
Fターム[4F202AD19]の内容
プラスチック等の成形用の型 (108,678) | 挿入物等(挿入物、補強材、芯材、表面材、ライニング対象部材、接合の対象物) (5,173) | 形状、構造 (3,120) | 複合体 (339)
Fターム[4F202AD19]に分類される特許
121 - 140 / 339
繊維強化樹脂製部材の製造装置
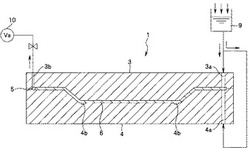
【課題】接着剤塗布前の処理を必要最小限に抑え、接着剤による十分な接着強度を確保する。
【解決手段】金型1は、雄型3と雌型4とで成形部材用の密閉自在なキャビティ5が形成され、キャビティ5には樹脂9を含浸させる面形状の強化繊維からなる繊維基材6が収納される。雄型3の一端部には、上方からキャビティ5内へと、繊維基材6の上面から含浸させる樹脂9を注入する注入口3aが設けられており、他端部には、キャビティ5内に樹脂9を注入する際に、キャビティ5内の空気を吸引除去する吸引口3bが設けられている。雌型4の端部には、下方からキャビティ5内へと、繊維基材6の下面から含浸させる樹脂9を注入する注入口4aが設けられている。繊維強化樹脂製部材2のライン状の接着部8a,8aに対応する部位には、ライン状の凹溝4b,4bが形成されている。
(もっと読む)
樹脂成形品及び樹脂製品製造用金型

【課題】インサート部材と加飾層とを併せ持つ意匠性に優れた樹脂成形品を得ること、及び、そのために用いる金型を得ることを目的とする。
【解決手段】本発明の樹脂成形品は、一部が樹脂部から露出した状態で樹脂部に埋設され、かつ、樹脂部に埋設される部位の少なくとも一部に、樹脂成形品の表裏方向に対して直角な方向に樹脂部と係合する係止部を設けたインサート部材4を備えると共に、樹脂部の表面に加飾層を備え、樹脂成形に際して、インサート部材4の表面を樹脂成形品の表面を形成する成形金型の所定の位置に配置する厚み方向位置決定部4Cを、インサート部材4の裏側に設けた。
(もっと読む)
電磁弁の製造方法
【課題】電磁弁の寸法や重量の増大の原因となるボビンの厚肉化を回避し、外装成形時におけるボビンの変形を防止できる構造を備えた電磁弁を提供する。
【解決手段】電磁弁1におけるソレノイド部5のコイル成形体15は、略円筒状のボビン19と、このボビン19の外周面19aに巻回されたコイル21と、ボビン19に一体に設けられたターミナル23と、磁気回路を構成する略有底筒状のコア25と、このコア25と上記ボビン19とをターミナル23と共に一体化する外装樹脂部27とから構成されている。ボビン19の前端面31とコア25の鍔部41の後面41aとを密着させる。
(もっと読む)
光学素子パッケージの製造方法
【課題】配列実装された複数の光学素子に対応するレンズ樹脂を、短時間かつ高精度に形成することが可能な光学素子パッケージの製造方法を提供することを目的とする。
【解決手段】第1の金型を用いてリードフレーム上にパッケージ樹脂11を形成し、パッケージ樹脂11の凹部11aに光学素子13を実装した後、第2の金型31を用いてパッケージ樹脂11上にレンズ樹脂として埋め込み樹脂を形成する。特に、埋め込み樹脂を形成する際には、第2の金型31においてパッケージ樹脂11が収納されるキャビティ31内に未硬化の樹脂を供給するための供給路31c内に、第1の金型の供給路脇のリードフレーム1上に付着した樹脂のバリbaを内包させる。
(もっと読む)
インサート樹脂成形部品とその製造方法とそれに用いられる樹脂成形金型および圧力センサ
【目的】従来の単純な樹脂成形金型を用いて低コストでピン跡を塞ぐことができるインサート樹脂成形部品とその製造方法とそれに用いられる樹脂成形金型および圧力センサを提供する。
【解決手段】金属端子2を樹脂成形金型に設置したピン13で支える場合に、ピン13の構造を上側の金型11にも接触するようにすることで、固化した樹脂1にピン跡の貫通孔6を形成する。金属端子2の表側をコーティング材7で被覆するとき、同時にこの貫通孔6を通して、金属端子2の裏面もコーティング材7で被覆する。この方法により、一回のコーティング材7の塗布でインサード樹脂成形部品を裏返しにすることなく、金属端子2の表裏を被覆できて、設備費用や製造コストを下げることができる。
(もっと読む)
樹脂封止金型及び樹脂封止方法
【課題】樹脂充填不良を低減して、半導体装置の歩留を向上させることができる樹脂封止金型および樹脂封止方法を提供すること。
【解決手段】半導体チップ20が搭載された配線基板21の上部を樹脂封止するキャビティ部17と、このキャビティ部17の一側端部に設けられ、当該キャビティ部17へ樹脂を流入させるゲート部13と、配線基板21の下方に配置され、キャビティ部17の他側端部側から配線基板21の一部に設けられた複数の貫通孔23を介して流入する溶解樹脂R’を収容する下部ダミーキャビティ部33とを備える。
(もっと読む)
電磁弁の製造方法
【課題】電磁弁の寸法や重量の増大の原因となるボビンの厚肉化を回避し、外装成形時におけるボビンの変形を防止できる構造を備えた電磁弁を提供する。
【解決手段】電磁弁1におけるソレノイド部5のコイル成形体15は、略円筒状のボビン19と、このボビン19の外周面19aに巻回されたコイル21と、ボビン19に一体に設けられたターミナル23と、磁気回路を構成する略有底筒状のコア25と、このコア25と上記ボビン19とをターミナル23と共に一体化する外装樹脂部27とから構成されている。ボビン19の前端面31とコア25の鍔部41の後面41aとを密着させる。
(もっと読む)
樹脂成形体の製造方法、樹脂成形体
【課題】複数のインサート体を成形するとき、インサート体の位置ズレやインサート体と保持体の貼り合わせ作業を削減すると同時に、成形品のひけや残留エアーの防止する製造方法を提供する。
【解決手段】インサート体11を表面に表出させた樹脂成形品の製造方法において、複数のインサート体11を一体に形成し、下型体の上面に配置するとともにそのインサート体11上に押さえ部材14を配置し、下型体32に対向する上型体を互いに近接させることにより押さえ部材14を介してインサート体11を押圧しつつ、熱硬化性樹脂からなる基材12を下型体と上型体の間隙へ注入し、その後押さえ部材14が弾性変形するまで下型体及び/又は上型体により押圧する。
(もっと読む)
センサ素子をシームレスにインサート成形することによりセンサを製造する方法
本発明は、センサ素子をシームレスにインサート成形することによってセンサを製造する方法、並びにこの方法により製造されたセンサに関する。センサ素子は射出成形材料によって可能な限り密に取り囲まれている。これによりセンサの周辺からの水、酸、油又は他の浸食性の物質がセンサに進入することが長期間に亘って防がれるセンサを製造する方法並びにこの方法により製造されたセンサを提供するために、金型キャビティ(1)内にセンサ素子(2)を挿入し、金型キャビティ(1)の第2の領域(4)において金型キャビティ(1)に係合する少なくとも1つの可動な位置固定エレメント(5)により、センサ素子(2)を金型キャビティ(1)において機械的に固定し、金型キャビティ(1)内に射出成形材料(6)を射出し、金型キャビティ(1)の第1の領域(3)における射出成形材料(6)は硬化させられて、第1の領域(3)において硬化した射出成形材料(6)がセンサ素子(2)を位置固定するまで待ち、第2の領域(4)に設けられている射出成形材料(6)が硬化する前に、可動な固定エレメント(5)を取り出して、依然として液状の射出成形材料(6)は取り出された固定エレメント(5)によって金型キャビティ(1)に残された中空室を少なくとも部分的に充填する、方法ステップを実施する。  (もっと読む)
(もっと読む)
電子部品の樹脂封止成形方法及び装置
【課題】小型の電子部品12を薄型の樹脂パッケージ17内に封止成形する場合において、成形キャビティ16内における樹脂未充填状態の発生を防止すると共に、成形キャビティ16内の溶融樹脂材料141 に対して適正な樹脂圧を加え且つ均等厚みTの薄型樹脂パッケージ17を高精度に成形することができる電子部品の樹脂封止成形方法とその装置を提供する。
【解決手段】成形キャビティ16内への樹脂充填時にキャビティブロック602 を後退移動してキャビティ容量を増加することにより成形キャビティ16内への樹脂充填作用をスムーズに行う。また、薄型樹脂パッケージ17の成形時にはキャビティブロック602 を前進移動させ且つ該キャビティブロックの移動位置を高精度に制御することにより成形キャビティ16内の溶融樹脂材料141 に適正な樹脂圧を加えると共に、小型の電子部品12を均等厚みTの薄型樹脂パッケージ17内に封止成形する。
(もっと読む)
燃料電池のセルのガスケット成形用金型、燃料電池の製造方法、および燃料電池
【課題】簡単な構成で、各セルを構成する燃料電池構成部品とセパレータの厚さのバラツキに影響されず、締結時と同じ荷重を燃料電池構成部品に付与して均一な締め代のガスケットを、不要部を発生させることなく成形することができる燃料電池のセルのガスケット成形用金型を提供する。
【解決手段】ガスケット成形用金型1は、第1の金型11と第2の金型12とを含んでおり、燃料電池構成部品2に対して荷重を付与する荷重付与部15と、第1の金型11と第2の金型12により形成されるキャビティ13内に突出してガスケット6の内周側壁を成形する突出部17とを有しており、型締時にセパレータ3の表面のマニホールド孔3hの周囲との間に介在する弾性体7が突出部17の先端面17aに設けられている。
(もっと読む)
スプリングユニット及び金型
【課題】
金型に組み込む前にスプリングの圧縮反力を容易に設定可能なスプリングユニットを提供する。
【解決手段】
本発明のスプリングユニットは、撓み量に応じた力を出力可能なスプリングユニット100であって、スプリング10と、スプリング10の一端を支持するナット12と、スプリング10の他端を支持するワッシャー14と、スプリング10の内部に挿入され、ワッシャー14を支持してナット12に当接することによりスプリング10を所定の長さだけ撓ませるツバ付カラー16とを有し、ワッシャー14に当接した外部部材を変位させると、スプリング10が変形して、外部部材に力が出力される。
(もっと読む)
樹脂成形体および樹脂成形体の製造方法
【課題】樹脂部品とモールド樹脂とを確実に融着させて一体化できる樹脂成形体および樹脂成形体の製造方法を提供することである。
【解決手段】上記した目的を達成するため、本発明の課題解決手段の樹脂成形体1は、樹脂部品2をインサート成形してモールド樹脂3と一体化されてなり、モールド樹脂3が、樹脂部品2の外周を被覆する被覆部3aと、被覆部3aとは別個のゲートG1から射出され被覆部3aとは独立して樹脂部品2の外周を被覆する融着部3bと、樹脂部品2の外周を覆って被覆部3aと融着部3bとを接続するとともに肉厚が被覆部3aおよび融着部3bの肉厚より薄肉の絞り部3cとを備えたことを特徴とする。
(もっと読む)
インサート成形方法
【課題】インサート成形において、合成樹脂製品全体の耐摩耗性や耐薬品性を向上させることができ、天然素材を用いてフィルムインサート成形する場合に、天然素材の持つ質感や感触を損なうことなく合成樹脂製品を製造することができるようにする。
【解決手段】本発明によるインサート成形方法は、溶融された合成樹脂を注入可能な開口部が設けられたフィルムを袋状に形成し、袋状に形成されたフィルムを第1の金型に密着させ、第1の金型と第2の金型とを型閉めして、溶融された合成樹脂を開口部から注入することを特徴とする。
(もっと読む)
2色成形用金型装置および2色成形品
【課題】フィルムを波打ちすることなく2色成形品中にインモールドすることができる2色成形用金型装置及び2色成形品を提供する。
【解決手段】1次側金型の金型間にフィルム11を内在させ、1次側金型の第1キャビティC1に樹脂を射出して1次成形品8を成形し、フィルム付きの1次成形品8を2次側金型に移動させ、2次側金型の第2キャビティC2に樹脂を射出して2次成形品を成形することにより、1次成形品、2次成形品、フィルムが一体化された2色成形品を得る2色成形用金型装置において、第1キャビティC1は、1次成形品8からフィルム11がはみ出すようにフィルムよりも小さいサイズの1次成形品8を成形するように構成され、フィルムはみ出し側に位置し第1キャビティC1を形成するキャビティ形成壁面3aに、上記1次成形品8の成形収縮を規制する凸部3dが形成されていることを特徴とする。
(もっと読む)
配線基板製造用金型およびこれを用いた配線基板の製造方法
【課題】反り,捩れ等の変形が生じにくく、軽量で生産性が高いとともに、厚さ方向の寸法精度にバラツキのない配線基板を製造するための金型を提供することにある。
【解決手段】一対の金型でコアレス多層基板52を挟持するとともに、前記コアレス多層基板52の実装面に接合する金型の接合面に形成したキャビティに樹脂を注入,固化して成形する配線基板製造用金型である。特に、コアレス多層基板52の実装面に、半導体素子を実装するための開口部を備えた環状補強枠53を一体成形する格子状キャビティ34を設けた。
(もっと読む)
電気ケーブルおよび樹脂成形体付き電気ケーブルならびにその製造方法
【課題】電気ケーブルの外被上に直接樹脂成形体を射出成形するに際して、ケーブルの外被外径に多少のばらつきがあっても、上下金型のケーブル導入口を効果的に塞いで、外被の噛み込みや樹脂漏れの生じない電気ケーブルおよび樹脂成形体付きの電気ケーブルならびにその製造方法を提供する。
【解決手段】導体、絶縁コア、シールドコアまたはこれらの組み合わせコアを2層以上の樹脂絶縁体16で被覆し、最外層の絶縁層を発泡層15で形成された電気ケーブルに、射出成形により樹脂成形体18,19を一体化する。また、前記の電気ケーブルに、上金型と下金型により樹脂成形体を射出成形に成形するに際して、電気ケーブルの発泡層15が上下方向で圧縮をうけ、横方向に圧縮を受けないようにして成形する。
(もっと読む)
常温収縮型ゴムユニット
【課題】外部半導電層の形成が容易で形成に要する時間を短縮し、外部半導電層の肉厚変動を生じ難くすることにより、製造納期が短く、製造コストが安く、良品質の常温収縮型ゴムユニットを提供する。
【解決手段】解体可能な拡径部材上に拡径支持されており、エチレンプロピレンゴム(EPR)、シリコーンゴム(SR)等のゴム材を主体として形成される内部半導電層1と、補強絶縁層3と、外部半導電層11と、補強絶縁層3の両端側のストレスコーン部7、7と、外部半導電層11の両ストレスコーン部7、7の近傍に設けられ、外部半導電層11を長手方向に縁切りする縁切り部9、9とを備え、内部半導電層1、補強絶縁層3、外部半導電層11及びストレスコーン部7、7を略円筒状にモールド成形してワンピースに形成される。
(もっと読む)
プーリ及び樹脂プーリ付き転がり軸受
【課題】プーリ回転時に発生する唸りを簡便かつ安価に抑制する。
【解決手段】プーリの内外径円筒部3、5間に形成された円板部6を補強するリブ7の本数を、プーリ成形の際に金型9に樹脂を注入するゲート孔10の数とは異なる素数にするとともに、このリブ7の太さを全てのリブ7で同じでないようにした。また、ゲート孔10の孔径を全てのゲート孔10で同じでないようにするとともに、このゲート孔10をプーリの回転軸周りに回転非対称に配置した。これにより、各ゲート孔10から注入された樹脂が金型9のキャビティ8内の外径円筒部5に相当する位置に到達するタイミングが不均一になって、この外径円筒部5の外径の回転非対称性を確保することができる。このため、プーリから発せられる複数の音響が互いに干渉しにくくなって、唸りの発生が抑制される。
(もっと読む)
基板の装着・取出方法及び装置
【課題】半導体素子等の電子部品302 を樹脂封止成形するための樹脂成形型に対して樹脂封止前基板300 の装着と樹脂封止済基板の取出作業を簡易に行う。
【解決手段】搬送プレート209 に基板搬送体211 を昇降自在に嵌装し、該基板搬送体の上面には樹脂封止前基板300 の載置部216 を設け且つその下面には樹脂封止済基板の係着部217 を設ける。樹脂成形型への基板の装着時には基板搬送体211 を上下両成形型間に進入させると共に、成形用下型の上動力を利用して基板搬送体211 を上昇させ且つその上面載置部216 に載置した樹脂封止前基板300 を成形用上型の基板装着面に止着する。
また、樹脂成形型からの基板の取出時にも成形用下型の上動力を利用して樹脂封止成形された樹脂封止済基板を基板搬送体211 下面の係着部217 に止着すると共に、この係着状態で該基板を外部へ取り出す。
(もっと読む)
121 - 140 / 339
[ Back to top ]