
Fターム[4F202AB25]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 形状 (277) | 短繊維、ウイスカー (224)
Fターム[4F202AB25]に分類される特許
61 - 80 / 224
高度複合構成要素の製造方法
【課題】積層材料成形品を製造するための方法を提供する。
【解決手段】本方法は、一つの態様では、凝固して樹脂層を形成する樹脂を表面上に適用する工程と、樹脂層とほぼ平行なx方向に沿って強化手段を提供する工程と、x方向に対して角度をなし且つ樹脂層とほぼ平行なy方向に沿って強化手段を提供する工程と、x方向及びy方向に対してほぼ垂直なz方向に強化手段を提供する工程とを含む。本方法は、別の態様では、液化樹脂を金型の金型表面に適用し、樹脂が凝固して金型の金型表面上に樹脂層を形成する工程と、弾性変形可能なチャンバ壁を各々有する第1及び第2の圧力チャンバ間に金型を配置し、チャンバ壁は、これらのチャンバ壁間に配置された金型に関して向き合って配置される、工程と、金型に面する向き合った表面に液化樹脂を適用し、向き合った表面上の樹脂は、凝固して向き合った樹脂層を形成し、積層材料レイアップが樹脂層間に配置される、工程と、各圧力チャンバを通して高温高圧の流体を循環し、樹脂層を液化し、積層材料レイアップを圧縮し、樹脂で含浸し、硬化する工程とを含む。 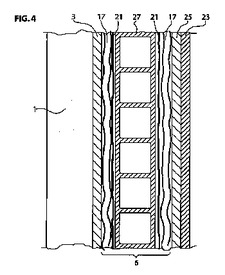 (もっと読む)
(もっと読む)
成形品の製造方法、金型および成形品

【課題】金型を用いて表面に凸部を形成する際に欠けの発生を防止する成形品の製造方法、金型および成形品を提供すること。
【解決手段】金型30には、凸部11および凹部13を成形するために、複数の直線状に延びる金型凸部33が等間隔に形成されるとともに、この金型凸部33に隣接して直線状に延びる金型凹部34が等間隔に形成される。金型凸部33は、側面部331と、端面部332と、側面部331と端面部332とを連結する平面状の斜面部333とにより形成されている。すなわち、金型凸部33は、斜面部333により平面状に面取り加工(またはC面カット)された形状である。
(もっと読む)
合成樹脂製保持器及びその製造方法、並びに転がり軸受

【課題】従来よりもウエルド部の強度を高めた合成樹脂製保持器、並びに耐久性に優れる転がり軸受を提供する。
【解決手段】キャビティのウエルド位置に一致する位置に設けられた開口に通じる第1の樹脂溜まりと、前記第1の樹脂溜まりに近接して該キャビティに設けられた開口に通じる第2の樹脂溜まりとを備える保持器成形用金型を用い、保持器成形用樹脂組成物を射出成形して転がり軸受用の合成樹脂製保持器を製造する。また、このようにして得られた合成樹脂製保持器を備える転がり軸受を提供する。
(もっと読む)
樹脂成形体
【課題】弾性部材と樹脂とを複合化した樹脂成形体において、従来に比して強度の高い樹脂成形体を提供すること。
【解決手段】弾性部材2と当該弾性部材2の外周に嵌合するカラー部材1が、射出樹脂により鋳ぐるみ成形されたことを特徴とする樹脂成形体10を提供する。この樹脂成形体10によれば、射出成形時の射出圧を高めても、カラー部材1によって弾性部材2の変形が回避できるため、ウェルド部の強度の低下を効果的に抑制でき、高い強度を有する樹脂成形体10が得られる。
(もっと読む)
シートの圧縮成形用金型及びシートの製造方法
【課題】
解決しようとする課題は、加熱軟化させた繊維強化熱可塑性樹脂製シートを圧縮成形するに際し、冷却固化が不十分だと離型後のシートの膨張によって取付け座面の板厚が不均一となって所望の板厚精度が得られず、逆に所望の板厚精度を得るために冷却固化を十分に行うと成形サイクルが長大となりコストの増大を引き起こすという点である。
【解決手段】
シートの圧縮成形用金型の該相手部品取付け座面の中央近傍の相手部品取付け用下孔に相当する箇所の金型クリアランスを、相手部品取付け座面に相当する箇所の金型クリアランスより大きくすることにより前記課題を解決した。
(もっと読む)
フィルムインサート成形品及びその製造方法並びにこれを備えた液晶表示装置
【課題】 本発明の目的は、フィルムをある程度撓むように、またフラットな状態にすることができるフィルムインサート成形品の製造方法を提供すること。
【解決手段】 透明乃至半透明フィルムの片面の所定領域に開口領域を形成するために印刷を施して印刷層を形成するする印刷工程S1と、印刷層の表面側にバインダー層を形成するバインダー層形成工程S2と、印刷層及びバインダー層が形成されたフィルムを所定形状にフォーミングするフォーミング工程S4と、フォーミング工程後のフィルムに抜き加工を施して中間フィルム品を形成する化粧抜き工程S5と、化粧抜き工程S5の後に凹状成形型内に中間フィルム品を装着し、凸状成形型の凸状部に開口領域に対応する枠部材を装着した後に、凹状成形型と凸状成形型とを合わせてキャビティ内に溶融樹脂を流し込んで樹脂成形を行うインサート成型工程S6と、を含むフィルムインサート成形品の製造方法。
(もっと読む)
防振装置、及び、防振装置の製造方法
【課題】簡易な構成でブラケットと外筒との締結力を確保することの可能な防振装置、及び、この防振装置の製造方法を提供する。
【解決手段】外筒14は、射出成形で形成されており、樹脂の注入部分である樹脂注入口14Hを有している。樹脂注入口14Hは、円筒部14Aの内側に1点のみ構成されている。外筒14は、ブラケット12内に圧入されている。
(もっと読む)
外枠およびその製造方法
【課題】外部表面に良好なしわおよび質感を有し、また製造した外枠の内壁の構造部品の接合強度が強固である外枠およびその製造方法を提供する。
【解決手段】外枠1は、繊維強化熱硬化性高分子マット12および繊維強化熱可塑性高分子マット16を含む。該繊維強化熱硬化性高分子マット12は型取りされ、所定形状を有する。該所定形状は曲面を呈する内部表面124を含む。該繊維強化熱可塑性高分子マット16は該繊維強化熱硬化性高分子マット12の該内部表面124に成型され、該内部表面124の曲面形状と一致する。
(もっと読む)
射出成形装置
【課題】合成樹脂中にガラス等のフィラーが入っている場合に、このフィラーが成形品の表面側に浮き出てこないようにし、均一な転写を得ること。
【解決手段】キャビティS内への合成樹脂の注入前に、固定金型部6の熱媒体通路35内に熱い蒸気を供給して固定金型部6のキャビティ形成面側を合成樹脂の軟化点温度以上に昇温させるが、パーティング面に段差40を設けることにより、パーティング面に最も近い熱媒体通路35をキャビティSの下端部の近くに設けて極力パーティング面の高い面26A、6Aに近づけることができるので、キャビティSに近いパーティング面も固定金型部6のキャビティ形成面側の中央部等の温度と同等に昇温することができる。しかも、固定金型部6のキャビティ形成面側の加熱された熱が外気流通路38により温度が低い可動金型部26へと熱伝達されにくく熱を奪われにくいから、パーティング面においても昇温が十分となる。
(もっと読む)
円筒状成形品の射出成形用金型、射出成形方法及び成形品
【課題】円筒状成形品を良好な寸法精度で得ることができる射出成型用金型を提供する。
【解決手段】
本願発明の射出成形用金型は、固定側金型および可動側金型を有し、固定側金型および可動側金型の少なくとも一方が、成形品の内面を形成するコアピンを有し、コアピンの全長が、上記コアピンを有する側の金型の厚みの10〜80%である。また、上記コアピンが、キャビティを形成する他の部材を構成する材料よりも10〜99%低い熱伝導率を有する材料で構成された金型も提供する。また、上記コアピンが断熱部分を有する金型も提供する。
(もっと読む)
ダイシングフレーム用金型
【課題】バリの発生に伴うダイシングテープの切断を抑制し、冷却エキスパンド法により冷却してエキスパンドする場合にも、ダイシングテープの損傷を防ぐことのできるダイシングフレーム用金型を提供する。
【解決手段】相対向する第一、第二の型1・2を型締めし、この型締めした第一、第二の型1・2に成形材料を充填することにより、半導体ウェーハをダイシングテープを介して収容するフレーム11を中空板形に射出成形する金型で、第一、第二の型1・2のパーティングライン3を、フレーム11のダイシングテープが粘着される下面12から上面方向に0.3〜0.6mm移動させる。また、フレーム11の内周面下部と下面12とが形成するコーナ部30を半径0.2〜0.5mmの形状に形成する。
(もっと読む)
部品成形方法
【課題】 本発明は、部品の硬さを局所的に変えるようにした部品成形方法を提供することを目的とする。
【解決手段】 不織布に熱硬化性の合成樹脂材を含浸させてなる成形不織布3を、上型1と下型2との協働によって部品30を成形する方法において、
内部にヒータ4が設けられた前記下型2の成形面2A上には、前記成形不織布3の裏面に当接する複数の凸部20〜27が設けられ、前記下型2の前記凸部20〜27と前記上型1の成形面1Aとで前記成形不織布3をプレス成形する。
(もっと読む)
樹脂成形体及びその製造方法
【課題】極めて熱伝達が良好な保温あるいは放熱機能を付与でき、信頼性が高く、製造工程が簡便で低コストの樹脂成形体を提供する。
【解決手段】一端にフローティングコアを備えた加圧ポートを有し、他端に排出口を有するパイプ部キャビティを備えた金型の該パイプ部キャビティ内に溶融樹脂を射出した後、前記加圧ポートから加圧流体を圧入して、前記フローティングコアを前記排出口側に移動させると共に、該排出口から前記溶融樹脂を押し出させる工程から得られる、少なくとも曲管部3を有し流体を通過させるパイプ部1と、平板部4とが一体に射出成形されてなる樹脂成形体。
(もっと読む)
超音波センサ用ケース及び超音波センサ
【課題】超音波センサの感度特性を向上させることが可能な超音波センサ用ケース、及び、そのようなケースを用いた超音波センサを提供する。
【解決手段】本発明に係る超音波センサ用ケース1は、圧電素子13を利用した超音波センサ用ケース1であって、圧電素子13が設けられる板状の振動部3と、振動部3の圧電素子13が設けられる領域3aを囲むように設けられ、振動部3と対向する位置に開口5aを有する側壁部5とを備え、振動部3は、繊維状フィラーを含有する熱可塑性樹脂からなり、熱可塑性樹脂は、ポリフェニレンサルファイド樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルサルホン樹脂、ポリブチレンテレフタレート樹脂、又は、これらのうちの2種以上を混合した樹脂であることを特徴とする。
(もっと読む)
樹脂成形品及びその製造方法
【課題】主薄肉部及び副薄肉部を備え、引張強度及び曲げ剛性を向上した樹脂成形品及びその製造方法を提供する。
【解決手段】短繊維を含有する合成樹脂よりなる。主薄肉部3と、主薄肉部3から交差する方向に一体に突出して成形時の上流端となる突出基端が主薄肉部3に接続された副薄肉部4を備える。主薄肉部3の厚みt1及び副薄肉部の厚みt2を共に1.0mm以下とする。繊維長が臨界繊維長Lc以上の短繊維2の全短繊維2に対する体積分率をVl、繊維長が臨界繊維長Lc以上で且つLmax以下の短繊維2の全短繊維2に対する体積分率をVとし、体積分率Vlに対する体積分率Vの割合V/Vlを40%以上とする(Lmax=(t1+t2)[(2/(1+cosθ)](1/2))。
(もっと読む)
粒子材料を結合させることによる物品の製造方法
粒子材料を結合させて連続するパネルまたはシートなどの物品を製造するための方法および装置を提供する。粒子状の供給材料が熱硬化性の結合剤と混合され、混合物21が金型25へと供給され、圧縮される。混合物は電極28、29の間に圧縮されて保持され、結合剤を誘導的または誘電的に加熱して硬化させるために、高周波(RF)場が電極間に印加される。金型25への進入に先立ち、混合物は最初に取り入れ領域32へと供給され、金型における混合物の形状と実質的に同じ形状に成形される。その結果、取り入れ領域32における混合物の加熱に起因する結合剤の硬化が、混合物が所望の最終形状にある状態で生じる。取り入れ領域の形状および寸法、混合物の前進の距離など、作業パラメータも開示される。 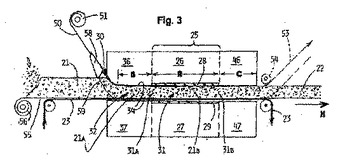 (もっと読む)
(もっと読む)
車両用灯具反射鏡の成型方法及び当該成型方法で成型された車両用灯具反射鏡
【課題】従来の樹脂で形成する車両用灯具用反射鏡においては、耐熱性とネジレ強度の面からガラスファイバーなど比較的に多量の充填材が用いられ、それにより配光特性が乱れるものとなりアンダーコートなどによる補正に手間が係る問題点を生じていた。
【解決手段】本発明により、耐熱性を強化するため充填剤が添加された樹脂を金型で車両用灯具反射鏡の形状に成形する際に、予めに金型を樹脂のガラス転移温度近傍まで加熱し、その状態で射出を行うと、溶融により流れが良くなった樹脂が金型内を先行し、製品表面に充填剤を含まないスキン層を形成する。従って、樹脂のみで形成された平坦な表面が得られ、鏡面の形成時には充填物による表面荒れを補修するためのアンダーコート工程が省け、生産性と品質とが共に向上する。
(もっと読む)
FRPの製造方法
【課題】高精度なアウターモールドラインが要求されるC型断面桁材のコーナー部の板厚と平坦部の板厚を均一にできる成形方法を提供する。
【解決手段】強化繊維基材の積層体からなるウェブ4とフランジ3を有し、C型断面を有する繊維強化プラスチックの製造方法であって、強化繊維基材の積層体からなるウェブとフランジを有するプリフォーム1を雌型に配置する際に、前記プリフォームのフランジのインナーモールドライン側の端部6から前記プリフォームのフランジのアウターモールドライン側の端部7を結ぶ線8と、前記雌型のフランジに該当する壁面9との間に実質的に隙間が無いように配置する工程を含むこと等を特徴とする。
(もっと読む)
成形用中子
【課題】FRP成形時における樹脂付着を防止できると共に離型性(非粘着性)を備え、成形品から容易に引き抜くことができる成形用中子を提供する。
【解決手段】成形用中子10は、細長形状に形成されている。成形用中子10は、粘弾性を有する材料で形成された中子本体11と、中子本体11と一体成形されて中子本体11の表面を被覆するように設けられた表面被覆フィルム12と、を備える。表面被覆フィルム12がフッ素フィルムで構成されている。
(もっと読む)
射出成形品および射出成形方法
【課題】繊維強化熱可塑性樹脂の射出成形品において、表面への繊維の露出を抑え、且つウェルド部の凹凸、特に盛り上がりを無くし、表面外観品質に優れた薄肉の射出成形品を得る。
【解決手段】重量平均繊維長が0.1〜20mmである繊維状フィラーを強化繊維として含む熱可塑性樹脂の射出成形方法において、複数のゲート32を、隣り合うゲート32同士の間の間隔(d)と成形すべき射出成形品の板厚(t)とが0<d/2t≦75となるように配置しておき、金型キャビティ31の内面を、マトリックス樹脂である熱可塑性樹脂の熱変形温度以上に加熱する工程と、ゲート32から、熱可塑性樹脂の熱変形温度以上に加熱された金型キャビティ31内へ、繊維状フィラーを含む溶融状態の熱可塑性樹脂を射出する工程と、繊維状フィラーを含む溶融状態の熱可塑性樹脂を射出した後、射出成形品の取り出しの前に、金型キャビティ31の内面を冷却する工程とを行う。
(もっと読む)
61 - 80 / 224
[ Back to top ]