
Fターム[4F202AB25]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 形状 (277) | 短繊維、ウイスカー (224)
Fターム[4F202AB25]に分類される特許
21 - 40 / 224
リフレクター用樹脂組成物、リフレクター用樹脂フレーム、リフレクター、及び半導体発光装置
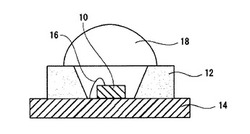
【課題】リフレクターとする際の成形性及び生産性が高く、リフレクターとした場合に優れた耐熱性を発揮し得るリフレクター用樹脂組成物、当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法を提供する。
【解決手段】ポリメチルペンテン樹脂と、白色顔料と、球状溶融シリカ粒子及び/又は異形断面ガラス繊維と、を含むリフレクター用樹脂組成物、及び当該樹脂組成物を用いたリフレクター用樹脂フレーム、リフレクター、半導体発光装置、及び当該樹脂組成物を用いた成形方法である。
(もっと読む)
気密電子部品の製造方法、及び気密電子部品

【課題】電子基板上の気密部を気密する部材に付与された圧縮歪を維持することによって電子部品の気密性を維持でき、且つ工程が簡易である気密電子部品の製造方法、及び、当該方法により製造される気密電子部品を提供すること。
【解決手段】電子基板上の気密域の近傍に第一成形品を配置した後に、第一成形品が配置された電子基板を射出成形用の金型に載置し、型締力により第一成形品に圧縮歪を付与し、次いで、第一成形品の圧縮歪を保持する第二成形品を射出成形により形成することにより、電子基板上の気密域を覆う気密部を形成して、気密電子部品を製造する。
(もっと読む)
発泡成形体の製造方法
【課題】優れた電磁波シールド性を示す発泡成形体の製造方法を提供する。
【解決手段】熱可塑性樹脂及び導電性繊維を含有する導電性樹脂組成物の発泡成形体の製造方法であって、発泡剤を含有する溶融状の導電性樹脂組成物を、金型キャビティ内に、キャビティの容積よりも少ない量で充填する充填工程と、金型キャビティの容積を維持したまま前記溶融状の導電性樹脂組成物を発泡させる発泡工程とを有する。
(もっと読む)
バッテリトレイ
【課題】樹脂を用いて射出成形により形成されるバッテリトレイであって、ウェルド部による成形品の強度低下等の影響を抑制することができるようにする。
【解決手段】電気自動車に装備され、樹脂を用いた射出成形により形成され、駆動用のバッテリを搭載されるバッテリトレイ10であって、長方形状に形成された底面部11eと、底面部11eの外周に立設された周壁部11と、底面部11eの長手方向中間部に短手方向に延在するように立設された横リブ13F,13Rとを備え、射出成形の際に生じるウェルド部が、底面部11e及び周壁部11及び横リブ13F,13Rのうちの高応力部を除く箇所に形成される。
(もっと読む)
樹脂成形体及び樹脂成形体の製造方法
【課題】本発明は、より防音効果の高い樹脂成形体を開発することを目的とした。
【解決手段】繊維補強された熱硬化性樹脂からなる多数の小片が同一若しくは異なる種類の熱硬化性樹脂で固められてなる樹脂成形体1であって、樹脂成形体1の外層3側と内層2側とで前記熱硬化性樹脂と前記小片間の重量比率が相違し、外層3側の外部小片7に対する外部樹脂8の重量比率が内層2側の内部小片5に対する内部樹脂6の重量比率よりも高い構成としている。
(もっと読む)
機能部品の製造方法
【課題】補強層と機能層の界面が制御され、製品の均一性が良好な機能部品製造方法を提供する。
【解決手段】機能層と該機能層の一方の面を裏打ちする補強層とを備えた機能部品の製造方法であって、金型のキャビティ内に、少なくとも機能付与成分と熱硬化性樹脂を含む機能層用材料を充填し、前記金型を閉じて加熱加圧して機能層を一次成形する工程と、前記一次成形した機能層を有する金型のキャビティ内に、少なくとも熱硬化性樹脂を含む補強層用材料を充填して、これらの一方を他方の上に積層する工程、前記金型を閉じて加熱加圧して機能層と補強層を一体成形する工程とを含むことを特徴とする機能部品の製造方法。
(もっと読む)
樹脂成形方法及び樹脂製品
【課題】樹脂製品の軸孔のエッジにおけるクラックの発生を防止すること。
【解決手段】軸孔を有する円盤形状の樹脂製品を成形する樹脂成形方法であって、軸孔は、その内周に軸線方向に伸びるエッジを含む。金型18,19等のキャビティ29において、軸孔の一端に対応する部分を覆うように樹脂溜まり部31が設けられる。樹脂溜まり部31の中央に外部から溶融樹脂を注入するためのスプルー30が設けられる。樹脂溜まり部31の反スプルー側が複数の脚31aに分岐し、各脚31aが軸孔のエッジの対応部分から離れて配置される。そして、スプルー30からガラス繊維を配合した溶融樹脂を樹脂溜まり部31に注入し、樹脂溜まり部31の各脚31aからキャビティ29に溶融樹脂を充填する。
(もっと読む)
電子機器ハウジング用の薄肉成形体
【課題】耐衝撃性に優れ、吸水による寸法変化の少ない、携帯電話機等の電子機器のハウジングや内部シャーシ用として適した薄肉成形体とその製造方法を提供する。
【解決手段】ガラス長繊維束にPA11、12,610、612から選ばれるPAを溶融させた状態で含浸させ一体化した後に5〜15mmの長さに切断した繊維束を含み、(a)引張呼びひずみが2%以上であり、かつ絶乾状態での曲げ弾性率が10GPa以上であることと、(b)ノッチ有りシャルピー衝撃強度が30kJ以上であることを同時に満たす、ガラス繊維の含有量が40〜70質量%の樹脂組成物から得られる、厚みが0.8〜2.0mmで含有されているガラス繊維の重量平均繊維長が0.5〜1.5mmである薄肉成形体。
(もっと読む)
熱可塑性樹脂成形体の製造方法
【課題】ウエルド部の強度低下が少ない成形体を得ることができ、かつ、成形時の成形圧力を低くすることが可能な熱可塑性樹脂成形体の製造方法を提供する。
【解決手段】キャビティを形成する第一の型及び第二の型を有し、この第一の型又は第二の型に、開閉機構を有するゲートが、複数個設けられている成形用金型を用いる熱可塑性樹脂成形体の製造方法であって、前記成形用金型を開放状態とし、複数のゲートを開放して前記キャビティ内へ溶融状の熱可塑性樹脂を供給する供給工程と、前記溶融状の熱可塑性樹脂を供給しながら前記成形用金型の型締めを行う型締め工程と、前記供給工程において、開放されている前記複数のゲートを、それぞれ異なるタイミングで閉じ、最後に閉じるゲートの閉鎖を、前記型締め工程完了後に行うゲート閉鎖工程とを有する熱可塑性樹脂成形体の製造方法。
(もっと読む)
複合成形品およびその製造方法
【課題】板状部材に貫通穴などを設けることなく射出成形金型にインサートすることができ、自由に熱可塑性樹脂を一体化することができる複合成形品の製造方法を提供する。
【解決手段】強化繊維を含む樹脂組成物からなる板状部材を製造し、射出成形金型のキャビティ内に位置決め固定した後、分散した強化繊維で強化された熱可塑性樹脂組成物からなる樹脂部材を射出成形により一体化させた複合成形品の製造方法であって、前記板状部材に突起部材を予め凸設し、前記突起部材を前記キャビティの内面に設けられた凹形状部に嵌め込んで位置決めを行った後、射出成形することを特徴とする複合成形品の製造方法。
(もっと読む)
ウォームホイールとその製造方法
【課題】樹脂部材を含み、しかも寸法安定性に優れるため、電動パワーステアリング装置の減速機に組み込んだ際に、操舵トルクの上昇や歯打ち音の増大等を生じ難いウォームホイールと、その製造方法とを提供する。
【解決手段】ウォームホイール20は、円環状の芯金23の外周に、樹脂と強化繊維とを含む樹脂組成物からなり、外周に歯21を備えるとともに、前記強化繊維を中心軸Sから径方向外方へ向けて放射状に配向させた円環状の樹脂部材22を設けた。製造方法は、樹脂組成物を芯金23の保持部まで供給する供給路を備えたインサート成形用の金型と、前記供給路と連通して樹脂組成物を外周面に導く流路を備えた芯金とを組み合わせ、前記供給路と流路とを通して、樹脂部材22の形状に対応する型窩内に樹脂組成物を注入する。
(もっと読む)
離型材
【課題】離型性に優れた離型材を提供する。
【解決手段】下記一般式(I)で表される構造単位と、下記一般式(II)で表される構造単位とが共重合されたイミド変性エラストマーからなる離型材である。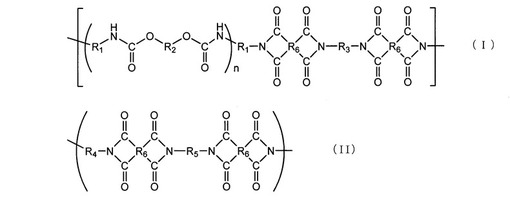 (もっと読む)
(もっと読む)
複合成形体の製造方法
【課題】不連続繊維強化樹脂成形体と長繊維あるいは連続繊維強化樹脂成形体とを、大きな面積を有する成形品、さらにはその肉厚が薄い成形品に対しても、特別な手法によることなく低圧で容易にかつ反り等の変形を抑えて精度よく所望の形態に一体成形できるようにした複合成形体の製造方法を提供する。
【解決手段】竪型プレス機のプレス端に金型を配置し、該金型のキャビティ内に、強化繊維と熱可塑性樹脂からなる予備成形体を配置し、該キャビティの残りの空間内に不連続強化繊維を含有する溶融熱可塑性樹脂を射出し、竪型プレス機によるプレスでキャビティを所定の容積に縮小することによって、不連続強化繊維含有溶融熱可塑性樹脂をキャビティ内に充満させつつ予備成形体をキャビティの所定の内面に押し付け、該不連続強化繊維含有熱可塑性樹脂と予備成形体を一体化して複合成形体に成形することを特徴とする複合成形体の製造方法。
(もっと読む)
箱型成形物の製造方法、及び容器カバー
【課題】熱可塑性プラスチックシートに繊維シートを被着した積層材料からなり、深絞り形状である箱型成形物の製造方法、及び該箱型成形物を用いた容器カバーを提供する。
【解決手段】箱型成形物1の製造方法は、凸型12と凹型11とからなる成形型13を開いた状態で凸型12上に、表面にホットメルト接着剤層6が設けられている繊維シート5をセットする工程1、熱可塑性プラスチックシート4を加熱軟化せしめて凸型12と凹型11との間に供給する工程2、上記成形型13を閉じ、上記凸型12と上記凹型11との間で上記繊維シート5と熱可塑性プラスチックシート4とを上記ホットメルト接着剤層6を介して接着しかつ箱型に成形する工程3、上記成形型13を開くとともに箱型成形物1を離型せしめ、上記箱型成形物1を取り出す工程4からなる。また、容器カバー20は、上記製造方法で得られる該一対の箱型成形物1,1が突き合わされて得られる。
(もっと読む)
プロペラファンおよびその製造方法
【課題】羽根の付根部の強度を上げ、より高い回転数で回転させても羽根の付根部が破断しないプロペラファンおよびその製造方法を提供する。
【解決手段】各羽根3につきゲートが3箇所設けられるため、3箇所のゲートから溶融樹脂が周壁5に沿って、樹脂の流れ40のような経路で付根部20へ向かって流れる。このため、各ゲートから流入した溶融樹脂が付根部20へ到達する時間差は小さくなり、付根部20における溶融樹脂の流れは、隣の経路から流れてくる溶融樹脂の流れに妨げられることがなくなる。従って、樹脂の流れ40a〜40iは全て付根部20に対し垂直になり、溶融樹脂に含まれる長繊維30も、溶融樹脂の流れに沿って付根部20に対し垂直に配向するので、付根部20の強度が向上し、より高い回転数でプロペラファン1を回転させても付根部20が破断しない。
(もっと読む)
熱可塑性樹脂成形加工機用洗浄剤
【課題】熱可塑性樹脂成形加工機内の着色樹脂等の樹脂を短時間で効率的に洗浄することを目的とした熱可塑性樹脂成形加工機用洗浄剤を提供すること。
【解決手段】熱可塑性樹脂を97〜55重量%、界面活性剤を1〜15重量%及びガラス繊維を2〜30重量%含む熱可塑性樹脂成形加工機用洗浄剤であり、熱可塑性樹脂成形加工機の洗浄に使用したときに、該熱可塑性樹脂成形加工機から排出されたパージ塊中に存在するガラス繊維の平均残存繊維長が0.5mm以上である、熱可塑性樹脂成形加工機用洗浄剤による。
(もっと読む)
有機繊維強化ポリオレフィン樹脂成形体の製造方法
【課題】長い有機繊維を用いて成形体を製造する場合であっても繊維塊の発生を抑制した有機繊維強化ポリオレフィン樹脂成形体の製造方法を提供すること。
【解決手段】残存する有機繊維の重量平均繊維長が4mm以上であり、成形体の厚みが3mm以下の有機繊維強化ポリオレフィン樹脂成形体の製造方法であって、前記有機繊維強化ポリオレフィン樹脂を溶融する溶融工程、溶融された前記有機繊維強化ポリオレフィン樹脂を一対の金型で構成する金型キャビティ内へキャビティクリアランスを変化させながら供給し充填する充填工程、および、前記有機繊維強化ポリオレフィン樹脂を冷却して、前記金型から取り出す取出工程、を含み、上記充填工程において、式(1)を満たす。
0.2≦C/L≦1.0 (1)
Cは、上記充填工程における前記キャビティクリアランスの最大値(mm)を表し、Lは、溶融工程前の前記樹脂中の有機繊維の重量平均繊維長(mm)を表す。
(もっと読む)
ポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法
【課題】低射出率下でも表面外観に優れ、衝撃強度および射出発泡成形性が良好で、大幅な軽量化可能で、リサイクル性も優れたポリプロピレン系樹脂組成物、射出発泡成形体およびその製造方法の提供。
【解決手段】特定のMFR値,ダイスウェル比,伸張粘度,第1法線応力差とせん断応力との比を有する直鎖状プロピレン・エチレンブロック共重合体とプロピレン系重合体からなるポリプロピレン系樹脂と、特定の重合方法,MFR,融解ピーク温度Mw/Mn,tanδ曲線が0℃以下にピークを有するプロピレン−エチレンブロック共重合体と、エチレン系エラストマーと、発泡剤を含有するポリプロピレン系樹脂組成物。
(もっと読む)
カーボン粉粒複合樹脂の成形方法
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】カーボン粉粒複合樹脂の成形方法は、ロッドを内在する吐出管4を設けた金型10に、ロッドの上死点直下にゲート1を設け、ゲートからカーボン粉粒とフェノール樹脂を含む混合物である成形材料を注入して加熱・加圧によるカーボン粉粒複合樹脂の成形方法であって、金型内への射出による注入直後に保持圧を解放してロッドを降下させて吐出管内にある成形材料を追加注入した後、金型の保持圧を回復させるようにしたことを特徴とする。
(もっと読む)
樹脂成形体の製造方法および製造システム、樹脂成形体、圧力容器
【課題】高いガスバリア性を有する樹脂成形体を簡便に製造する。
【解決手段】凹型と凸型とを有する金型に形成されたキャビティ内に成形材料を射出する射出工程S102と、金型を冷却し、成形材料が固化した成形中間体を形成する金型冷却工程S104と、金型を型開きし、成形中間体と密着する凸型を凹型から脱離させる型開工程S106と、凸型と成形中間体との間の気密性を維持しつつ、成形中間体の少なくとも一部を凸型から離型させる離型工程S108と、離型させた成形中間体と凸型との間に、凸型の温度よりも高い温度を有する温風を送気して、成形中間体を加熱する温風送気工程S110と、加熱された成形中間体を凸型とともに徐冷する徐冷工程S112と、を含む。
(もっと読む)
21 - 40 / 224
[ Back to top ]