
Fターム[4F201BN01]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | コンディショニング (1,184) | 加熱 (226)
Fターム[4F201BN01]の下位に属するFターム
不均一加熱、部分加熱 (3)
結晶化 (26)
加熱手段 (105)
Fターム[4F201BN01]に分類される特許
1 - 20 / 92
加熱装置
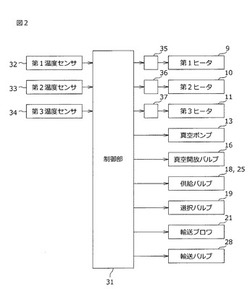
【課題】樹脂材料などの被加熱物の温度を速やかに上昇させることができながら、被加熱物の過熱による不具合の発生を防止できる、加熱装置を提供する。
【解決手段】樹脂材料の温度を第1温度SVよりも高い温度に保持するために、第1ヒータ9、第2ヒータ10および第3ヒータ11の温度が第1温度SVと第1温度SVにアップ温度dSV(n)を加えて設定される第2温度SV+dSV(n)との間で上昇および下降を交互に繰り返すように、ヒータ駆動回路35,36,37が制御される。
(もっと読む)
液状樹脂供給機構、及び当該液状樹脂供給機構が備わった圧縮成形装置

【課題】 糸引き樹脂を適切に処理することによって、高い再現性で一定量の液状樹脂の金型への供給が可能となる新規な液状樹脂供給機構を提供する。
【解決手段】 液状樹脂供給機構1は、ゲートバルブ5が内蔵されたノズル2から液状樹脂200を下方側に向けて吐出し金型の一方の型に液状樹脂200を供給するものであって、ノズル2の外周には下方側のノズル先端に向けてエアを吹き出す外周エア吹き出し口3が配されており、制御回路9からの制御信号によって、ゲートバルブ5を開いて液状樹脂200を吐出し、そして、液状樹脂200の吐出を終了する際にはゲートバルブ5を閉じるとともに、外周エア吹き出し口3から液状樹脂200の液状態を維持する所定温度のエアを吹き出す制御を行なう。
(もっと読む)
エージングボックス
【課題】複数本のロール体をむらなくエージングすることができ、個々のロール体のエージング状態の管理に手間が掛からず、狭い場所でも多数本のロールを設置することができるエージングボックスを提供する。
【解決手段】ラミネーターによって貼り合わされた積層フィルムのロール体2のエージングを行うエージングボックス1であって、ロール体2が搬入される開閉可能な搬入口4が前端側に設けられ、ロール体2が搬出される開閉可能な搬出口5が後端側に設けられ、内部が加熱手段であるヒーターにより加熱される筒状のボックス本体3と、ロール体2の巻芯である紙管7に挿通されロール体2を水平状態で支持するシャフト8と、ボックス本体3の内側面に沿って搬入口4から搬出口5側に向かって低くなるように直線状に設置され、シャフト8の端部を移動可能に案内する案内レール6とを備える。
(もっと読む)
プリフォーム成形機構及びプリフォーム成形方法
【課題】樹脂を打錠プレス(成形機)の所定の位置に配置するまでの間も加熱することでプリフォーム成形のための時間の短縮を可能とする。
【解決手段】樹脂102を導くシュータ114と樹脂102を所定の位置で加熱し成形する打錠プレス118(成形機)とを備えて、被成形品160を圧縮封止する圧縮成形装置150に供給するために、打錠プレス118(成形機)で樹脂102からプリフォーム樹脂104を成形するプリフォーム成形機構100において、シュータ114に導かれる樹脂102が所定の位置に配置されるまでに樹脂102を加熱する下型120(加熱機構)を備える。
(もっと読む)
成形材料およびそれを用いた成形品の製造方法
【課題】成形材料を製造する過程での経済性、生産性を損なうことなく、かつ、射出成形を行う際には強化繊維の成形品中への分散が良好であり、高い力学特性を有する成形品を容易に製造できる成形材料を提供する。
【解決手段】
連続した強化繊維束(A)1〜50重量%と、ポリアリーレンスルフィドプレポリマー(B)0.1〜40重量%からなる複合体に、熱可塑性樹脂(C)10〜98.9重量%が接着されてなる成形材料であって、さらに該複合体が、該成分(B)中の硫黄原子に対し0.001〜20モル%の0価遷移金属化合物(D)または低原子価鉄化合物(E)を含む成形材料、およびそれを用いた成形品の製造方法。
(もっと読む)
ダイナミックミキサー
【課題】熱硬化性樹脂の注入成形のような、シール機構に対して過酷な使用環境においても、長期間に亘ってシール不良トラブルの発生なく、安定して使用可能なダイナミックミキサーを提供する。
【解決手段】ケーシング内に第1、第2の流路形成部材が取り付けられ、第2の流路形成部材の外縁部は第1の外縁部よりも外側に、かつ、ケーシングの一方の端部側に位置しており、1つの流入口はケーシングの一方の端部側に設けられ、他の流入口は第1の流路形成部材の外縁部よりケーシングの他方側に設けられることを特徴とするダイナミックミキサー。
(もっと読む)
半導電性樹脂組成物、成形物品、及び、半導電性樹脂組成物の製造方法
【課題】機械的、光学及び電気特性に優れ、長期間高電圧を印加・放電しても、電気抵抗が著しく低下せず、安定した電気特性が発揮される半導電性樹脂組成物、及び該半導電性樹脂組成物の製造方法を提供すること。
【解決手段】ポリエーテルエーテルケトン(PEEK)100重量部と導電性フィラー5〜25重量部を含有し、ジフェニルスルホン含有量が400ppm以下の半導電性樹脂組成物及び成形物品、並びに、押出機のベント孔(及び、供給孔)から不活性ガスを圧入しながら押出成形するペレット製造工程、及び、PEEKを、有機溶剤により、常温〜溶剤の沸点の範囲で1〜72時間洗浄する溶剤洗浄工程、または、PEEKを、PEEKのガラス転移点以上融点未満で1〜72時間加熱処理する加熱浄化工程、または、前記ペレットを280〜410℃で押出成形する再ペレット操作を1〜20回行う再ペレット化工程を含む半導電性樹脂組成物の製造方法。
(もっと読む)
熱可塑性材料の前処理、再処理、又はリサイクル方法
【課題】高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、又はポリプロピレン(PP)からなるプラスチック材料を、穏やかで効率的かつ経済的な手法で再処理する方法の提供。
【解決手段】プラスチック材料を、少なくとも一つの収容槽又は反応槽において、混合及び粉砕をしながら加熱し、前記プラスチック材料の結晶化、乾燥、及び/又は浄化を行い、前記プラスチック材料の混合、粉砕及び加熱は、鉛直軸の回りを回転でき、少なくとも一つの粉砕又は混合用具を使用し、該粉砕又は混合用具は材料を粉砕及び/又は混合する効果を奏するように働く刃を有し、加熱が機械的エネルギーを与えることにより行われ、前記プラスチック材料が、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、又はポリプロピレン(PP)であり、
前記プラスチック材料の形態が、容器を粉砕してできた部分的に結晶質又は非晶質の粒状物やフレークの形態であり、高密度ポリエチレン(HDPE)の加熱温度が50〜130℃であり、低密度ポリエチレン(LDPE)の加熱温度が50〜110℃であり、ポリプロピレン(PP)の加熱温度が50〜155℃であり、
粉砕又は混合用具の最も外側の刃の周方向速度が1〜35m/s、収容槽又は反応槽における平均滞留時間が10〜100分、かつ150mbar以下で処理が行なわれる、
ことを特徴とする。
(もっと読む)
液化二酸化炭素供給装置及びこれを備えるポリウレタンフォーム製造装置
【課題】液化二酸化炭素を効率良く冷却して気化を防止することができる小型且つ安価な構成の液化二酸化炭素供給装置を提供する。
【解決手段】本装置は、上流側の第1圧力室24及び下流側の第2圧力室25が形成された金属製シリンダ23を有するピストンポンプ式の計量ポンプ11を備え、液化二酸化炭素を供給する液化二酸化炭素供給装置2であって、金属製シリンダ内の第1圧力室を形成する部位を温度調節する温度調節手段(冷却部12)を備える。この冷却手段はペルチェ素子58を有することが好ましい。
(もっと読む)
長繊維強化ポリアミド樹脂組成物の製造方法
【課題】樹脂ペレットの色調、含浸性、長期特性及び成形品外観の全てに優れた長繊維強化ポリアミド樹脂組成物を提供する。
【解決手段】溶融したポリアミド樹脂を強化繊維ロ−ビングに含浸させて得られるストランドをペレタイズして第1の樹脂ペレットを得る第1の工程と、前記第1の樹脂ペレットを前記ポリアミド樹脂の融点以下の温度で加熱し固相重合により高分子量化して第2の樹脂ペレットを得る第2の工程と、を有し、前記ポリアミド樹脂の硫酸相対粘度(ηr)が1.80〜2.40であり、前記第1の樹脂ペレットの末端アミノ基濃度及び末端カルボキシル基濃度が共に50ミリ当量/kg以上であり、前記第2の樹脂ペレットの硫酸相対粘度(ηr)が2.60〜5.00である、長繊維強化ポリアミド樹脂組成物の製造方法。
(もっと読む)
アクリル系樹脂ペレットの製造方法及びフィルムの製造方法
【課題】アクリル系樹脂のような吸湿性の高い樹脂であっても、含水率の低いペレットを効率良く安定的に製造することができる製造方法を実現する。
【解決手段】本発明のアクリル系樹脂ペレットの製造方法は、溶融状態のアクリル系樹脂をペレットに成形する成形工程と、上記成形工程後に、上記ペレットを貯蔵サイロ(5)へ移送する移送工程とを含むアクリル系樹脂ペレットの製造方法であり、上記移送工程におけるペレットの温度を70℃以上に保持する方法である。また、本発明のアクリル樹脂系パッケージ体は、アクリル系樹脂ペレットが、水蒸気透過度が1.0g/m2/24h未満の材料で密閉されており、上記アクリル系樹脂ペレットは、含水量が300ppm未満であり、且つ液中パーティクルカウンターで測定した、直径が2μm以上の異物が500個/g未満である。
(もっと読む)
粒子状ポリマーの製造方法
【課題】均一な大きさのペレット等の粒子状のポリマーの製造方法を提供する。
【解決手段】溶融ポリマーを複数の孔を有するダイヘッド11を通してストランドにし、切断して粒子状ポリマーを製造する際に、ダイヘッド11の出口温度の最高値と最低値との差を5℃の温度範囲内に制御する。制御は、ダイヘッド11を複数の区画に分割し、区画毎に独立して行い、溶融ポリマーは、例えば、ジヒドロキシ化合物と炭酸ジエステルとのエステル交換反応により溶融重縮合して得られるポリカーボネート等が適用できる。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】離型フィルムの消費量を低減でき、且つ粉粒体状樹脂を仮成形する機構を簡略にして樹脂封止装置自体の簡略化と低コスト化が可能となる。
【解決手段】粉粒体状樹脂102を仮成形し、仮成形された樹脂106を用いて被成形品を樹脂封止する樹脂封止装置100であって、粉粒体状樹脂102が載置される離型フィルム116と、粉粒体状樹脂102の離型フィルム側の載置面を加熱して粉粒体状樹脂102の温度を上昇させて軟化させるホットプレート128と、軟化した粉粒体状樹脂102の反離型フィルム側の開放面に当接してホットプレート128とで軟化した粉粒体状樹脂102を挟み込むことで仮成形を行うと共に、粉粒体状樹脂102の開放面の温度を下げる冷却板130と、を備えて、粉粒体状樹脂102を仮成形する。
(もっと読む)
被熱処理炭素長繊維強化樹脂ペレットの製造方法
【課題】炭素繊維強化ポリオレフィン系樹脂の強度等の物性向上のために使用する樹脂ペレットの製造方法を確立する。
【解決手段】2個以上のエポキシ基を有するエポキシ系サイジング剤(s)で表面処理された連続した炭素繊維を引きながら、酸量が、無水マレイン酸換算で、平均で0.05〜0.5重量%であるマレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレン系樹脂(A)を押出機から溶融状態で供給して、マレイン酸変性ポリプロピレン及び/又は無水マレイン酸変性ポリプロピレン系樹脂(A)と炭素繊維の合計中の炭素繊維の重量比率が15重量%以上、50重量%未満となるように、連続した炭素繊維に含浸後、4〜50mmの長さに切断し、炭素長繊維(B)が樹脂中において実質的にその全てがペレットと同じ長さを有し且つ互いに平行な状態で配列している状態にした後、下記(1)〜(3)の条件を満たすように加熱処理することを特徴とする被熱処理炭素長繊維強化樹脂ペレットの製造方法。
(1)加熱処理温度Tが50〜160℃
(2)加熱処理時間tが0.1〜100時間
(3)加熱処理温度T(単位:℃)と加熱処理時間t(単位:時間)の積T×tが、10〜16000(単位:℃・時間)
(もっと読む)
長尺樹脂フィルム処理装置およびロール冷却装置と、ロール冷却方法および長尺樹脂フィルムとロールの冷却方法
【課題】ロール・トゥ・ロール方式における搬送系の制御を複雑にすることなく加熱処理された長尺樹脂フィルムが斜行しない長尺樹脂フィルム処理装置等を提供すること。
【解決手段】巻出軸5に巻回された長尺樹脂フィルム11を上記方式により搬送して巻取軸6に巻取りかつ巻出軸と巻取軸間の搬送路上でフィルム11に対し減圧雰囲気下で加熱処理する装置であって、1組の上流側ロール7b・下流側ロール7c間の搬送路上に加熱手段が設けられ、加熱手段の搬送路下流側に位置する下流側ロール7cにロール冷却装置が付設されると共に、ロール冷却装置が、それぞれ冷却面を有する下側冷却ブロック13aと上側冷却ブロック13bとで構成された冷却装置本体と、冷却装置本体に設けられたフィルム搬入口14aとフィルム排出口14bを具備することを特徴とする。
(もっと読む)
共重合ポリエステルペレットの製造方法と製造装置
【課題】 結晶性を有しているもののガラス転移温度が低く、融点も比較的低い共重合ポリエステルのペレットを、操業性よく生産することができる共重合ポリエステルペレットの製造方法と、この製造方法で使用するのに好適な製造装置を提供する。
【解決手段】 テレフタル酸を主成分とするジカルボン酸成分と、1,6−ヘキサンジオール50モル%以上のジオール成分とからなり、結晶核剤を0.3〜5.0質量%含有し、融点(Tm)が100〜150℃の共重合ポリエステルからなる溶融ポリマーをストランド9状に押し出し、冷却、固化した後、切断してペレット11を製造する。その際、溶融ポリマーを温度が30℃以下の冷却水中にストランド9状に押し出し、冷却した後に切断し、連続的に50〜100℃の温水中で1〜60秒間熱処理する。
(もっと読む)
共重合ポリエステルペレットの製造方法と製造装置
【課題】 水分率の低い非晶性の共重合ポリエステルペレットを操業性よく製造することができる共重合ポリエステルペレットの製造方法と、この製造方法で使用するのに好適な製造装置を提供する。
【解決手段】 主たるジカルボン酸成分がテレフタル酸、主たるジオール成分がエチレングリコールであり、共重合成分としてイソフタル酸を5〜50モル%含有する共重合ポリエステルからなる溶融ポリマーをストランド9状に押し出し、冷却、固化した後、切断してペレット11を製造する。その際、溶融ポリマーを温度が30℃以下の冷却水中にストランド9状に押し出し、冷却した後に切断し、連続的に50〜100℃の温水中で1〜60秒間熱処理し、熱処理後のペレット11の水分率を500ppm以下とする。
(もっと読む)
単軸スクリュープラスチック加工装置において加工可能な表面処理圧縮成形材料の製造方法
本発明は、熱可塑性ポリマーの加工分野に関し、特に本発明は、コンパウンディング段階無しに、熱可塑性ポリマーにおける使用に適した圧縮成形材料を製造する方法であって、a)少なくとも1つの一次粉末材料を準備する段階、b)少なくとも1つの溶融表面処理用ポリマーを準備する段階、c)前記少なくとも1つの一次粉末材料および前記少なくとも1つの溶融表面処理用ポリマーを、円筒型処理室の高速ミキサーユニット中に同時にまたは逐次に供給する段階、d)前記少なくとも1つの一次粉末材料および前記少なくとも1つの溶融表面処理用ポリマーを高速ミキサー中で混合する段階、e)段階d)から得られた混合材料を冷却ユニットに移送する段階を含む方法、および本方法によって得られた圧縮成形材料、および熱可塑性ポリマーにおけるこの使用に関する。 (もっと読む)
溶媒含有ポリカーボネート溶液を脱気する装置および方法
本発明は、溶媒含有ポリカーボネート溶液を脱蔵させる装置および方法に関する。フラッシュ脱蔵剤とベント式押出機を組合せる装置が使用される、本発明に係る装置を用いることにより、揮発性成分の残存量が低いポリカーボネートが、溶媒含有ポリマー溶融体から調製され、該ポリカーボネートは、光学特性(特に黄色度指数)が改良される。  (もっと読む)
(もっと読む)
光素子の樹脂封止成形方法及びこれに用いられる小型透明樹脂タブレット
【課題】発光ダイオードチップ等の光素子を透明樹脂材料にて効率良く封止成形するための樹脂封止成形方法とこの方法に用いられる小型の透明樹脂タブレットを提供する。
【解決手段】透明樹脂材料にて外径Dが17mm以下となる小型の透明樹脂タブレット12を形成すると共に、その長さL方向に所要形状の空隙部120を形成する。空隙部120は、その長さL方向に、外径Dに対して0.25〜0.50倍となる内径φの貫通穴121として、複数個の貫通穴123・124として、貫通穴(122)の断面形状を傾斜面状に形成し、更に、一端部を閉塞した状態の有底孔部125として、両端部を閉塞した状態の中空部126として形成する。小型透明樹脂タブレット12を成形用型の樹脂供給部に供給すると、該小型の透明樹脂タブレットは該樹脂供給部からの受熱効率の向上及び加熱溶融化作用の均等化が図られているため、迅速に且つ効率良く加熱溶融化される。
(もっと読む)
1 - 20 / 92
[ Back to top ]