
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
2,141 - 2,160 / 5,678
金型中子製作方法および金型中子

【課題】プラスチック成形に用いられる微細で複雑な形状の金型中子を製作する。
【解決手段】金型中子の立体形状を3次元CADでモデリングし、この立体形状のサーフェスデータの3次元座標群を抽出する。この3次元座標群に基づいてレチクルを作製し、このレチクルを用いてフォトリソグラフィで金型中子の立体形状に対応する凹形状のフォトレジストからなるレジスト凹型3を形成する。このレジスト凹型3を母型として凸形状の紫外線硬化型樹脂からなる樹脂凸型を形成し、この樹脂凸型を母型として電鋳で金型中子を製作する。
(もっと読む)
樹脂成形品のシボ形成方法

【課題】比較的簡素な構成にて適正且つ効果的にシボを形成し得る樹脂成形品のシボ形成方法を提供する。
【解決手段】樹脂成形品の製品意匠面にシボを形成する方法であって、成形金型10における製品意匠面に対応するキャビティ部位にシボ転写素材1及び分離フィルム2を順に添設し、シボ転写素材1が持つシボ形状を製品意匠面に転写形成する。
(もっと読む)
成形品の取出方法、成形品の取出装置、およびその取出方法に用いられる成形金型
【課題】 従来の取出装置では、成形品に対する吸着パッドの痕跡対策のために、吸着パッドにヒータ等の加熱手段を設けると、取出装置が複雑してコストアップに繋がってしまうという問題を解決することのできる成形品の取出方法、取出装置、および成形金型を提供する。
【解決手段】 吸着パッド31を備えた取出装置25を用いて射出成形機の成形金型14,16から成形品Pを取出す際に、前記吸着パッド31を射出成形機本体15,17または成形金型14,16に当接させた後、前記成形品Pに吸着させて成形金型16から取出す。
(もっと読む)
キャスティング装置
本発明は、中空のキャスティング物品を製造するキャスティング装置(10)であって、キャビティ(14)と、該キャビティ(14)内に流動性のキャスティング材料(18)を充填する充填装置(16)と、押し退け装置(32)とが設けられていて、該押し退け装置(32)は、プロジェクティル(34)を運動方向(B)において運動させて、キャビティ(14)内に充填されたキャスティング材料(18)内に押し入れるために、構成されており、キャビティ(14)が物品区分(20)とプロジェクティル区分(22)とを有していて、物品区分(20)が、生ぜしめられるキャスティング物品(66)に配属されていて、物品区分(20)内にキャスティング物品(66)が形成されるようになっており、プロジェクティル区分(22)がプロジェクティル(34)に配属されていて、プロジェクティル区分(22)内においてプロジェクティル(34)が形成されるようになっている形式のものに関する。このような形式のキャスティング装置において、本発明の構成では、物品区分(20)が運動方向(B)においてプロジェクティル区分(22)に続いている。  (もっと読む)
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設された樹脂成形品、更に射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22と、固定型21内を型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、転写層34が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及び転写層34を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
金型
【課題】外面側および内面側にそれぞれアンダーカット部を有する樹脂製品を、簡単な構造で成形および離型する。
【解決手段】樹脂製品200の外面200a側を成形する固定型10と、型閉じ状態から矢印D方向に移動して型開き状態に至る可動型20とを備え、可動型20は、型開き方向Dに対して略直交する方向であって、キャビティ空間(90)から離れる向きHに移動可能とされた、外面200a側のアンダーカット部280を形成する第一スライドコア30と、型開き方向Dに移動するにしたがって、向きHに移動可能とされ、樹脂製品200の内面200b側のアンダーカット部290から可動型20の離型を許容するように樹脂製品200の端部であるフランジ220の内面200b側に引っ掛けられる第二スライドコア40とを備える。
(もっと読む)
宝石をインサートした樹脂成形品の製造方法
【課題】樹脂成形品からの宝石の脱落に抵抗性があり、また、製造工程数が少ない宝石をインサートした樹脂成形品の製造方法を得る。
【解決手段】 以下の工程からなる樹脂成形品の製造方法である。
(イ)A金型21の内表面22とB金型31の内表面32により形成されるキャビティー36内に宝石10を配置する工程であって、宝石10のテーブル面11をA金型の内表面22に接触した状態に配置する工程。(ロ)A金型とB金型を型締めし、キャビティー内に溶融樹脂を注入する工程。(ハ)溶融樹脂が固化した後に、A金型とB金型を型開きし、樹脂成形品を取り出す工程。
(もっと読む)
ゲート位置決定装置、ゲート位置の決定方法、および、コンピュータを位置決定装置として機能させるためのプログラム
【課題】樹脂注入ゲートの位置を短時間で決定するためのゲート決定装置を提供する。
【解決手段】ゲート位置決定装置100は、解析条件の入力を受ける入力部101と、出力部102と、ゲート位置決定部110と、記憶部140とを備える。ゲート位置決定部110は、流動解析部120と、ゲート位置改善部130とを備える。流動解析部120は、モデル読込部121と、解析条件設定部122と、成形品の形状を微小要素に分割することにより解析モデルを生成する解析モデル生成部123と、解析条件にしたがって解析を実行する樹脂流動解析部124とを含む。ゲート位置改善部130は、解析の結果を読み込む解析結果読込部131と、その結果に基づいてゲート位置の移動方向を決定する移動方向決定部132と、当該移動方向に基づいてゲート位置の移動量を決定する移動量決定部133と、表示部134とを含む。
(もっと読む)
射出成形機および射出成形方法
【課題】 成形金型の一部に固定盤と可動盤の間隔を規定するパーティングブロックが設けられていることにより成形金型の重量アップや成形金型の構造が複雑化しコストアップする問題に対応することのできる射出成形機および射出成形方法を提供する。
【解決手段】
固定盤17に取付けられた固定金型16と可動盤20に取付けられた可動金型19の間に形成されたキャビティCに溶融樹脂を射出して成形品の成形を行う射出成形機10において、固定盤17と可動盤20の少なくとも一方には型閉時に固定盤17と可動盤20の間隔を規定するパーティングブロック42,43が配設されている。
(もっと読む)
射出成形によって得られたフック面を有する成形品
少なくとも1つの注入点での射出成形によって得られる一体成形品であって、外側包絡面を形成する面内の空間によって画成される体積を有する本体(20)と、該成形品の本体と同じ成形時に得られる少なくとも1つのフック(21)、好ましくはフック叢を備え、前記フックまたは各フックが、長手方向軸を有する支柱、および支柱から側方に突出する捕捉部分を有し、フックの体積が、本体の体積より実質的に小さく、すなわち、本体の体積より少なくとも100分の1ほどに小さく、好ましくは1000分の1ほどに小さく、たとえば100,000〜100,000,000分の1ほどに小さく、長手方向軸に対して横断方向に測定した支柱の幅、または横断方向最小寸法が、支柱の長手方向軸に沿って測定した本体の厚さより小さいことを特徴とする成形品を提供する。  (もっと読む)
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】可塑剤を用いなくても、優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、カルボヒドラジド類、メラミン化合物、ウラシル類及びN−置換尿素類からなる群から選ばれる少なくとも1種の有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
成形用金型及び成形品の製造方法
【課題】キャビティ品に発生するウェルドラインの形状や発生位置を制御することを目的とする。
【解決手段】スプルー11からキャビティ15に成形材を充填するためのランナーが屈曲部16を有して構成されている成形用金型1であって、前記屈曲部16bから前記キャビティ15bまでのランナーに沿って少なくとも一部は、前記屈曲部16bの内側を通過する流路と前記屈曲部16bの外側を通過する流路との断面積が異なることを特徴とする。
(もっと読む)
樹脂成形体の成形金型
【課題】射出成形時における溶融樹脂材の射出圧でスライドコアが撓み変形するのを抑止できて、樹脂成形体に「ヒケ」を発生させることのない成形金型の提供を図る。
【解決手段】コア型11とキャビティ型12との型締めにより、コア型11の受圧部11Aがスライドコア13の型面に当接する。溶融した合成樹脂材の射出圧はスライドコア13のキャビティ型12に対向した型面に作用して、スライドコア13はコア型11に向けて押圧力を受けるが、この押圧力はコア型11の受圧部11Aで受止められてスライドコア13の撓み変形が抑止される。
 (もっと読む)
(もっと読む)
二材成形用射出成形機
【課題】金型の加熱を効率よく行いつつ、型を閉じるときに金型同士が干渉するのを防ぐとともに、キャビティ温度のオーバーシュートを有効に防ぐことのできる二材成形用射出成形機を提供することを目的とする。
【解決手段】異なった樹脂材をそれぞれ可塑化して射出充填する2組の第一射出ユニット、第二射出ユニットを有する二材成形用射出成形機において、二次側の第一射出ユニット側での射出成形を行うに先立ち、一次側の第二射出ユニット側での射出成形後、回転ダイプレートの180度回転が完了するまでの間に、金型の加熱を開始するようにした。また、加熱開始後、回転ダイプレートの180度回転が完了するまで、つまり型閉を行うまでは、金型温度を、加熱開始時の金型温度よりも高く、かつ射出時における金型温度よりも低く設定された温度領域内に維持するようにした。
(もっと読む)
複合成形品の成形方法および成形用の型装置
【課題】標準的な射出成形機を利用して安価に複合成形品を成形することができる型装置を提供する。
【解決手段】固定盤(2)と、この固定盤(2)に対して型開閉される可動盤(10)と、該可動盤(10)側に設けられているエジェクタ装置(30、31)とからなる標準的な射出成形機を利用する。可動盤(10)には正逆方向に回転駆動される回転盤(20)を設ける。このとき、回転盤(20)を可動盤側取付板(11)の中心部に形成されている筒状ガイド部材(12)により案内させる。固定盤(2)にはスプル孔等が形成されている取付板(3)を介して第1、2の固定側金型(4、7)を取り付け、回転盤(20)には第1、2の固定側金型(4、7)と対をなす第1、2の可動側金型(21、22)を設ける。回転する第1、2の可動側金型(21、22)には、固定的な筒状ガイド部材(12)から冷却水を給排する。
(もっと読む)
金型装置及び電気接続用モジュール
【課題】樹脂成型で得られるハウジングにスナップフィットが一体的に形成され、そのスナップフィットを介して部品の組付けをなせるようになっている電気接続箱について、樹脂成型用の金型における金型割り面に影響されることなく、スナップフィットの位置誤差解消のための金型修正を容易に行えるようにする
【解決手段】電気接続箱31は、樹脂成型で得られるハウジング2における部品組付け部3にスナップフィット33が一体的に形成され、そのスナップフィットを介して部品の組付けをなせるようにされている。そしてスナップフィットは、部品組付け部に一体的に形成されたスナップフィット台座32の上にスナップフィットを形成すようにされ、スナップフィット台座は、スナップフィットの基部12における底面積より広い面積をもって部品組付け部の表面に突出するようにされ、かつ端縁部34がスナップフィットの基部の側面から突出するようにされている。
(もっと読む)
容器の首のストッパ及びそのようなストッパを製造するためにプラスチック材料をモールド成形するための成形機
ストッパ(1)は、容器の首の周りにストッパを締め付けるための環状のスカート(12)と、スカートの中央軸(X−X)に垂直な端壁(10)と、端壁の内面(10A)からスカートに延びる環状の密閉リップ(16)とを有する。突起部(22)は、容器内に過度の圧力が発生したときに端壁の動作を伝えるため、端壁の内面をリップの周辺部の内面(16B)に接続する。この過度の圧力を確実に解放し、かつその実行を容易にするために、この突起部は、端壁の内面と、リップ部分の内面と、リップ部分を通過すると共にスカートの軸に対して整放線方向の直線(L)に沿って端壁の内面と交差する幾何学的平面(P)と、によって規定された全空間を占める。 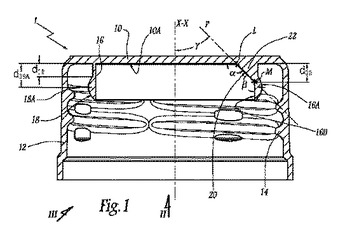 (もっと読む)
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、(a)C=Oと、NH及びOから選ばれる官能基とを分子内に有する環状化合物、(b)C=Oを分子内に有する環状化合物と、NH、S及びOから選ばれる官能基を分子内に有する環状化合物との混合物、(c)置換されていてもよく、金属を含んでいてもよいフタロシアニン化合物、及び(d)置換されていてもよいポルフィリン化合物からなる群から選ばれる少なくとも1種の有機顔料を含む有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
射出成形用金型及び樹脂成形品の成形方法
【課題】コストアップや成形サイクルの長大化を避けつつ、ウェルドラインの発生を抑える。
【解決手段】型閉状態でスプルー4からランナ5へと供給された溶融樹脂は、ランナ5内において略放射状に流れ、ランナ5の全周縁部からフィルムゲート7を介してキャビティ6へと流入する。キャビティ6に溶融樹脂が充填されて成形が完了したならば、型閉状態のまま、コア部3をスライドさせて、Zピン9でランナ部101を引っ張るかたちでフィルムゲート7内に成形される薄肉部を切断する。ゲートカット後、固定型1に対して可動型2を開くと、キャビティ6内に成形された樹脂成形品(リング状の部品)100が取り出される。
(もっと読む)
流路チップの製造方法および流路チップの製造装置
【課題】流路チップの製造にあたり、当該流路チップにおける流路パターンの変更等にも、柔軟かつ迅速に対応することを可能とする。
【解決手段】流路チップ1の構成基板2上に転写するパターンが転写後と逆の凹凸で刻んであるスタンパ4を形成するスタンパ形成工程と、前記構成基板2の外形に対応するキャビティ7の少なくとも一面を構成するように当該キャビティ7を形成する一対の金型6に対して前記スタンパ形成工程で形成した前記スタンパ4の取り付けを行い、当該一対の金型6および当該スタンパ4を用いた成形加工を行って、前記流路チップ1を得る成形加工工程と、を含んで流路チップ1の製造を行う。
(もっと読む)
2,141 - 2,160 / 5,678
[ Back to top ]