラツキが生じることがある。しかしながら、本実施例のステータ製造方法は、直線部A1,A2のスロット内導線S(Sa,Sb)にバネ性を有し、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)との間に予め設定した間隙tを設けている。そのため、コイル幅にバラツキがあっても、径方向に密に並ぶ複数の接合部位それぞれに対し、一対のアース電極50a,50bにより、間隙tが小さくなるよう直線部A1,A2のスロット内導線S(Sa,Sb)を弾性変形させ、接合する先端部M,M(Ma,Mb)同士を近接できる。これにより、径方向に密に並ぶ複数の接合部位全てに対するコイル幅のバラツキは、直線部A1,A2のスロット内導線S(Sa,Sb)の弾性変形によって吸収され、コイル幅が最も大きい接合部位のほか、コイル幅が最も小さい接合部位まで、互いに接触し合った状態にすることができる。よって、径方向に密に並ぶ複数の接合部位それぞれで、接合する先端部M,M(Ma,Mb)同士をより確実に溶接することができる。
【0068】
また、一対のアース電極50a,50bを溶接電源のアース電極にして、接合する先端部M,M(Ma,Mb)同士をTIG溶接する場合、一対のアース電極50a,50bは、繰り返しの使用で経時的に磨耗するが、例えば、この磨耗分に応じて、バネでアース電極50a,50bを、ステータ全体でのセグメントコイル9の径方向の内周側へ移動させる等により、一対のアース電極50a,50bと、セグメントコイル9の直線部A1,A2のスロット内導線S(Sa,Sb)の先端部M,M(Ma,Mb)との接触を確保することができる。そのような状態にした一対のアース電極50a,50bで挟持し直線部A1,A2のスロット内導線S(Sa,Sb)を弾性変形させて、接合する先端部M,M(Ma,Mb)同士を近接させる。これにより、磨耗分は、直線部A1,A2のスロット内導線S(Sa,Sb)の弾性変形によって吸収され、接合する先端部M,M(Ma,Mb)同士が、互いに接触し合った状態になる。そのため、一対のアース電極50a,50bが経時的に磨耗しても、接合する先端部M,M(Ma,Mb)同士は、一対のアース電極50a,50bによって適切に挟持でき、一対のアース電極50a,50bを長期的に繰り返し使用しても、接合部位を安定した状態で溶接することができる。
【0069】
従って、径方向に並ぶ複数の接合部位のそれぞれに対し、接合する先端部M,M(Ma,Mb)同士を一対のアース電極50a,50bで挟持してTIG溶接する場合でも、接合部位をより確実に溶接して接合することができる、という優れた効果を奏する。
【0070】
図18に、本実施例のステータ製造方法の作用を説明する模式図を示す。
【0071】
(2)(1)に記載するステータ製造方法において、溶接工程では、直線部A1,A2の端子として、先端部M,M(Ma,Mb)を含むスロット内導線S(Sa,Sb)を、一対のアース電極50a,50bによる挟持で倒すことにより、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを、互いに傾けて接触させることを特徴とするので、一対のアース電極50a,50bにより、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを挟持してスロット内導線S(Sa,Sb)を倒すと、間隙tが小さくなって、あるいは間隙tがほとんどなくなって、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とが互いに傾いたまま接触し合う。このとき、図18に示すように、倒れたスロット内導線S(Sa,Sb)に、起き上がろうとする向きの曲げ反力が作用するため、アース電極50aと先端部M(Ma)、及びアース電極50bと先端部M(Mb)との接触がそれぞれ十分に確保でき、一対のアース電極50a,50bから先端部M,M(Ma,Mb)への給電が適切にできる。
【0072】
また、絶縁被膜を剥離しない太いスロット内導線S(Sa,Sb)を倒し、絶縁被膜を剥離した細い先端部M,M(Ma,Mb)の配置位置を変えるだけで、接合する先端部M,M(Ma,Mb)同士を、互いに接触し合った状態にすることが簡単にできるため、反時計回り方向に捻られた先端部M(Ma)と、時計回り方向に捻られた先端部M(Mb)とを接触させるための製造工程を別途必要とせず、製造コストが低減できる。
【0073】
以上において、本発明を実施形態に即して説明したが、本発明は上記実施形態に限定されるものではなく、その要旨を逸脱しない範囲で、適宜変更して適用できる。
(1)例えば、本実施例では、導線の厚みの1/2分内向き、または外向きに成形しているが、径方向での隙間が確保できるならば、もっと少ない長さ分成形しても良い。
(2)また、本実施例では、端子をTIG溶接で接合しているが、他の溶接方法でも良い。
(3)また、本実施例では、同心巻きコイルを有するステータについて説明したが、本発明は、波巻きコイルを有するコイルにも応用できる。
【符号の説明】
【0074】
1 ステータ
9 セグメントコイル
11 ステータコア
12 連結部
A1 セグメントコイルの一方の直線部
A2 セグメントコイルの他方の直線部
S,Sa,Sb スロット内導線
M,Ma,Mb 先端部
t 間隙
U1 U相第1コイル
U2 U相第2コイル
V1 V相第1コイル
V2 V相第2コイル
W1 W相第1コイル
W2 W相第2コイル
A 第1セグメントコイル群
B 第2セグメントコイル群
C 第3セグメントコイル群
D 第4セグメントコイル群
TS スロット
E 捻り円環
EN 円環溝
50a,50b アース電極(一対の電極部材)
【特許請求の範囲】
【請求項1】
一対の直線部と連結部によりU字形状に構成されるセグメントコイルを、ステータコアのスロット内に挿入する挿入工程と、前記連結部の配置側とは反対側に突出している一対の前記直線部の先端部を、捻り円環の円環溝に係合させて、前記捻り円環を回転させることにより、径方向の外周側または内周側から奇数番目に位置する前記先端部を一方向に捻り、偶数番目に位置する前記先端部を、前記一方向と反対方向に捻って成形を行う捻り工程と、前記一方向に捻られた先端部と、前記反対方向に捻られた先端部とを溶接する溶接工程と、を有するステータ製造方法において、
前記捻り工程では、前記直線部を捻って前記先端部が成形されていること、及び溶接するときの前記先端部の配置位置として、前記一方向に捻られた先端部と前記反対方向に捻られた先端部とが、円周方向に対し、所定間隔の間隙を介して隣り合う位置に捻り成形されていること、
前記溶接工程では、溶接電源から給電可能な一対の電極部材により、前記一方向に捻られた先端部と、前記反対方向に捻られた先端部とを、互いに近接する向きに挟持し、前記間隙が小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接すること、
を特徴とするステータ製造方法。
【請求項2】
請求項1に記載するステータ製造方法において、
前記溶接工程では、前記直線部の端子として、前記先端部を含むスロット内導線を、前記一対の電極部材による挟持で倒すことにより、前記一方向に捻られた先端部と、前記反対方向に捻られた先端部とを、互いに傾けて接触させることを特徴とするステータ製造方法。
【請求項1】
一対の直線部と連結部によりU字形状に構成されるセグメントコイルを、ステータコアのスロット内に挿入する挿入工程と、前記連結部の配置側とは反対側に突出している一対の前記直線部の先端部を、捻り円環の円環溝に係合させて、前記捻り円環を回転させることにより、径方向の外周側または内周側から奇数番目に位置する前記先端部を一方向に捻り、偶数番目に位置する前記先端部を、前記一方向と反対方向に捻って成形を行う捻り工程と、前記一方向に捻られた先端部と、前記反対方向に捻られた先端部とを溶接する溶接工程と、を有するステータ製造方法において、
前記捻り工程では、前記直線部を捻って前記先端部が成形されていること、及び溶接するときの前記先端部の配置位置として、前記一方向に捻られた先端部と前記反対方向に捻られた先端部とが、円周方向に対し、所定間隔の間隙を介して隣り合う位置に捻り成形されていること、
前記溶接工程では、溶接電源から給電可能な一対の電極部材により、前記一方向に捻られた先端部と、前記反対方向に捻られた先端部とを、互いに近接する向きに挟持し、前記間隙が小さくなるよう弾性変形させて、互いに接触し合った状態にして溶接すること、
を特徴とするステータ製造方法。
【請求項2】
請求項1に記載するステータ製造方法において、
前記溶接工程では、前記直線部の端子として、前記先端部を含むスロット内導線を、前記一対の電極部材による挟持で倒すことにより、前記一方向に捻られた先端部と、前記反対方向に捻られた先端部とを、互いに傾けて接触させることを特徴とするステータ製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】

【図6】

【図7】
【図8】
【図9】
【図10】

【図11】
【図12】

【図13】
【図14】
【図15】
【図16】
【図17】
【図18】

【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】

【図26】

【図27】
【図28】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【公開番号】特開2012−257391(P2012−257391A)
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2011−128931(P2011−128931)
【出願日】平成23年6月9日(2011.6.9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成23年6月9日(2011.6.9)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]