
Fターム[4F072AB10]の内容
強化プラスチック材料 (49,419) | 繊維状物質一般 (9,726) | 繊維状物質の材質 (5,762) | 無機繊維(←アスベスト) (3,619) | 炭素繊維 (1,298)
Fターム[4F072AB10]に分類される特許
181 - 200 / 1,298
繊維強化熱可塑性樹脂成形品とその製造方法
【課題】接合部が十分に接合した繊維強化熱可塑性樹脂成形品と、その製造方法を提供する。
【解決手段】複数の部材が接合部で接合された繊維強化熱可塑性樹脂成形品10であって、各接合部が、被接合面22a,32aを含む内側繊維強化樹脂層24,34と、前記内側繊維強化樹脂層24,34の外側に設けられた外側繊維強化樹脂層23,33とからなり、前記外側繊維強化樹脂層23、33は、少なくとも1層以上からなり、そのうちの少なくとも1層の強化繊維は、前記内側繊維強化樹脂層24、34の強化繊維よりも数平均の繊維長が長い。
(もっと読む)
エポキシ樹脂組成物、プリプレグおよびそれらの硬化物
【課題】メソゲン基を含有する特定のエポキシ樹脂と高い熱伝導率の窒化ホウ素、窒化アルミナ、窒化ケイ素などの窒化系無機充填材などを組み合わせることにより、その硬化物が高い熱伝導性、優れた耐熱性を有するエポキシ樹脂組成物を提供。
【解決手段】特定の化合物とヒドロキシベンズアルデヒド類との反応によって得られるフェノール樹脂とエピハロヒドリンを反応させて得られるエポキシ樹脂(A)、硬化剤としてアミノ基を少なくとも2つ有するアミン系化合物(B)を含有してなるエポキシ樹脂組成物。
(もっと読む)
エポキシ樹脂組成物、プリプレグおよびそれらの硬化物
【課題】耐熱性及び高い熱伝導率を有する硬化物の得られるエポキシ樹脂組成物を提供する。
【解決手段】(a)下記式(3)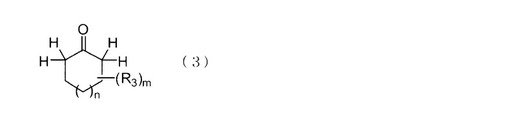
で表される化合物の一種以上とヒドロキシベンズアルデヒドとの反応によって得られるヒドロキシル化物に、エピハロヒドリンを反応させて得られるエポキシ樹脂、(b)カテコールノボラック、レゾルシンノボラック、ハイドロキノンノボラック、ナフタレンジオール、トリフェニルメタン型フェノール樹脂、ビフェノール及びジヒドロキシフェニルエーテルからなる群から選ばれる1種以上の硬化剤及び(c)熱伝導率20W/m・K以上の無機充填材を含有してなるエポキシ樹脂組成物。
(もっと読む)
エポキシ樹脂組成物、プリプレグおよびそれらの硬化物
【課題】全ハロゲン量が少なく、その硬化物が特に高い熱伝導性を有する、新規なエポキシ樹脂を提供する。
【解決手段】特定のシクロアルカノン類の一種以上とヒドロキシベンズアルデヒド類との反応によって得られるフェノール樹脂とエピハロヒドリンとを反応させて得られ、全ハロゲン量が1600ppm以下である下記式(2)で表されるエポキシ樹脂。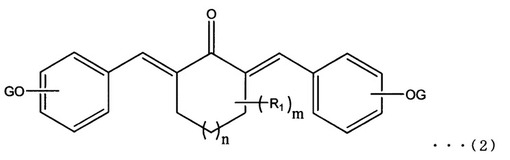 (もっと読む)
(もっと読む)
炭素繊維強化ポリプロピレン樹脂成形品
【課題】難燃性や成形性が良好で、ポリプロピレン樹脂と炭素繊維との界面接着性が良く力学特性に優れた炭素繊維強化ポリプロピレン樹脂成形品を提供すること。
【解決手段】(A)ポリプロピレン樹脂40〜94.5重量%、(B)炭素繊維5〜40重量%、および(C)難燃剤0.5〜20重量%を含んでなる炭素繊維強化ポリプロピレン樹脂成形品であり、成形品中において(B)炭素繊維が屈曲して存在していることを特徴とする炭素繊維強化ポリプロピレン樹脂成形品。
(もっと読む)
繊維強化樹脂ペレット
【課題】本発明は、機械的特性、流動性等に優れ、特に曲げ弾性率、生産性に優れた繊維強化樹脂ペレットを提供することをその課題とするものである。
【解決手段】熱可塑性樹脂(A)、重量平均繊維長が0.1〜0.5mmの短繊維状充填材(B1)および繊維長が3〜30mmの長繊維状充填材(B2)を配合してなる繊維強化樹脂組成物からなる繊維強化樹脂ペレットであって、長繊維状充填材(B2)の全てがペレットと同じ長さで配列していることを特徴とする繊維強化樹脂ペレット。
(もっと読む)
圧力容器の製造方法

【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】FRP層を形成するプリプレグ70として断面が菱形のものを用い、該プリプレグ70の一の角をライナ20の内周側に向けた状態で当該プリプレグをライナ20の外周に巻回する。ライナ20の内周側に向けられるプリプレグ70の一の角が鈍角であることが好ましい。
(もっと読む)
繊維強化プラスチック平板およびその製造方法
【課題】強化繊維として、例えば長さ1インチ程度のガラス繊維等のように平板厚みよりも長い長繊維を含有するSMCまたはBMCによる繊維強化プラスチック平板において、強度を維持しつつ平板の反りを低減することができる繊維強化プラスチック平板およびその製造方法を提供すること。
【解決手段】シートモールディングコンパウンド(SMC)またはバルクモールディングコンパウンド(BMC)による成型品である繊維強化プラスチック平板において、前記成型品の平板厚みよりも全長が長い長繊維と、この平板厚みよりも全長が短い短繊維および/または放射状針状結晶とを含有することを特徴としている。
(もっと読む)
プリプレグ
【課題】プリプレグを積層させて成形品を製造する際に、層間にエアがトラップされてボイドを生じることがなく、取り扱い性にも優れ、いかなる複雑な形状の成形品をも製造可能であるプリプレグを提供する。
【解決手段】強化繊維シートにマトリックス樹脂が含浸されてなるプリプレグであって、当該プリプレグは、内部に連続する樹脂層が存在し、少なくとも片側表面は、実質的に含浸樹脂が存在する樹脂含浸部分と、実質的に含浸樹脂が存在しない繊維部分とにより構成されている。
(もっと読む)
炭素繊維巻きテープとその製造方法
【課題】作業性が向上した、円筒状芯材に炭素テープが巻き付けられた炭素繊維巻きテープと、その製造方法を提供する。
【解決手段】炭素繊維とオレフィン系樹脂を含む複合体からなる炭素繊維テープが、円筒状芯材に巻き付けられた炭素繊維巻きテープであって、式(I)から求められる炭素繊維テープの幅(W)が5〜100mmの範囲であり、前記幅(W)が5〜100mmの範囲の炭素繊維テープが巻き付けられた円筒状芯材の最小直径(D)が、式(II)から求められるものである炭素繊維巻きテープ。0.2×10-3×N≦W≦2.0×10-3×N(I)(式(I)中、Nは、炭素繊維テープを構成する炭素繊維の本数で、前記幅(W)を5〜100mmの範囲にすることができる本数である。)4.5×F×t≦D(II)(式(II)中、Fは炭素繊維量で、20〜60質量%の範囲であり、tは炭素繊維テープの厚みで、0.1〜1.0mmの範囲である。)
(もっと読む)
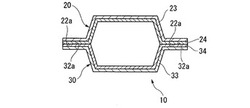
複合材組成物
【課題】未硬化複合材組成物、硬化複合材料及び硬化複合材料の製造方法を提供する。
【解決手段】未硬化複合材組成物は未硬化樹脂及び三軸ブレイド10を含有する。三軸ブレイドは、長手方向軸11を有し、長手方向軸に対して第1バイアス角度22で第1バイアス方向21に延在する第1バイアス繊維20、長手方向軸に対して第2バイアス角度32で第2バイアス方向31に延在する第2バイアス繊維30及び長手方向軸に平行な方向に延在する軸繊維14を含み、第1バイアス繊維、第2バイアス繊維及び軸繊維のトウサイズが実質的に同じであり、トウサイズが約1k〜約11kの範囲である。
(もっと読む)
炭素繊維強化樹脂複合材及びその製造方法
【課題】軽量で、高強度であり、伝熱異方性及び保温性に富み、金属光沢を有する炭素繊維強化樹脂複合材及び炭素繊維強化樹脂複合材の製造方法の提供。
【解決手段】少なくとも1層の炭素繊維強化樹脂層と、少なくとも1層の断熱層とを積層した炭素繊維強化樹脂複合材であって、前記断熱層が、単一の素材で平均表面粗さRaが0.3μm以下であるボイド含有糸からなる炭素繊維強化樹脂複合材である。前記断熱層が、ボイド含有糸の不織布、ニット、クロスなどであることが好ましい。
(もっと読む)
フェノール樹脂、オキサゾリン及びエポキシドをベースとするプレポリマーの連続的な製造方法
【課題】ケトン中での良好な溶解性と、100℃を下回る融点とを特徴とする、フェノール樹脂をベースとするプレポリマーを提供する。
【解決手段】フェノール樹脂、オキサゾリン成分及びエポキシドをベースとするプレポリマーを、触媒の存在下で押出機を使用して連続的に製造する方法において、フェノール樹脂及びオキサゾリン成分を物質流Aで、触媒としての三フッ化ホウ素もしくは三塩化アルミニウムのルイス付加物又はアリールスルホン酸もしくはアルキルスルホン酸又は潜伏性アリールスルホン酸もしくは潜伏性アルキルスルホン酸を物質流Bで、エポキシドを物質流Cで、押出機へと供給し、前記物質流Aの入口は押出方向に見て物質流Cの入口の前にあり、120〜200℃の反応温度及び押出機中での前記出発物質の滞留時間3秒〜15分で十分に混和し、押出機の生成物排出物を45℃未満の温度へと30〜60秒の間に冷却する。
(もっと読む)
繊維強化複合材、繊維強化複合材の製造方法及び強化繊維基材
【課題】接着剤、熱融着剤等を用いずに、強化繊維基材を構成する織物と層間靭性強化材としての熱可塑性樹脂部との一体化を充分に確保することができ、強度及び耐衝撃性に優れた繊維強化複合材を提供する。
【解決手段】繊維強化複合材11は、表面に電界紡糸法により熱可塑性樹脂を付着させて形成された熱可塑性樹脂部12を有する織物13が積層された強化繊維基材14と、熱硬化性樹脂製のマトリックス樹脂とからなる。熱可塑性樹脂部12は、ナノファイバーからなる不織布であり、織物13の表面全体にわたってほぼ均一に付着されている。熱可塑性樹脂としては融点がマトリックス樹脂を構成する熱硬化性樹脂の熱硬化温度より高い樹脂が使用される。
(もっと読む)
炭素繊維基材及び炭素繊維強化プラスチック
【課題】CFRPの層間の剥離強さ(層間剪断強さ)を向上させることのできる炭素繊維基材、及びCFRPを提供すること。その上で、望ましくは、構成する炭素繊維マルチフィラメント糸の所望の強度を維持することのできる炭素繊維基材、及び所望の強度を維持することのできるCFRPを提供すること。
【解決手段】炭素繊維強化プラスチック用の炭素繊維基材であって炭素繊維マルチフィラメント糸で形成されている炭素繊維基材において、積層面に炭素繊維マルチフィラメント糸の一部のフィラメントを切断して得られた毛羽を有することを特徴とする。積層面における平均毛羽長さは、1mm以上であり、積層面における毛羽密度に平均毛羽長さを乗じて得られる総毛羽長さは、20〜200cm/cm2であることを特徴とする。積層面における平均毛羽長さは、2.5mm以下であることを特徴とする。
(もっと読む)
強化繊維シートUV補強工法およびUV重合反応型複合繊維樹脂
【課題】コンクリート剥落等の補修・補強方法としては、連続繊維シート補強工法が知られるが、常温硬化樹脂に硬化剤を用いる樹脂硬化法常態であれば、樹脂接着塗布・繊維シート重ね貼り・硬化養生期間等の施工時間・施工手順に工数多く、またアミン等硬化剤使用も避けられないという課題があっため、これを短期間に簡単に行う工法を提供する。
【解決手段】橋脚1や桁2のひび割れや剥落箇所において、常温硬化樹脂と硬化剤を用いる従来の樹脂硬化法に代わって、UV重合反応型樹脂のみを使い、それを単に数秒間UVに当てるだけで、瞬間硬化する強化繊維シートUV補強工法。
(もっと読む)
炭素長繊維強化複合材料
【課題】強度と靭性が飛躍的に高い構造材用複合材を提供する。
【解決手段】重量平均長さが15mm以上の炭素長繊維(A)100質量部に対して、メルトフローレートが35〜150dg/minで、樹脂部分の赤外吸収スペルトル測定において、840cm−1の吸光度面積に対して、1790cm−1と1710cm−1の吸光度面積の和の比(酸変性度)が0.1〜1.2であり、プロピレン以外のα―オレフィン成分を含有し、かつ示差走査熱量計による融点が155〜170℃であるポリプロピレンブロック共重合体(B)50〜95質量部からなることを特徴とする炭素長繊維強化複合材料。
(もっと読む)
プリプレグ材の製造方法とその製造装置、および樹脂歯車の製造方法とその製造装置
【課題】効率的で生産性の高い波形形状のプリプレグ材の製造方法とこの製造方法を実現する製造装置、およびこれらの製造方法や製造装置によって製造されたプリプレグ材を使用する樹脂歯車の製造方法とこの製造方法を実現する製造装置を提供する。
【解決手段】プリプレグ材の製造方法と樹脂歯車の製造方法は、第2ピンが第1ピンの径方向外方に配された姿勢でプリプレグ材を配置する配置工程(S1)と、プリプレグを加熱しながら、第2ピンが第1ピンよりも径方向内方に配されるように、少なくとも一方のピンを径方向に稼動させる稼動工程(S2)と、プリプレグ材とマトリックス樹脂を一体成形する成形工程(S3)から構成されている。
(もっと読む)
炭素繊維用サイジング剤、炭素繊維ストランドおよび繊維強化複合材料
【課題】 本発明の目的は、熱可塑性マトリックス樹脂を補強するために用いられる炭素繊維ストランドに対して、熱可塑性マトリックス樹脂との優れた接着性を付与することができる炭素繊維用サイジング剤と、それを用いた炭素繊維ストランド、繊維強化複合材料を提供することにある。
【解決手段】 本発明は、熱可塑性マトリックス樹脂を補強するために用いられる炭素繊維用サイジング剤であって、エポキシ化合物と水酸基含有アミン化合物との反応生成物を必須に含む、炭素繊維用サイジング剤である。
(もっと読む)
プリプレグ及び積層体
【課題】繊維状強化材への樹脂の含浸性に優れたプリプレグ、並びにピール強度及び耐クラック性に優れた積層体を提供すること。
【解決手段】シクロオレフィンモノマー及びメタセシス重合触媒を含む重合性組成物を、有機ポリマーを表面にグラフトしてなる繊維状強化材に含浸させた後、重合してなるプリプレグ、及び前記プリプレグを硬化してなる層を有する積層体。
(もっと読む)
181 - 200 / 1,298
[ Back to top ]