
Fターム[4F202AB25]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 形状 (277) | 短繊維、ウイスカー (224)
Fターム[4F202AB25]に分類される特許
101 - 120 / 224
伝動ベルト製造用ベルトスリーブの加硫方法及び伝動ベルトの製造方法
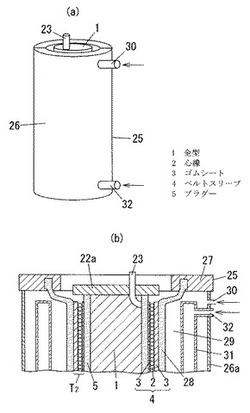
【課題】残存空気が発生することなくベルトスリーブを加硫することができ、ベルト寿命を向上させた伝動ベルトを製造することができる、伝動ベルト製造用ベルトスリーブの加硫方法を提供する。
【解決手段】金型1の外周面に少なくとも心線2とゴムシート3からなる未加硫のベルトスリーブ4を巻き付けて装着する。この金型1に装着したベルトスリーブ4を加圧・加熱して圧縮する成形を行なう。この後に、加硫工程でベルトスリーブ4を加圧・加熱することによって、ベルトスリーブ4を加硫する。未加硫のベルトスリーブ4を圧縮することによって、心線2の間や心線2とゴムシート3の間に存在する空気を追い出してベルトスリーブ4内のエアー抜きをすることができ、空気が残存しない状態でベルトスリーブ4を加硫することができる。
(もっと読む)
熱可塑性樹脂複合材料成形品の成形方法

【課題】本発明は、空隙がほとんどなく繊維分散性のよい熱可塑性樹脂複合材料成形品を短時間で成形反りを発生させることなく成形できる成形方法を提供することを目的とする。
【解決手段】補強繊維材料に熱可塑性樹脂材料が偏在する被成形材料を用いて、被成形材料に対する当接部において均一な厚さに形成された一対の成形型体の間に被成形材料を配置し、被成形材料の周囲から内部の気体が排気可能となるように被成形材料の両側から成形型体により挟持して圧接した状態に設定し、成形型体と密着するように当接面が形成された一対の加熱プレス型体の間に成形型体を設置し加熱・加圧処理し、成形型体と密着するように当接面が形成された一対の冷却プレス型体の間に成形型体を設置し冷却・加圧処理することで、補強繊維材料中に熱可塑性樹脂材料を含浸し一体化させ成形する。
(もっと読む)
中空成形体の製造装置及び製造方法
【課題】中空成形体をその加熱成形時において発生する蒸気による損傷を抑えて好適に、生産性を低下させることなく製造することができる中空成形体の製造装置を提供すること。
【解決手段】本発明の中空成形体の製造装置は、内部にキャビティ20を有する成形型2と、キャビティ20内に挿入される芯材3と、成形型2のゲート21を開閉する開閉手段4と、ゲート21を通じてキャビティ20内に成形原料を供給する成形原料供給手段5とを備えている。芯材3の先端部30及び/又は成形型2における芯材3の出入口22の断面が、芯材3の挿入方向に向けて漸次狭まる形態を有している。
(もっと読む)
中空成形体の製造装置及び製造方法
【課題】中空成形体をその加熱成形時において発生する蒸気による損傷を抑えて好適に、生産性を低下させることなく製造することができる中空成形体の製造装置を提供すること。
【解決手段】本発明の中空成形体の製造装置は、内部にキャビティ20を有する成形型2、キャビティ20内に挿入される芯材3、及びキャビティ20内に成形原料を供給する成形原料供給手段5を備えており、更に、芯材3を、芯材3の軸廻りに回転させる芯材回転機構6を有している。本発明の中空成形体の製造方法は、前記製造装置を用いた製造方法であり、キャビティ20内に、芯材3を挿入し且つ成形原料100を充填した状態下に、芯材3を回転させ、芯材3と成形原料100との間に生じる微小な隙間を介して蒸気抜きを行いながら成形原料100を加熱成形する。
(もっと読む)
要素の壁厚の構成方法
要素の壁厚を設計する方法
本発明は、恒久的に静的及び/又は動的負荷にさらされる要素の壁厚を設計する方法であって、要素は繊維強化ポリマー材料から成る。第1の工程において、繊維強化プラスチックにおいて繊維の勾配、及び要素における溶接線の位置を第1のシミュレーションによる計算で算出する。要素の強度の利用度を第2のシミュレーションによる計算で算出する。要素の壁厚を第2のシミュレーションの結果に当てはめ、壁厚の変化があった場合に前の工程を繰り返す。また、本発明は、本発明にかかる方法により設計された壁厚を有する繊維強化ポリマー材料の要素に関する。
(もっと読む)
射出成形用金型
【課題】エアベントを構成する金型表面へのタール付着を低減して保全周期の延長を図ること。併せて、成形品の薄肉部の欠肉低減を図ること。
【解決手段】インペラを射出成形するために使用される主金型12,13及び副金型15〜19につき、型締め状態でエアベントを構成する各金型12,13,15〜19の表面に、DLC−SI被膜が施される。各主金型12,13は、羽根部を成形する複数の歯を含み、その複数の歯の表面にもDLC−Si被膜が施される。各主金型12,13の各歯は、円筒体の先端部にて型開き方向に対して傾斜して円環状に配列される。各歯の間で羽根部が成形され、型開き時には可動側の主金型13を固定側の主金型12に対して相対的に回動させながら後退させる。DLC−Si被膜を施す前の各金型12,13,15〜19の母材表面粗さは、面粗度(Ra)で0.04μm以下に処理される。
(もっと読む)
樹脂ケースの製造方法及び電子制御装置
【課題】孔、凹部、及びインサート部材を有する樹脂ケースを製造する場合に、樹脂内部にウエルドの残留がなく樹脂強度を確保しうるようにする。
【解決手段】
孔3やインサート部材4を有する樹脂ケースを、金型を用いて成形する場合に、まず、金型に溶融樹脂を充填する。また、前記孔3を形成するためのピン30とインサート部材4を、前記金型に樹脂注入後、金型内の樹脂充填の完了直前に、金型内の溶融樹脂2a中に押し込む。
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
形状記憶性樹脂製雄型締結体およびその製造方法
【課題】十分な締結力を保持し、かつ、形状回復温度以上への加温による締結機能の消失が確実である形状記憶性樹脂製雄型締結体およびその製造方法を提供する。
【解決手段】形状記憶性樹脂製雄型締結体1は、外面に形成された雄ねじ部23を有する柱状シャフト部2を備える。締結体1は、シャフト部2の中心軸に対して平行に延び、かつシャフト部2の中心軸から外面までの距離が長い複数の長径部21と、長径部21間に位置し、長径部21より中心軸からの距離が短い複数の短径部22と、長径部21の外面に形成された雄ねじ部23とを備える締結用形態と、所定温度以上に加温されることにより発現する締結機能消失形態とを有する。締結機能消失形態では、シャフト部2は、短径部22の半径a2より大きく、長径部21の半径a1より小さい半径a3を有するほぼ円柱状であり、外面に雄ねじ部を持たない。
(もっと読む)
樹脂成形体の成形型
【課題】内部に膨張層を有する本体と該本体の側方に延びるタブとからなる成形体を成形するための成形型であって、前記本体の表面に確実に塗料を塗布できる成形型を提供する。
【解決手段】第1、2型3,5がキャビティ60容積拡大方向へ相対移動可能な成形型1であって、第2型5でタブ裏面を成形する第1ブロック15とタブ側面を成形する第2ブロック17とは互いに独立して設けられ、第1型3におけるタブ成形部9のタブ表面成形面9aには、第1ブロック15のタブ裏面成形面15eに向かって延びるストッパーが設けられ、第1、2型3,5を型閉じした際には、ストッパーの端面がタブ裏面成形面15eに当接するように、第1ブロック15が第1付勢手段21によりタブ表面成形面9aに向けて付勢され、成形体の成形時及び塗料注入時には第2ブロック17は第2付勢手段24により第1型3に当接保持される。
(もっと読む)
円筒形処理槽の製造方法
【課題】円筒形合併処理浄化槽および円筒形ディスポーザ生ごみ排水処理槽等の円筒形処理槽の製造工程を低減し、成形型を複数個使用することなく、浄化槽本体が成形でき、更に、浄化槽本体の厚みを設置条件に応じた厚みに成形することができる円筒形処理槽の製造方法を提供する。
【解決手段】ガラス繊維強化プラスチックよりなる浄化槽の上部槽と下部槽とを別々に成形する円筒形処理槽の製造方法であって、成形型として上部槽及び下部槽に共通の部分を成形するための共通型により、下部槽を成形する工程と、上部槽のみに設けられる点検口を成形するための形状部を備えた補助成形型を予め共通型に取り付けることより、上部槽を成形する工程と、前記上部槽と前記下部槽とにそれぞれフランジ部分を設け、該フランジ部分を接合する工程を有することで、製造工程の簡略化及び製造コストの低減が図れると共に、製品精度を向上させることができる。
(もっと読む)
RTM成形方法
【課題】成形型の構造を大幅に簡素化してその加工費用を低減でき、かつ、アンダーカット形状を有するFRP成形品であっても効率よく迅速に成形可能なRTM成形方法を提供する。
【解決手段】互いに対向配置される第1、第2の型を含む複数の型からなる成形型のキャビティ部に強化繊維基材を配置し、型締めした後、樹脂を注入してFRP成形品を成形するに際し、第1の型と第2の型との間に、成形品の形状に沿う形状に予め形成された中間部材を設け、中間部材と第2の型との間に加圧媒体を充填し、中間部材と第1の型との間に強化繊維基材を配置して樹脂を注入することを特徴とするRTM成形方法。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】ソリッド樹脂からなる中空のブロー成形体の内部に発泡樹脂が充填され、外観性、軽量性、剛性に優れた樹脂成形品を成形型内での樹脂成形品の冷却遅延を抑制して効率よく生産する。
【解決手段】パリソンPを成形型20で挟んでブロー成形を行い中空のブロー成形体を形成するブロー成形手段、ブロー成形体を成形型20内に残した状態で溶融発泡性樹脂をブロー成形体内に射出する射出手段、発泡性樹脂の射出後、成形型20を所定量開きつつ発泡性樹脂を発泡させることによりブロー成形体の膨張と並行してブロー成形体内に発泡性樹脂を充填させる充填手段、及び、ブロー成形体の形成動作の終了時から成形型20の所定量の開き動作の終了時までの間に成形型20の開き動作により膨張するブロー成形体の延伸部分を除く非延伸部分を延伸部分と比べてより冷却する冷却手段を備える。
(もっと読む)
樹脂成形体の製造方法、樹脂成形用金型、樹脂成形体及びインシュレータ
【課題】流動性がよくない樹脂材料を用いても、薄肉の樹脂成形体を良好に製造することができる樹脂成形体の製造方法、この製造方法に適した樹脂成形用金型、この製造方法により得られた樹脂成形体、及びインシュレータを提供する。
【解決手段】金型20は、モータ用コア(ティース11)の外周にインシュレータ12を形成するもので、スライドコア23Sを具える。インシュレータ12は、巻線用の嵌合溝12gを有し、溝12gの凹み部分の厚さが0.5mm以下である。スライドコア23Sは、複数の分割片を組み合わせてなり、溝12gを形成するための凹溝部230及び凸条部231を有し、分割片の合わせ目が凹溝部230に位置するように構成される。分割片の合わせ目をガス抜き通路として利用することで十分にガス抜きが行え、流動性が悪い樹脂を用いても、薄肉の樹脂成形体を良好に製造できる。
(もっと読む)
繊維強化プラスチック製中空構造部品の製造方法
【目的】繊維強化プラスチック製の中空構造部品の製造用のRTM法のための、強化繊維で覆う際の高い引っ張り力に支障なく耐える水分散性支持中子を提供する。
【構成】繊維強化プラスチック製の中空構造部品の製造のために、少なくとも部分的に水溶性ケイ酸塩含有結合剤と充填材とからなる水溶性結合剤で調製された水分散性支持中子を強化繊維で覆う。支持中子上の繊維を硬化性プラスチックで含浸させ、プラスチックを硬化させ、続いて支持中子を水で洗い出す。前記結合剤が少なくとも部分的に水ガラスであるのが好ましい。
(もっと読む)
合成樹脂製プーリの製造方法及び射出成形用金型
【課題】2次加工を不要にしながら外径真円度を高くすることができる合成樹脂製プーリの製造方法を提供する。
【解決手段】軸受2の外輪2Bの外周側部分を被うように外嵌する内径側円筒部、該内径側円筒部から径方向外側に離間した外径側円筒部、前記内径側円筒部と前記外径側円筒部とを連結する円輪状板部、該板部の軸方向上下面に立設されて放射状に延びるリブからなる樹脂成形品3と同一形状のキャビティを有する金型5,6を備え、前記リブに対応するキャビティ5D,6Dの幅を前記円輪状板部に対応するキャビティ5C,6Cの高さTに対して相対的に小さくするように形成することにより、ゲート8からキャビティ内へ注入された溶融樹脂がキャビティ5D,6D内を通って径方向外側へ流動する速度よりも、キャビティ5C,6C内を通って径方向外側へ流動する速度が速くなるようにした。
(もっと読む)
射出成形品と射出成形方法
【課題】射出成形品の小型化を図ると共に、ガラスフィラーの屑の飛散や塊の脱落を防止する射出成形品とその製造方法を提供する。
【解決手段】リードフレーム1と、リードフレーム1に形成された樹脂製反射枠体3とからなり、反射枠体3には開口部を備えた反射面3aを有し、反射面3aの背面側に樹脂注入口の痕跡となるゲート3bが突出され、ゲート3bには周囲を囲繞する窪み部3cが形成され、窪み部3cにゲート3bを被覆する被覆樹脂4が充填されるので、射出成形品の小型化が図れると共に、ガラスフィラーの屑の飛散や塊の脱落を防止することができる。
(もっと読む)
FRP長尺パイプ状成形体の成形方法とそれに使用する金型
【課題】成形時に発生する歪(反り、ねじれ)を最小限に抑え、品質の優れた長尺成形体を得るための成形方法・手段を提供すること。
【解決手段】FRP長尺パイプ状成形体を金型を用いて成形するに際し、金型として、該長尺パイプ状成形体の成形型を長手方向に複数に分割した小型金型を、成形定盤上に複数載置したものを使用することを特徴とするFRP長尺パイプ状成形体の成形方法、及びそれに使用する金型。成形定盤に設けられた小突起は、小型金型の下型に設けられた嵌合溝と嵌合し、小型金型は成形定盤上をスライドできるようになっている。
(もっと読む)
FRP中空成形品の内圧成形法
【課題】本発明の課題は、外観の綺麗なFRP中空成形品を容易に得るための内圧成形法を提供することにある。
【解決手段】プリプレグを用いて内圧成形法によりFRP中空成形品を成形するに際し、先ず、該成形品の賦形型に、該成形品の表層部形成用のプリプレグ以外のプリプレグを敷設・積層して、内部に内圧バッグを有する賦形物を作成し、次いで、該賦形物を、前記表層部形成用のプリプレグを内表面に敷設した金型にセットし、その後、該金型を型締めし内圧成形法により成形することを特徴とするFRP中空成形品の内圧成形法。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】成形型のコア部を移動してブロー成形体内に注入された発泡性樹脂の発泡を促進させる樹脂成形品の成形において、コア部の移動に対してブロー成形体の追従性が低下することを抑制することができる樹脂成形品の成形方法及び成形装置を提供する。
【解決手段】パリソンをブロー成形して形成される中空のブロー成形体23の内部に発泡性樹脂31の注入を開始した後に、成形型10のキャビティの容積を拡大させるように成形型のコア部13を移動し、前記発泡性樹脂の発泡を促進させて前記ブロー成形体を膨張させるようにした樹脂成形品の成形において、前記成形型のキャビティの容積を拡大させるように前記成形型の前記コア部の移動を開始した後に、前記ブロー成形体内に溶融した発泡性樹脂39を追加注入することを特徴とする。
(もっと読む)
101 - 120 / 224
[ Back to top ]