
Fターム[4F202AB25]の内容
プラスチック等の成形用の型 (108,678) | 添加剤・配合剤 (1,987) | 形状 (277) | 短繊維、ウイスカー (224)
Fターム[4F202AB25]に分類される特許
41 - 60 / 224
カーボン粉粒複合樹脂の成形方法
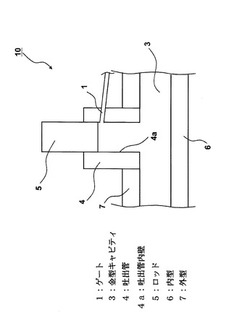
【課題】以下に示す事項を目的とするカーボン粉粒複合樹脂の成形方法を提供する。
(1)射出成形金型の鍋状成形品の底面中央に相当する部位の内型表面において、黒鉛粉粒の固着や金型の摩耗による意匠性の低下、成形品層内におけるクラック発生や物性低下を回避する。
(2)ゲート近傍における反応遅延に起因する応力残留に伴うクラック発生や衝撃強度の低下を抑止する。
【解決手段】この発明に係るカーボン粉粒複合樹脂の成形方法は、鍋状成形品の底面中央外壁の相当部分に設けられ、ロッドを内在してゲート1を配した吐出管4を備えた成形金型10を用いて、カーボン粉粒とフェノール樹脂を主体として成る成形材料を注入して加熱・加圧による賦形するカーボン粉粒複合樹脂の成形方法において、射出直後に成形金型の保持圧を一時的に解放した後、直ちにロッドを降下させるとともに成形金型の保持圧を回復させるようにしたものである。
(もっと読む)
繊維強化樹脂構造部材及びその製造方法

【課題】軽量化、製造コストの低減、強度の向上を図ることができると共に、大量生産が可能で、材料が安価であり、又、複雑な形状の成形が可能な繊維強化樹脂構造部材及びその製造方法を提供することを課題とする。
【解決手段】樹脂と繊維の複合材からなる繊維強化樹脂構造部材1であって、内層部2を、繊維構造体に熱可塑性樹脂を含浸した芯材で構成し、この内層部2の周囲を覆う外層部3を、長繊維を含有する熱可塑性樹脂から構成した繊維強化樹脂構造部材1。
(もっと読む)
成形体の製造方法
【課題】エジェクタピンやシール材を必ずしも使用せず、金型形状を複雑にしないことにより金型のコストを抑えつつ、かつ、離型不良を発生させずに、成形体を金型から手際よく離型させる方法を提供する。
【解決手段】まず、芯材2を挿入した金型10に原料1を充填し、原料1を加熱乾燥固化させる。その後、芯材2を金型10から引き出し、内部空間Nを形成する。次に、成形後の内部空間Nに気体を流入させることにより、成形体3の外面と金型10の内面との間に、成形体3を透過させた気体が介在して、成形体3を離型させる。
(もっと読む)
発泡樹脂パネル及びその成形型
【課題】薄肉パネル部の剛性が高い発泡樹脂パネルを提供する。
【解決手段】ソリッド層からなるスキン層19が表面に形成されると共に該スキン層19よりも樹脂密度が低い発泡層21が内部に一体に形成された厚肉パネル部15と、厚肉パネル部15に隣接して該厚肉パネル部15の成形時にスキン層19と共に一体に成形されたソリッド層からなる薄肉パネル部17とを備え、厚肉パネル部15と薄肉パネル部17との境界にスキン層19からなる段差部15aが板厚方向に形成されたボンネットフード1において、厚肉パネル部15及び薄肉パネル部17に対して段差部15aに跨るように補強リブ25を一体に形成し、該補強リブ25は、薄肉パネル部17側では表面から突出させ、厚肉パネル部15側では該厚肉パネル部15に食い込んでスキン層19と融合させる。
(もっと読む)
樹脂成型品の流動解析方法、流動解析装置及び流動解析プログラム
【課題】樹脂成形品表面から微小量突出する2次ウエルドラインの突出高さを予測でき、高い精度の品質評価を可能にできる樹脂成形品の流動解析方法、流動解析装置及び流動解析プログラム等を提供する。
【解決手段】メッシュモデルを用いて成形型のキャビティ内の溶融樹脂を流動解析して成形品表面から微小量突出する2次ウエルドラインの発生を予測する樹脂成型品の流動解析方法であって、成形工程初期に発生する1次ウエルドラインの発生位置を演算する1次ウエルドライン作成工程と、前記演算された1次ウエルドライン発生位置に基づいて、前記樹脂成型品の板厚方向の平均繊維配向度と、前記溶融樹脂の体積収縮率とを用いて2次ウエルドラインの突出高さを演算する2次ウエルド指数差演算工程と、を備えている。
(もっと読む)
発泡成形体の成形方法
【課題】外観および耐衝撃強度に優れた発泡成形体およびその成形方法を提供すること。
【解決手段】繊維強化ポリオレフィン樹脂組成物を溶融させる溶融工程と、溶融状態の前記繊維強化ポリオレフィン樹脂組成物に物理発泡剤を溶解させる溶解工程と、固定側金型と、この固定側金型に接して固定側金型との間に金型キャビティを形成する可動側金型と、前記金型キャビティ内に溶融状態の樹脂を供給するランナと、ランナ側開口部と、金型キャビティ側開口部と、を有し、かつ、所定の要件を満足するゲート部と、を有する射出成形用金型の前記金型キャビティに前記繊維強化ポリオレフィン樹脂組成物を充填する充填工程と、前記射出成形用金型を所定量開いて前記金型キャビティの容積を増大させ、前記繊維強化ポリオレフィン樹脂組成物を発泡させる発泡工程と、を有することを特徴とする自動車部品用の発泡成形体の成形方法。
(もっと読む)
車両用内装部品の製造装置
【課題】 本発明は、接着剤を塗布、あるいはラミネートした表皮材の裏面に直接エアを供給し、接着剤の粘着力を弱めて表皮材の離型を容易にする構造を有する車両用内装部品の製造装置を提供する。
【解決手段】 車両用内装部品の樹脂芯材に、接着剤層が形成された表皮材を貼着する製造装置であって、樹脂芯材が装着される成形型17と、成形型17の外周部に沿って設けられ、樹脂芯材に貼着された表皮材の周辺部裏面にエアを供給して離型を促進するエア供給部26と、エア供給部26に接続されるエア供給系と、を備え、エア供給部26は、エア供給系26から供給されたエアを噴出する複数の噴出孔24を有する。
(もっと読む)
成形装置
【課題】外周不要部分を成形装置から払い出すことが可能な成形装置を提供する
【解決手段】水平方向に相対移動可能とされ、基材70をプレス成形可能な一対の型2と、基材70の側部にアンダーカット部72Aを成形可能なスライド型5と、を備え、基材70のうち、一対の型2及びスライド型5を型閉じすることによって形成される成形空間Sから外部にはみ出た外周不要部分71を切断することで成形品60が成形される成形装置1であって、外周不要部分71のうち成形空間Sから下方にはみ出た下部不要部分73を切断する下部切断刃16と、外周不要部分71のうち下部不要部分73と連なって成形空間Sから側方にはみ出た側部不要部分72を切断する切断刃15と、下部不要部分73を一対の型2から離脱させることで、下部不要部分73及び側部不要部分72の双方を一括して下方に払い出す払い出し装置30と、を備えていることを特徴とする。
(もっと読む)
樹脂射出成形品
【課題】剛性の大きい樹脂を用いた場合であっても、無理抜き時に環状突部が破損するのを防止することができる樹脂射出成形品を提供すること。
【解決手段】円筒部13を有し、円筒部13の先端部が、円筒部13の他の部位よりも外径形状が大きいアンダーカット形状の環状突部14を有する樹脂射出成形品11において、環状突部14の円周方向の所定の部位に切欠き16を形成し、円筒部13の無理抜き時に、切欠き16を中心に環状突部14を変形させることにより、切欠き16によって応力を緩和する。
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバー
【課題】吸音材を用いることなく、防音性能に優れた軽量な樹脂成形カバー及びこれを用いてなる自動車用樹脂成形アンダーカバーを提供する。
【解決手段】エンジン10から発生し、樹脂成形カバー1に向かって放射される騒音は内壁面2の多数の突起部3の空洞層3bによって吸音される。また、騒音は表面3aに当たって乱反射するので、それぞれの反射音が干渉して打ち消し合い効果的に騒音が低減される。さらにエンジン10からの騒音は複数隣接する円柱状若しくは三角柱状等の突起部3間の対向表面間において多重反射若しくは反復反射することによって、減衰される。
(もっと読む)
金型及び熱可塑性樹脂系繊維強化複合材料成形品の製造方法
【課題】キャビティ面の加熱及び冷却を急速に行ってハイサイクルに成形材料を成形できる金型、並びに該金型を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法の提供を目的とする。
【解決手段】20℃における固有抵抗値が4.0〜100μΩ・cmの磁性金属材料により形成されたキャビティ面14、24を有する上型10及び下型20を具備し、上型10及び下型20のそれぞれに、20℃における固有抵抗値が5.0μΩ・cm以下の非磁性金属材料により形成される冷却回路16、26と、キャビティ面14、24を高周波誘導加熱する誘導加熱コイル17、27が設けられている金型1。また、金型1を用いた熱可塑性樹脂系繊維強化複合材料成形品の製造方法。
(もっと読む)
繊維強化複合材料の製造方法
【課題】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板の賦形と打ち抜き、またはトリミングを1工程の型締めで可能とする繊維強化複合材料の製造方法を提供すること。
【解決手段】強化繊維と熱可塑性樹脂とからなる繊維強化複合材料成形板を、熱可塑性樹脂が結晶性の場合は融点以上の温度まで、非晶性の場合はガラス転移温度以上の温度まで予備加熱し、予備加熱温度よりも低い温度でありかつ結晶性樹脂の場合は融点以下、非晶性樹脂の場合はガラス転移温度以下の一定温度に保持された金型中で賦形し、金型中の切削機能部分にて打ち抜きまたはトリミングすることを特徴とする繊維強化複合材料の製造方法。
(もっと読む)
ランプリフレクタ成形体
【課題】耐熱性と剛性を兼ね備えながら表面平滑性に優れるランプリフレクタ成形体を提供すること。
【解決手段】固定金型部と可動金型部からなる金型を型締め工程、
該金型キャビティ内で熱可塑性樹脂を成形する工程、
該キャビティ内へ型内被覆組成物を注入する工程、
注入した該型内被覆組成物が脱型可能になるように硬化させる工程、
該型内被覆組成物が被覆された型内被覆成形体を金型から取り出す工程、
金型から取り出した該型内被覆成形体の一部に金属膜を被覆させる工程
により製造されるランプリフレクタ成形体において、
該熱可塑性樹脂が、ガラス繊維、カーボン繊維、無機ウィスカー及び非繊維状無機フィラーのいずれか1種を1〜50質量%含有し、PEI樹脂、PPE樹脂、PPS樹脂、ポリアリーレンスルフィド樹脂、PC樹脂、PET樹脂、PBT樹脂、PA樹脂、PP樹脂、ABS樹脂又はこれらのアロイのいずれかであるランプリフレクタ成形体。
(もっと読む)
円環状樹脂製品の射出成形用金型並びに円環状樹脂製品の製造方法及び該製造方法により製造された円環状樹脂製品
【課題】ウェルドレス成形を可能にしながらディスクゲート方式の射出成形と比較して材料歩留まりを改善することができる円環状樹脂製品の射出成形用金型及び製造方法を提供する。
【解決手段】射出成形用金型3に、円環状樹脂製品である転がり軸受用保持器1を成形するための製品用キャビティと、転がり軸受用保持器1の内壁全周に繋がって内側に延びる内側ダミー体2Aを成形するためのダミー体用キャビティとを形成し、前記ダミー体用キャビティにホットランナー8を接続し、ホットランナー8及びダミー体用キャビティを通った溶融樹脂Pが転がり軸受用保持器1の内壁全周から略同時に前記製品用キャビティ内へ充填されるように、前記ダミー体用キャビティの形状及び大きさを定めた。
(もっと読む)
樹脂の収容及び注入のためのシステムと方法
【課題】注入プロセスを単純化する為に、樹脂と、樹脂を含浸させる繊維プリフォームとを共に同じツールに配置することができるような、樹脂の収容及び注入の為のシステムと方法を提供する。
【解決手段】樹脂収容及び注入システムは、ツールと、ツール内に設けられた樹脂貯蔵ウェルと、ツール上に設けられた複合材料積層区域と、樹脂貯蔵ウェルを覆うように設置された真空引きフィルムとを含んでいる。真空引きフィルムは、真空引きフィルム全体の圧力均衡が確立されると樹脂保存ウェル内の容積を規定し、且つ真空引きフィルムに陽圧が印加されると容積をほぼゼロにするように構成されている。
(もっと読む)
無反射防塵構造を有する光学素子成形型、無反射防塵構造を有する光学素子成形型の製造方法、無反射防塵構造を有する光学素子、撮像装置、及び、レンズ交換式デジタルカメラ
【課題】曲率半径が小さい成形面を有する成形型でも、高精度に少ない工程数で効率よく微細針状構造を形成し、無反射防塵構造を有する成形型を提供すること。
【解決手段】成形型基材1の最終形状に加工した成形面上にアモルファス層4及びさらにその上に微細な針状構造を有する電解めっき層5を形成することにより無反射防塵構造を有する成形型を提供する。
(もっと読む)
樹脂成形体及びその製造方法
【課題】 十分な熱伝導性を有する樹脂成形体及びその製造方法を提供する。
【解決手段】 樹脂成形を行う際に、熱可塑性樹脂内に無機フィラーを混合しておく。無機フィラーは放熱性に優れているが、その硬度が熱可塑性樹脂よりも高いため、周辺部材を研磨してしまうという傾向がある。本願発明者らは、金型温度を高温にすると、繊維状の放熱材料からなる無機フィラーの配列方向がランダムになり、内部で無機フィラーが接触することで、冷却効率が高くなることを見出した。本方法では、樹脂内の放熱材料が、周辺部材を研磨してしまう程度の多量に含まれていない場合においても、十分な熱伝導性を有することが可能である。
(もっと読む)
樹脂成形体及びその製造方法、並びにリレー
【課題】粉塵の発生を十分に抑制することが可能な樹脂成形体及びその製造方法、並びに樹脂成形体を容器として用いたリレーを提供する。
【解決手段】熱可塑性樹脂に無機フィラーを混合させて造粒した樹脂組成物から成形を行う場合、樹脂成形体の剛性が向上する。樹脂組成物の流動開始温度を温度T1(℃)、樹脂組成物を金型へ注入する際の金型の温度をT2(℃)、とした場合、関係式:T2(℃)≧T1(℃)−120℃を満たすことが好ましい。この関係式が満たされる場合には、樹脂成形体からの粉塵の発生を著しく抑制することができる。樹脂成形体を容器として用いたリレーは、低粉塵であるため、リレーの接点間に粉塵が詰まることがなく、良好な接点の接触を維持することができる。
(もっと読む)
電磁力及び伝導熱伝達を利用する硬化システム及び方法
複合材構造(106)を形成するシステムは、上型(26)と、下型(28)と、電磁石(42)とを含む電磁プレス(12)を備える。下型を上型に間隔を置いて取り付けることにより、複合材積層部材をこれらの金型の間に収容することができる。電磁石を励磁できることにより、上型及び下型から圧縮力を複合材積層部材に加えることができる。  (もっと読む)
(もっと読む)
41 - 60 / 224
[ Back to top ]