
Fターム[4E081YY12]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(特定物品の溶接) (206) | 治具、周辺機器 (107) | 当て材、裏当て (31)
Fターム[4E081YY12]に分類される特許
1 - 20 / 31
タービンロータ及びタービンロータの製造方法
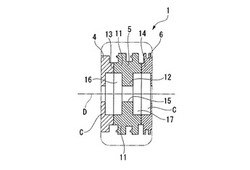
【課題】複数のロータセグメントからなるタービンロータにおいて、溶接継手部の裏側の処理が容易に実施できるタービンロータ。
【解決手段】複数のロータセグメント4,5,6が軸線D方向に互いに接合してなるタービンロータ1であって、ロータセグメント4,5,6は、軸線を中心とした円筒状をなし、軸線方向の端部が隣り合うロータセグメント同士で互いに溶接される溶接端面13,14とされた外筒部11と、外筒部の内周面から径方向内側に張り出すように形成され、軸線Dを中心とする孔部15を一体形状にて有する円板部12とを有するタービンロータ1。
(もっと読む)
ノズルアダプタの取り付け方法及びノズルアダプタ

【課題】作業性が良く、溶接による変形を防止して高い位置精度で取り付け可能なノズルアダプタの取り付け方法及びノズルアダプタの提供。
【解決手段】ノズル10に管形状のノズルアダプタ20を完全溶け込み溶接によって取り付けるノズルアダプタ20の取り付け方法であって、上記完全溶け込み溶接の際に内周面側の裏当てとなり、且つ、ノズル10の端部10aの内径d2よりも大きい外径d1を有する裏当て部23が、上記管形状の端部20aに一体で形成されているノズルアダプタ20を冷却し、裏当て部23をノズル10の端部10aに挿入して冷やしばめする冷やしばめ工程と、上記冷やしばめ工程の後、ノズル10の端部10aとノズルアダプタ20の端部20aとを外周面側から上記完全溶け込み溶接する溶接工程と、を有するという手法を採用する。
(もっと読む)
サブマージアーク溶接装置
【課題】立向きサブマージアーク溶接装置において、耐熱布と対象部の表面との間に形成される隙間からフラックスが漏れ出すことを抑止する。
【解決手段】溶接トーチ2の下方に配置される耐熱布4と、耐熱布4を対象部Xに対して押圧する押圧部6と、押圧部6と対象部Xとの間に形成される隙間を埋める隙間充填部材5とを備える。
(もっと読む)
異材継手ならびに異材継手を用いた構造物およびその製造方法
【課題】従来と比較して長尺化可能な異材継手ならびにこの異材継手を用いた構造物およびその製造方法を提供する。
【解決手段】複数個の継手セグメント44を、長尺方向に連設して異材継手50を形成する。継手セグメント44は、第1部材51、中間部材55および第2部材54が爆発圧接により接合されて一体化されたものである。継手セグメント44の他のセグメント44と接合される接合端面には、第1部材51の端面と第2部材54の端面とを積層方向へ空間的に隔てる溝62(凹部)が設けられている。異材継手50の隣り合う継手セグメント44,44は、第1部材51の端面同士が溶接により接合され、第2部材54の端面同士が溶接により接合されている。
(もっと読む)
溶接方法、溶接装置及び鋼床版
【課題】応力集中を回避する裏波ビードを形成することのできる溶接方法を提供することを目的とする。
【解決手段】当て金1をU字状リブ20の長手方向yの全長をn等分した長さにし、U字状リブ20の長手方向yにn個の当て金1を配置する。そして、領域1を溶接する場合には、この領域1に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印1で示すように押し付ける。領域1の溶接が終了すると、次に領域2の溶接が行なわれる。そうすると、領域2に対応して配置される当て金1をU字状リブ20に向けて、白抜き矢印2で示すように押し付ける。領域1から領域2に溶接が移行すると、領域1における当て金1の押し付けは解除される。以上の手順が領域nの溶接が終了するまで繰り返されることで、U字状リブ20のデッキプレート10への溶接を完了する。
(もっと読む)
溶接方法
【課題】円筒部材への品質要求を満たしつつ、連結部材により円筒部材同士を簡単に仮接合することができる溶接方法を提供する。
【解決手段】第1材料からなる第3円筒部材9と第4円筒部材10とを軸方向に突き合わせて形成される開先部K5を挟んで、第3円筒部材9および第4円筒部材10に、第1材料からなる溶加材を用いて肉盛溶接を行うことにより、第3円筒部材9および第4円筒部材10に第1肉盛部21および第2肉盛部22を形成する肉盛溶接工程と、連結板35の一方の端部と第1肉盛部21とを、第2材料からなる第1当て板25を介して接合すると共に、連結板35の他方の端部と第2肉盛部22とを、第2材料からなる第2当て板26を介して接合することで、連結板35を第3円筒部材9および第4円筒部材10に仮接合する連結板接合工程と、を備えた。
(もっと読む)
シェルター内殻ユニットの溶接接合方法と溶接接合構造
【課題】
作業性と経済性を確保しながら、高い耐久性と完全な防湿防水性、電磁シールド性を確保することのできるシェルター内殻ユニットの溶接接合方法と溶接接合構造を提供する。
【解決手段】
金属板1からなる水平方向筒状体であるシェルター内殻ユニット2a、2bの溶接接合方法および溶接接合構造であって、当該溶接接合方法および溶接接合構造は、シェルター内殻ユニット2a、2bの接合部3をユニットの外側から溶接する外側溶接部8とユニットの内側から溶接する内側溶接部9とに分けて溶接し、且つ、外側溶接部8と内側溶接部9の端部同士を溶接して一体化し、ユニットの接合部3の溶接を途切れない環状に形成して接合する。
(もっと読む)
溶接方法及び溶接装置
【課題】U字状リブの外側の片面からすみ肉溶接を行った場合でも、U字状リブの内側に形成される裏波ビードが応力集中を回避する形状とする。
【解決手段】デッキプレート10と縦板を構成するU字状リブのフランジ24の突合せ部を溶接する方法に関する。フランジ24のデッキプレート10に当接する縁部をフランジ24の一方の側(外側)から溶接することで、縁部を貫通してフランジ24の他方の側(内側)に裏波ビードを形成する。その際に、フランジ24の内側であって、フランジ24の外側から溶接している領域に対応する領域に、当て金1をデッキプレート10とフランジ24に当接するように配置する。当て金1は、裏波ビードに対応する領域に面取りCが施されている。
(もっと読む)
角柱鋼管の接合方法
【課題】角柱鋼管の内孔に溶接される裏当金具の溶接位置を線引きにて行うことの煩わしさ、更には作業者の目測に頼ることなく、角柱鋼管の切口から一定長さに突出させて溶接し、その突出長さのバラ付による溶融材の量変化に伴う、溶接不良等の課題を解決する。
【解決手段】上下角柱鋼管間に金属性の巾広中敷板3を介在させて3者一体に溶接接合する角柱鋼管の接合方法において、一方角柱鋼管の内孔側面に沿わせると共に、該一方角柱鋼管の内孔切口端面より上端が少許突出する様、裏当金具4をホルダー5にて保持し、次に該裏当金具の下端を前記一方角柱鋼管の内孔側面に溶接した後前記ホルダーを取外し、更に中敷板を前記裏当金具の突出上端に載置させて該中敷板と一方角柱鋼管の内孔切口端面との空間、並びに該中敷板に載置した前記上下角柱鋼管の他方角柱鋼管を夫々溶接したことを特徴とした角柱鋼管の接合方法。
(もっと読む)
横向ガスシールドアーク溶接方法
【課題】 ビルの建築等に使用されるボックス柱同士の突合せやコラムの端部とダイアフラムの横向多層盛溶接を、良好な作業環境下で高能率に、かつ高品質な溶接部を得ることができる横向ガスシールドアーク溶接方法を提供する。
【解決手段】 四角柱状構造物の開先部を横向姿勢で多層盛溶接するガスシールドアーク溶接方法において、四角柱状構造物の開先部は裏当金付き開先で、ルート間隔が2〜5mm、開先角度が25〜35°のレ型またはV型開先とし、各角部開先内に板厚2〜6mmの鋼製タブを取付け、該鋼製タブの溶接する開先部の裏面側に接するように銅製の冷却部材を設けて溶接することを特徴とする横向ガスシールドアーク溶接方法。
(もっと読む)
筒状鋼材端部接合金具及びその接合構造
【課題】筒状鋼材の端部に接合金具の固定継合板を嵌入し、筒状鋼材の内周面と固定継合板の外周廻り外面との間の隅肉溶接により固定することになり、筒状鋼材の内周面形状に略合致する形状に形成され、突出継合板に筒状鋼材の端部内方位置への嵌入を許容する嵌入面及び筒状鋼材の端面に当接して嵌入位置を定める位置決め面からなる切欠段部が形成されているから、接合作業の効率化を図ることができる。
【解決手段】筒状鋼材Wの端部に溶接固定される固定継合板1及び固定継合板の外方板面に直交状に突出形成されて接合部材Sに接合される突出継合板2からなり、固定継合板は筒状鋼材の内周面形状に略合致する形状に形成され、突出継合板に筒状鋼材の端部内方位置への嵌入を許容する嵌入面3a及び筒状鋼材の端面に当接して嵌入位置を定める位置決め面3bからなる切欠段部3が形成されている。
(もっと読む)
コラム用裏当金
【課題】本発明は、コラムへの取り付けが簡単で、裏当金本体の形状を変形させて組立て精度を高めることができ、特に溶接欠陥の原因であるコラムR形状部分と裏当金R形状部分との隙間を小さくする調整ができる利点を持ち、かつ本溶接時に十分な裏当金の板厚を確保して裏当金R形状部分内で溶融金属の抜け落ちが発生しにくい裏当金を提供することである。
【解決手段】コラム用裏当金において、本体が帯状の金属板を折り曲げて一つ若しくは同形状の二つの部材からなる矩形枠状に形成され、二つの裏当金R形状部分に挟まれた裏当金平面部分のうち少なくとも一箇所に、対面対角状態に位置し互いの最短距離よりもそれぞれが深く形成された一対の溝が形成されている。
(もっと読む)
溶接装置及びこれを用いた溶接方法
【課題】開先上部にスペースがない場合であっても、溶接トーチを開先に対して上向きにして溶接し、さらに複数層の溶接接合を効率よく実現することができ、どのような板厚であっても確実に溶接することができる溶接装置及びこれを用いた溶接方法を提供する。
【解決手段】2枚の被溶接板1を開先溶接する溶接装置において、前記被溶接板1間の開先2と同程度の幅を有して前記開先2内に挿入可能であり、かつ前記開先2に沿って相対的にスライド可能な裏当材4と、前記開先2内に溶融金属を供給する溶接トーチ5とを備えた。
(もっと読む)
溶接裏当て用鋼板
【課題】突き合わせ溶接において、コラム等部材と溶接用裏当て金との高い密着性を容易に実現でき、良好な溶接結果を得ることのできる溶接裏当て金を提供する。
【解決手段】コラムを用いた突き合わせ溶接に用いられる裏当て金であって、コラムの隅コーナー部の内曲面に沿って湾曲されるべき部分に並列に配置された一群の溝10が形成されており、かつ裏当て金の外面にはルートギャップ確保のための一群の突起12を有しており、当該突起の高さが裏当て金使用時に直線となるべき部分では1.0〜1.1mmに形成され、湾曲されるべき部分では1.5〜1.6mmに形成されていることにより目的を達する。
(もっと読む)
異幅母材のための溶接方法
【課題】エンドタブを用いて形成される溶接止端部には、柱母材底面先端部および梁母材開先側面止端部の双方に直角な隅角部が形成されており、アンダカット等の欠陥が生じやすい。
【解決手段】溶接使用面16が、この溶接使用面16と段差面18の交線(β軸)を中心軸にして、溶接非使用面14に平行な面から所定の角度でエンドタブの内側に面回転(β°)された位置に設けられ、当該段差面18の幅(d)を下部(初層部)から上部(表層部)まで実質的に同一にした溶接用セラミックエンドタブ。
(もっと読む)
溶接用裏当て材とその製造方法
【課題】 ルート間隔の確保が容易で、かつ溶接不良が起こらない溶接用裏当て材を提供する。
【解決手段】 溶接用裏当て材1の板面12には、垂直面3を有する突起2が所定間隔で設けられる。溶接用裏当て材1は、幅方向一端面4がコラム28の側面6に当接され、突起2の垂直面3に、H形鋼14の端部に形成したルート面7が当接される。これにより、適正なルート間隔Xが確保される。開先隙間10において、溶接がなされるが、溶接時には突起2が溶け込むことになる。また、溶接用裏当て材1の幅方向略中央に形成した凹溝5に、溶接時にガスが逃げるので、ガスの残留による溶接不良が防止される。
(もっと読む)
金属平板に対する垂直鉄筋の接合方法、接合構造、接合装置並びに金属製円弧板
【課題】金属平板上に垂直鉄筋を良好な精度で位置決めや直角だしができ、短時間で確実に接合し接合強度の高い接合を実現し得る金属平板に対する垂直鉄筋の接合方法、ならびに接合構造を提供する。
【解決手段】金属平板82上に垂直状に鉄筋12を配置させて接合させる。その際、鉄筋を垂直に接合させる金属平板上の該接合箇所に金属製円弧板14を、その湾曲内面を接合箇所に対向させるように位置合わせして配置させる。金属製円弧板は金属平板に仮付け溶接される。垂直鉄筋の下部を金属製円弧板の湾曲内側に挿入して垂直鉄筋の下端を金属平板から所要高さ位置に浮かせた状態で保持しつつ本溶接により垂直鉄筋の下端と金属平板との空隙部分にビードを充填して生成させ、接合部を形成させる。
(もっと読む)
円周溶接用内治具装置及びこれを用いた円周溶接方法
【課題】 密閉型のドラム缶等を外方から円周溶接する際に、余分な熱を吸収して溶接による溶接部の熱歪を抑制し、又、ビードの溶け落ちや穴あき等を防止する。
【解決手段】 一端が注入口aを有する蓋体Waにより閉塞された胴体Wbの他端に蓋体Wcを突き合せてその突合せ部を外方から円周溶接する際に用いる円周溶接用内治具装置であり、円周溶接用内治具装置は、胴体Wb内に着脱自在に装着される内張り治具11と、内張り治具11に支持され、胴体Wbと蓋体Wcの突合せ部の内周面に面接触状態で圧接して突合せ部の内周面側にシールドガスを流す環状の裏当て治具12と、先端が裏当て治具12に連結され、基端が注入口aから引き出された索条13とから成り、前記裏当て治具12を、溶接時に胴体Wbと蓋体Wcの突合せ部を内方から保持する環状に保持される環状形態と、溶接終了後に略直線状になって蓋体Waの注入口aから取り出される棒状形態とに亘って変形可能に構成する。
(もっと読む)
筒体壁面の貫通孔製造方法及び筒体構造
【課題】円筒部材の壁面に加工バリを残さないで貫通孔を穿設する作業を、熟練者に依存することなく容易かつ確実に実施できる筒体壁面の貫通孔製造方法を提供する。
【解決手段】筒体2の壁面に工具11を貫通させて穿設した貫通孔2a,2bの内壁面側に加工バリを生じさせない筒体壁面の貫通孔製造方法であり、筒体2の軸線5と直交または略直交するように筒体2の外側から工具11を貫通させて筒体壁面に一または複数対の貫通孔2a,2bを穿設する穴あけ工程と、筒体2より熱伝導性のよい素材の溶接治具12を用い、工具11が筒体2の外壁面側から内壁面側に貫通して穿設された貫通孔2aを溶接により塞ぐ溶接工程とを具備し、工具11が筒体2の内壁面側から外壁面側へ貫通して穿設された貫通孔2bをノズル孔3として残す。
(もっと読む)
鉄筋の突合せ溶接方法及び溶接継手の超音波探傷検査方法
【課題】鉄筋と裏当て材の位置関係に影響されることなく、超音波探傷検査にて探触子が溶接継手に接近できる鉄筋の突合せ溶接方法を提供する。
【解決手段】サイズが異なる2本の鉄筋71,75が、帯状の鋼板を略U字形に湾曲させた裏当て材61を用いて、突合せ溶接される。まず、鉄筋71,75の中心軸A及びBが平行に位置し、鉄筋71,75の開先間の距離が所定のルート間隔となるように調整が行われる。次に、鉄筋71,75の中心軸A及びBが略同一線上に位置するように調整が行われる。次に、裏当て材61が仮付けされる。裏当て材61は、鉄筋71,75の開先間の空間を囲うと共に、その底部が大きいサイズの鉄筋71から小さいサイズの鉄筋75に向かって傾くように、鉄筋71,75の側面と当接する。そして、鉄筋71,75の開先間が本溶接されて、鉄筋71、75間に溶接継手93が形成される。
(もっと読む)
1 - 20 / 31
[ Back to top ]