
Fターム[4F201AR20]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 調整制御量(制御の対象) (1,948) | その他の調整制御量 (91)
Fターム[4F201AR20]に分類される特許
41 - 60 / 91
熱可塑性シートを乾燥させる装置および方法
微多孔性熱可塑性シートを乾燥させる装置が記載されている。かかる装置は、少なくとも1種の熱可塑性組成物を含みシートの中にある量の希釈剤を有する多孔性シートを供給するための手段;シートの第1の表面を接触させ乾燥の間にシートを進行方向に搬送するためのローラー;および不活性ガスの流れをシートの第2の表面に方向付けるための少なくとも1つの手段であって、約30°〜約150°の範囲の角度βでこの流れを供給するような位置にある手段;を含む。ここで、βは、ローラーの中心とフィルムがローラーに接触している部分の中点とで形成されるラインと、流れの方向とで形成される角度である。熱可塑性フィルムを乾燥させる関連方法も記載されている。 (もっと読む)
熱可塑性組成物の製造方法及び成形体の製造方法

【課題】植物性材料を多く含有しながら射出性に優れ、機械的特性に優れた成形体が得られる熱可塑性組成物の製造方法及び成形体の製造方法を提供する。
【解決手段】第1装置を用いて、熱可塑性樹脂(PP等)を植物性材料(ケナフ等)と混合して、50〜95質量%の植物性材料が含有された第1混合物を得る工程と、第2装置を用いて、熱可塑性樹脂(PP等)を植物性材料(ケナフ等)と混合して、50〜95質量%の植物性材料が含有されると共に、曲げ弾性率が第1混合物の50〜90%、バーフロー長が1.1〜2.5倍の第2混合物を得る工程と、第1混合物を破砕した第1破砕物と第2混合物を破砕した第2破砕物との混合破砕物を得る第3混合工程と、混合破砕物をペレット化するペレット化工程と、を備える。得られた熱可塑性組成物を射出成形して成形体を得る。
(もっと読む)
ブロー成形用樹脂製プリフォームおよびその製造方法
【課題】首部を熱結晶化させる必要がなく、耐熱性を有していて、透明性を維持した首部を有する樹脂容器を製造する為に用いられるプリフォームを提供する。
【解決手段】ブロー成形により容器を製造するために用いるブロー成形用樹脂製プリフォーム1において、前記プリフォーム1は環状のフランジ部2を有し、前記フランジ部2の上方には、前記フランジ部2の内周端部に接続する首部3が設けられ、前記首部3の上方には、前記首部3の上端に接続するブロー成形予定部4が設けられ、前記プリフォーム1は、前記首部3が配向結晶化されていてブロー成形予定部4は配向結晶化されていない構成を備えている。
(もっと読む)
混練押出機、及びコンパウンドの検査方法
【課題】コンパウンド製造中にフィラーに関係する異常を検知してロットアウト品を低減することが可能な混練押出機、及びコンパウンドの検査方法を提供する。
【解決手段】混練押出機1は、ダイ部5の構成及び構造と、第二ダイ8の下流に設けられる撮影装置10及び画像解析評価装置11とによって、フィラーの凝集有無や分散状況をコンパウンド15の製造開始前、製造終了直前、或いは製造中における任意のタイミング等で評価することができるように構成されている。ダイ部5の第一ダイス7は、コンパウンド用として押し出すことができるように設けられている。第二ダイ8は、検査用として押し出すことができるように設けられている。第二ダイ8から押し出されると、フィルム状樹脂16となる。樹脂送り切替部9は、フィラーを含む溶融樹脂の送り方向を切り替える部分として設けられている。
(もっと読む)
樹脂供給機構
【課題】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂の厚みを均一の厚さで供給する。
【解決手段】樹脂封止装置やプレ成形装置などの圧縮成形装置に対して樹脂110を供給する樹脂供給機構であって、鉛直方向に伸びるシュータ112と、該シュータ112内に位置し樹脂110を拡散するための拡散体と、を備え、該拡散体を、鉛直方向上方に頂部114Pが位置するように配置された円錐コイル状体114で構成する。
(もっと読む)
ゴム材料混練りラインおよびゴム材料混練り方法
【課題】非熟練の作業者であっても、作業ミスや、混練り条件の設定ミス、混練りゴムの取り違え等に起因するゴム材料の不良の発生しないゴム材料混練りラインを提供する。
【解決手段】加硫系以外の薬品を計量する計量工程2と、加硫系以外の薬品の混練りを行う混練り工程3と、加硫系薬品の計量を行う計量工程5と、加硫系薬品の混練りを行う混練り工程7と、を少なくとも含み、前記混練り工程3に引き続き、前記混練り工程7を連続して行うゴム材料混練りラインに係るものである。当該ラインは、前記混練り工程7を開始する前に、前記混練り工程3で混練りされたゴム材料の、少なくともバッチ番号を含む情報と、前記計量工程5にて計量された薬品の該情報を照合し、一致することを確認してから前記混練り工程7を開始することを特徴とする。
(もっと読む)
高周波信号伝送製品用ポリテトラフルオロエチレン絶縁体の製造方法
【課題】1GHz以上の高周波帯域において、誘電正接の小さいポリテトラフルオロエチレン絶縁体を提供する。
【解決手段】ポリテトラフルオロエチレンを含有する原料に、照射線量100Gy〜3000Gyのγ線を照射する工程を含む製造方法により、ポリテトラフルオロエチレン絶縁体を製造する。当該製造方法では、γ線を照射した原料を、所望の形状に加工してポリテトラフルオロエチレン絶縁体を得る工程が行われることが好ましく、前記ポリテトラフルオロエチレン絶縁体を焼成する工程がさらに行われることがより好ましい。
(もっと読む)
プラスチックシートのマイクロ波加熱を制御及び最適化するための方法
熱可塑性材料を加工するための方法(46)であって、熱可塑性材料をマイクロ波加熱装置(40)に選択された供給レートで通過させることを含み、このマイクロ波加熱装置は、マイクロ波エネルギーを共振空洞に供給するためのマイクロ波エミッタ(43)、少なくとも1つの入口と少なくとも1つの出口を含む共振空洞であって、この入口及び出口は集合的に熱可塑性材料を共振空洞に通すための通路(49)を形成する共振空洞、及び、共振空洞の長さを調節するように設定されている可動ピストン(48)を具備し、且つ、共振空洞内で熱可塑性材料をマイクロ波に曝露することを含み、この曝露により熱可塑性材料の少なくとも一部分の温度の上昇がもたらされ、マイクロ波エミッタにより生成された電場を測定すること、並びに、測定された電場に応答して可動ピストンの位置を調節すること、並びに、熱可塑性材料を加工することを含む、方法。 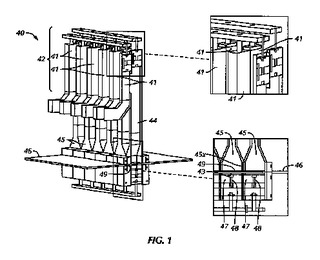 (もっと読む)
(もっと読む)
長繊維強化熱可塑性樹脂成形材料の製造用含浸ダイ
長繊維強化熱可塑性樹脂成形材料の製造方法を提供する。この方法は、プロセスチャンバー14に溶融熱可塑性樹脂を満たすステップと、このプロセスチャンバーの中に少なくとも一本の連続繊維ストランドを送るステップと、溶融熱可塑性樹脂56を含浸させた連続繊維ストランド50を引抜成形するステップと、熱可塑性樹脂を含浸させた少なくとも一本の連続繊維ストランドをペレット60に切断するステップとを含む。また、この方法は、適切な含浸を確保するために、特定な式に従ったペレットの加工を含む。 (もっと読む)
飽和ノルボルネン系樹脂フィルム及びその製造方法
【課題】製造過程において発生するゲル状異物を極力少なくできるので、光学特性に優れた飽和ノルボルネン系樹脂フィルム及びその製造方法を提供する。
【解決手段】第1の押出機24で溶融させた飽和ノルボルネン系樹脂をダイ26からシート状に押し出した後、冷却固化することによりフィルムを製膜する製膜工程部12を備えた方法において、製膜工程部12の前段に、飽和ノルボルネン系樹脂と熱安定剤とを第2の押出機22で混合した混合樹脂をペレット化するペレット工程部10を設け、ペレットを第1の押出機24で溶融すると共に、ペレット工程部10では、第2の押出機22内で飽和ノルボルネン系樹脂が受ける最大剪断速度が4000(1/S)以下であり、且つ飽和ノルボルネン系樹脂が受ける最大温度が200〜260℃の範囲である条件を満たす。
(もっと読む)
ペレット形状のポリエステルの輸送方法および貯蔵方法
【課題】ポリエステルのペレットを気力輸送する際に、ペレットの含水率を増大させることなく簡便な手段で輸送することができるペレット状のポリエステルの輸送方法及び貯蔵方法を提供する。
【解決手段】ペレット形状の脂肪族ポリエステルを圧力気体流と共に輸送配管を介し気力輸送するペレット形状の脂肪族ポリエステルの気力輸送方法であって、気力輸送に用いる気体に含まれる水分量を低減し気体の露点を0℃以下に調整する気体除湿工程と、気体除湿工程において露点が0℃以下に調整された気体を圧縮する気体圧縮工程と、気体圧縮工程において圧縮された圧力気体をペレット形状の脂肪族ポリエステル1トン当たり50Nm3/時間〜600Nm3/時間で輸送配管内に供給する圧力気体供給工程と、圧力気体供給工程において輸送配管に供給された圧力気体流と共にペレット形状の脂肪族ポリエステルを輸送配管を介し気力輸送する輸送工程と、を有することを特徴とするペレット形状の脂肪族ポリエステルの気力輸送方法。
(もっと読む)
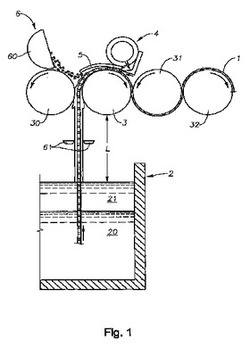
プラスチックグラニュールを製造する装置及び方法
本発明は、本質的に連続的に運搬されるプラスチック質量流を砕いてグラニュール粒子にするグラニュレータを有する、プラスチックグラニュールを製造するための方法及び装置に関し、グラニュレータ(17,40)は、切断ユニット(21,22;32,33,34)を含み、その切断素子は、プラスチックを砕くときにプラスチック質量流の上に係合し、装置(1,31)は、少なくとも1つの振動センサ(24,25;60,61)を含み、それを使用して、装置(1,31)上、グラニュレータ上に起こる振動が検出され得る。
 (もっと読む)
(もっと読む)
材料を処理する方法及び装置
本発明は、収容容器又は切断圧縮器(1)内で、移動され及び/又は回転され、混合され、加熱され、必要に応じて、少なくとも1個の混合部材(12、21)により粉砕される、砕片又は粒の形をした材料を処理する方法及び装置に関する。処理過程において、当該材料の処理及びその後の加工に悪影響を与える好ましくない問題物質が、処理中、収容容器(1)内にある当該材料の高さよりも下、又は、収容容器(1)内で形成される混合渦の当該材料の高さよりも下の領域でガス、特に空気又は不活性ガスを導入することによって、当該材料から除去される。当該ガスは、当該材料の少なくとも一部を貫流させられ、その結果、問題物質で満ちた又は問題物質の濃度が増えたガスが、処理中に、収容容器(1)内に存在する当該材料の高さよりも上、又は混合渦の材料高さよりも上の領域で、収容容器(1)から排出される。 (もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
ポリマー材料
所望の色、および、所望の色に形成されるべきポリマー材料についての他の情報に関し、集中型一致予測システム16の色情報に依存して、第1位置4,6,8,10,12において用いられる顔料調合物の選択により、部品がバージン材料またはポリマー材料から所望の色に製造される。システム16は、データベースおよび関連するソフトウェアを備えるとともに、前記色情報を取り込み、関連する顔料供給システムを用いてどのように色を再現するか予測することができる。装置30は、顧客側などに適宜配置され得る供給ステーション32,34,36,38および40を制御する。供給ステーションは使用される顔料を供給する。 (もっと読む)
樹脂への超音波振動付与装置、この超音波振動付与装置を用いて製造した樹脂組成物
【課題】樹脂ブレンドの混練性,相溶性を向上させ、樹脂に添加した添加剤やフィラーの分散性を向上させる。
【解決手段】溶融した樹脂に、超音波振動を付与する超音波振動付与装置において、超音波振動を前記樹脂に付与する振動子又はこの振動子の振動を前記樹脂に印加する振動伝達部材を有し、前記溶融した樹脂の流れる流路の一部に、前記振動子又は前記振動伝達部材の下面の全部又は一部が臨む印加部20を形成し、かつ、前記振動子又は振動伝達部材の下面201の幅(b)を、前記流路11の幅(d)より広くした。また、前記流路11の幅(d)を、印加部20における流路の幅201(a)の60%〜15%とすることが好ましい。
(もっと読む)
ポリエチレンテレフタレート系樹脂フィルムロール、およびその製造方法
【課題】後加工時の熱処理工程におけるフィルムの通過性がロール全長に亘って良好であり、透明性がきわめて高い上、滑り性、接着性が良好でポリエチレンテレフタレート系樹脂フィルムロールを提供する。
【解決手段】フィルムロールは、実質的に粒子を含有しないフィルム基材の少なくとも片面に、ウレタン樹脂と粒子とを含む塗布液を塗工し、乾燥した後に、少なくとも一方向に延伸して巻き取ることによって得られる。そして、フィルムの巻き終わりからフィルムの巻き始めまでに、略等間隔で合計10個の試料切り出し部を設けたとき、各切り出し部において、左右両端際のHS150がいずれも所定の範囲内の値となり、左右両端際のHS150の差が所定の範囲内の値となるように調整されている。また、左右両端際のHS150の長手方向における変動量が、いずれも所定の範囲内の値となるように調整されている。
(もっと読む)
水溶性重合体含水ゲルの乾燥方法及び水溶性重合体
【課題】ケーキング(凝集)を抑制することにより、乾燥効率が高く、短時間で乾燥を行うことができる水溶性重合体含水ゲルの乾燥方法を実現する。
【解決手段】本発明の水溶性重合体含水ゲルの乾燥方法は、二段乾燥による水溶性重合体含水ゲルの乾燥方法であって、連続式振動乾燥機51を用い、微細化した水溶性重合体含水ゲルを乾燥デッキ上に積載し、該水溶性重合体含水ゲルを4mm以上の振動ストロークで振動させると共に、水溶性重合体含水ゲルに乾燥デッキの下部から熱風を通過させることにより一次乾燥を行なった後に、通気乾燥機52を用いて二次乾燥する。
(もっと読む)
導電性ローラおよびその製造方法
【課題】感光体汚染や通電耐久性の悪化の発生が抑えられ、導電性弾性層の体積固有抵抗のバラツキが抑えられた導電性ローラと、これを安定して得ることのできる導電性ローラ製造方法を提供する。
【解決手段】導電性軸体の外周面上に一層以上の導電性弾性層を有する導電性ローラの製造方法において、ゴム成分と導電性フィラーとを少なくとも含む導電性弾性層形成用材料を混練する混練工程を有し、導電性フィラーはカーボンブラックを含み、混練工程において、「Y=(W×h)×(T×h)/Wt」で表されるYの値が3.0×108以上、3.0×1010以下である。ただし、式(1)において、W×hは混練における積算電力(Wh)を表し、T×hは混練において導電性弾性層形成用材料にかかった積算温度(℃h)を表し、Wtは導電性弾性層形成用材料の全質量(kg)を表す。
(もっと読む)
樹脂成形体及びその製造方法
【課題】自動車用部品や家電製品用部品等の工業材料として有用な剛性及び衝撃強度に優れるプロピレン樹脂成形体及びその製造方法を提供する。
【解決手段】極限粘度が6.0dl/g以上のポリプロピレンを、5質量%〜40質量%含有するプロピレン樹脂を射出成形機等で賦形して成形体前駆体を製造する工程と、前記成形体前駆体を150℃〜170℃で熱処理する工程とを有する製造方法で得られたプロピレン樹脂成形体、及びその製造方法。
(もっと読む)
41 - 60 / 91
[ Back to top ]