
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
2,181 - 2,200 / 5,678
射出成形機及び射出成形方法
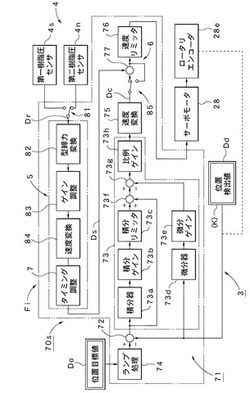
【課題】 高度の精密性(品質)が要求される成形品であっても良好な成形を行い、成形品質の高度化(高精密化)を実現する。
【解決手段】 金型2を全閉し又は所定の隙間Lsxだけ開けて型締可能な型締装置Mcと、金型2に樹脂を射出充填可能な射出装置Miと、少なくとも金型2を全閉し又は所定の隙間Lsxだけ開けた所定の型位置Xsで位置制御を行う制御部3とを備える射出成形機であって、制御部3に、射出装置Miから射出する樹脂の圧力(樹脂圧)を検出する樹脂圧検出部4と、検出した樹脂圧Drを金型2内における樹脂圧に対抗する型締力に係わる増補値Dsに変換する樹脂圧変換部5と、この増補値Dsを少なくとも位置制御に係わる型締方向に変位させる指令値Dcに加算する増補値加算部6とを有する指令値増補機能部Fiを設ける。
(もっと読む)
模型用樹脂成形部品

【課題】 樹脂射出成形金型の製造費用の高額化を抑制しつつ、模型部品を切り離した後の樹脂成形部品を、樹脂の種類別に回収することを容易にすることで地球環境保全に貢献することのできる樹脂成形部品の提供。
【解決手段】主ランナーと、主ランナーから分岐した枝ランナーと、枝ランナーの端部にゲートを介して接続された模型部品とを一体成形した樹脂成形部品であって、前記主ランナー及び前記枝ランナーは、樹脂成形に使用される樹脂の種類を識別可能にするための形状部を備えており、前記主ランナーの前記形状部は、前記主ランナーと平行となるように形成されており、前記枝ランナーの前記形状部は、前記ゲートの近傍に形成され樹脂の種類毎に異なる上面形状を有することを特徴とする樹脂成形部品。
(もっと読む)
二色成形金型及び二色成形方法
【課題】 第1部位の光透過性樹脂の裏側に第2部位の光遮蔽性樹脂が存在しない状態で二色成形を行う。
【解決手段】 光遮蔽性樹脂の第2部位2を射出成形する際に、第1部位1で包囲される第2部位2aの離面と、第1部位1で包囲されない第2部位2bの離面との間だけに光遮蔽性樹脂を流通させ、第1部位1で包囲される第2部位2aが存在する成形品部材11を成形し、共通雄型から成形品部材11を離型する際に第2部位2の離面側に残る残余部3を分断する。
(もっと読む)
射出制御装置
【課題】簡易な構成で、ウエルドラインの発生を抑制することの可能な射出制御装置を提供することを課題とする。
【解決手段】射出制御装置1は、キャビティ3を内部に有し、メインゲート4及びサブゲート5がキャビティ3に連通して形成された射出成型用金型6と、射出ユニット7と連結されたユニット側ランナ8、ユニット側ランナ8の一端から分岐して形成され、メインゲート4と連結したメイン側ランナ9及びサブゲート5と連結したサブ側ランナ10を有する分岐ランナ11と、キャビティ3に射出される溶融樹脂2の射出を制御するゲート開閉機構部12と、サブゲート5から溶融樹脂2を射出する射出タイミングをメインゲート4からの射出に対して遅延させる遅延制御部13とを主に具備する。
(もっと読む)
中空部品のインサート成形用金型
【課題】中空中子を変形させずに表皮厚を均一化し、強度及び剛性に優れた中空部品のインサート成形用金型を提供する。
【解決手段】固定側金型20と可動側金型21とを有し、これら固定側金型2と可動側金型21が型締めされて形成されたキャビティー22内に中空状のベースフレーム2を配置し、該キャビティー内に溶融樹脂を充填して、該ベースフレームの表面を樹脂で鋳包して表皮を形成する中空部品のインサート成形用金型において、固定側金型及び可動側金型のそれぞれに、前記キャビティーに連通する複数のゲート30,33と、各ゲート30,33を連結させるホットランナー31,34と、該固定側金型から該可動側金型へ溶融樹脂を供給するホットノズル32,35とを設け、該固定側金型のホットノズル32と該可動側金型のホットノズル35とを連結させた。
(もっと読む)
金型設計方法
【課題】 従来の射出成形用金型設計方法は、一般的な反り解析結果を基準としている為、収縮の方向が重心方向の一方向に限定されてしまうことや、金型面の拘束を考慮しない収縮を元に算出した抵抗値が用いられていることから、予測精度に問題があった。
【解決手段】 本発明は、射出成形シミュレーションにおける充填・保圧の解析を順次行い、その結果を用いて製品表面形状だけでなく、金型表面形状も定義した状態で金型内の接触を考慮した収縮計算を行うことにより、成形品と接する金型が成形品を拘束する事を基準とした離型抵抗力を求め、この離型抵抗力がある範囲に収まらないときは、その面を表示し、成形条件・ゲート形状(ゲート位置及び寸法)・金型面状態及びその面に対して離型方向に対する金型面の勾配とを逐次変更して適正な条件を求める金型設計方法を見出した。
(もっと読む)
熱可塑性樹脂射出発泡成形体の製造方法
【課題】 カウンタプレッシャ法によるポリプロピレン系樹脂射出発泡成形体の製造方法において、発泡倍率が大きく、残存ガスに起因する凹み等が無い外観美麗なポリプロピレン系樹脂射出発泡成形体が容易に得られる製造方法を提供すること。
【解決手段】 熱可塑性樹脂と発泡剤を含んでなる溶融混合物のフローフロントで発泡が起きない圧力以上にガス体で予め加圧した金型内に、前記溶融混合物を射出充填して発泡成形するポリプロピレン系樹脂射出発泡成形体の製造方法において、金型内への溶融混合物の射出充填を2以上の射出速度段階で行い、かつ、最終の射出速度段階の射出速度を他の射出速度段階よりも低速で行うことを特徴とする熱可塑性樹脂射出発泡成形体の製造方法。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】パーティング面から転写シートを接触解除させたときの静電気の発生を低減させ、異物をキャビティ面に付着しにくくさせた射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】可動型18は、パーティング面20の中央に正面視矩形形状の可動型側入子22が埋設され、可動型側入子22の中央にキャビティ面23が形成されている。キャビティ面23の上方及び下方に可動型側入子22を跨ぐようにしてクランプ25が設けられている。クランプ25とパーティング面20との間を転写シート55が搬送される。可動型側入子22の上方及び下方のパーティング面20、即ち図2の(1)で示した斜線部分に、帯電防止シート60が貼り付けられている。
(もっと読む)
射出成形して包装容器を製造するための方法及び装置
包装及び充填機械において少なくとも1つの熱可塑性樹脂からなる内側層を有している包装用ラミネートスリーブ(10)によって、該包装用ラミネートスリーブに加えて、該包装用ラミネートスリーブに結合された肩部と該肩部に結合され且つ注ぎ出し口と組み合わせられた首部とを備えている包装容器を製造する方法。該方法は、包装用ラミネートスリーブ(10)を内側成形型と関連付けて配置するステップと、射出成形される包装部分の容積を超える容積のキャビティを成形型間に形成するために前記内側成形型の外側に外側成形型を配置するステップと、前記キャビティ内に少なくとも1つの第一の材料の溶融物を射出させるステップとを含み、前記包装容器の首部を前記内側成形型と外側成形型との間に前記キャビティと接触する状態で配置するステップと、ステント成形型を前記溶融物が前記キャビティ一杯となり且つ前記首部と前記包装用ラミネートスリーブの端部に配置されている熱可塑性樹脂からなる内側層の一部分とを融合させるまで前記成形型を加圧するステップと、前記成形型を開き且つ前記包装容器を更なる処理をするために移すステップとを特徴としている。 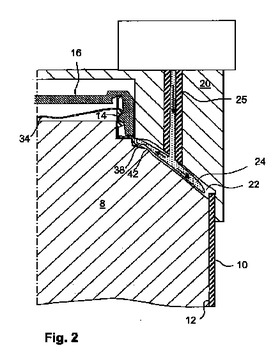 (もっと読む)
(もっと読む)
成形品取出機
【課題】 所望の動作モードの設定が簡単にできるコントローラ装置を備えた成形品取出機を提供することにある。
【解決手段】 コントローラ装置5を、予め定めた標準動作モードで動作しているときよりも電力消費量を少なくする省電力動作モードと、標準動作モードで動作しているときよりも振動の発生を少なくするソフト動作モードとを選択できるように構成する。コントローラ装置5を、予め定めた標準動作モードの設定要素及び/または設定データを変更して所望の動作モードを設定できるように構成する。
(もっと読む)
成形機
【課題】金型の加熱冷却タイミングを最適化でき、高品質の成形品を高能率に成形可能な成形機を提供する。
【解決手段】開閉可能に構成された金型1と、金型1を開閉動作させる金型開閉装置2と、型閉された金型1内に成形材料を射出する射出装置3と、金型1に加熱媒体を供給する加熱媒体供給装置4と、金型1に冷却媒体を供給する冷却媒体供給装置5と、金型1に供給される加熱媒体の断続及び冷却媒体の断続を行うバルブコントロールユニット6と、制御装置7と、制御装置7に付設された入力装置8及び表示装置9とを備える。表示装置9に、1サイクル毎の金型温度変化、型開閉速度変化、射出圧力変化及び射出速度変化を同時に表示する。
(もっと読む)
バリア性を有するスパウト
【課題】 バリア性を有するスパウトのバリアフィルムを巻装したバリア筒の筒状体の外面側面のテーパーを無くして、インサート成型工程で、バリア筒の金型への設置を容易にし、かつバリアフィルムをラベルとしても使用した時にラベルの形状をテーパーを考慮することなく制作できること
【解決手段】 キャップ部と口部と口部の下方に連設する接着部とからなるスパウトと、接着部に固着する袋容器とからなるスパウト付き袋容器のスパウトにおいて、前記口部の内径と略等しい筒状体の外面筒状面のテーパーを0°とし、内面筒状面に抜きテーパーを設け、スパウトの一体成型時に樹脂の流動する方向の上流方向の端部に下フランジを設けた筒状体で、該筒状体にバリアフィルムを巻装してバリア筒とし、該バリア筒を一体成形により成形したバリア性を有するスパウトである。
(もっと読む)
成形品取出装置及び成形品取出方法
【課題】スプルー部を確実に取り出すことができ、射出成形機の成形サイクルを短くすることができるようにする。
【解決手段】進退自在に配設され、成形品を把持して取り出す取出機構部51の本体を構成する支持体と、支持体に取り付けられた作動装置67と、作動装置67によって移動させられ、金型から突き出されたスプルー部21を選択的に把持する一対の把持要素と、前記スプルー部21の所定の箇所と係止させられる係止要素とを有する。スプルー部21の所定の箇所と係止要素とが係止させられるので、把持要素の把持面とスプルー部21の外周面との間に生じる摩擦抵抗、及び係止要素とスプルー部21の所定の箇所との係止によってスプルー部21を引っ張ることができる。
(もっと読む)
樹脂成形品の成形方法並びに成形金型
【課題】アンダーカット部を有する樹脂成形品の成形方法並びに成形金型において、サイドゲート方式を利用して成形精度を高めるとともに、アンダーカット処理を円滑に行なう。
【解決手段】スプル50、ランナ51、サイドゲート54を通じて製品キャビティC1,C2内に溶融樹脂Mを射出充填してアンダーカット部61を有する樹脂成形品60A,60Bを成形する。この時、ランナ51は、アンダーカット部61の脱型方向に平行な平行部52と、この平行部52に対して所定角度傾斜した傾斜部53とから構成され、エジェクタ動作後の取り出しチャック動作によるスライド操作時、ランナ部51aの傾斜部53aを撓ませることで、サイドゲート部54aと樹脂成形品60A,60Bとの境界部分に加わる過度の荷重を軽減して、取り出しチャック動作時における樹脂成形品60A,60Bの破損を可及的に防止する。
(もっと読む)
射出発泡成形用金型
【課題】生産効率の低下を招くことなく、容易かつ適切なゲートカットを可能とする樹脂成形品を形成することができる射出発泡成形用金型を提供する。
【解決手段】スプル20に連通するゲート16およびそこに連通するキャビティ15を形成可能であり、溶融樹脂が充填された後、両金型11、12の距離を対向方向に広げてキャビティ15を型締状態よりも容積が増大させたコアバック状態とすることにより樹脂成形品を成形するための射出発泡成形用金型10である。両金型11、12のいずれか一方には、他方の金型12と協働してゲート16を形作る入子30が設けられ、入子30は、キャビティ15を型締状態からコアバック状態とすべく両金型11、12の距離が広げられるか否かに拘らずゲート16の容積が変動しないように、一方の金型11に移動可能に保持されるとともに付勢手段39により他方の金型12へ向けて付勢されている
(もっと読む)
生産設備
【課題】 生産設備の使用者にメンテナンス時期が近付いたことを知らせる場合に、設備の使用者から必要な情報を得られるようにするために、メンテナンスの作業者がメンテナンス時に確認する情報を使用者も見られるようにし且つ使用者を介して必要な設定変更することができる生産設備を提供する。
【解決手段】 コントローラ装置5が、予め定めた操作がなされた場合に、常時表示画面に代えてメンテナンス画面を表示画面7に表示する。またコントローラ装置5は、メンテナンスの必要時期が近付いたときには、予め定めた操作がなされなくても常時表示画面に代えてメンテナンス時に確認する情報を表示するメンテナンス画面を表示画面7に自動表示する。その後設定画面を選択的に表示して設定変更を可能にする。
(もっと読む)
合成樹脂製品及びその成形方法
【課題】鏡筒をホルダにねじ込む際、ホルダから鏡筒が突出して撮像素子に突き当らないようにする。
【解決手段】ホルダ40の内周面に雌ネジ部17を形成する。雌ネジ部17の終端に谷部17bから山部17aに向かって傾斜したストッパ部19を形成する。ホルダ40の雌ネジ部17に鏡筒15の雄ネジ部16を螺着すると、鏡筒15の雄ネジ部16の始端がホルダ40の雌ネジ部17の終端に形成したストッパ部19に突き当り、鏡筒15の締め付け方向の回転が規制される。これにより、ホルダ40に螺着した鏡筒15のネジ込み量を調整する際などにおいて、ホルダ40から鏡筒15が突出して撮像素子20に衝突することを防止できる
(もっと読む)
成形用金型構造及び成形方法
【課題】成形品のゲート周辺部の剛性を向上させる。
【解決手段】固定型1及び可動型2により形成されるキャビティ3に、ホットノズル4が有するスプール8から直接、溶融樹脂を充填させて成形品を成形する射出成形用金型構造において、ダイレクトゲート9に、放射状に延出する溝もしくはスリット10を付設した。これにより、成形品のゲート周辺部にはリブが形成されることになり、成形品のゲート周辺部の剛性を向上させることができる。
(もっと読む)
管状フィルタ作用媒体にキャップを施すための熱可塑性樹脂射出成型方法
【課題】少なくともその一縁部に熱可塑性樹脂エンドキャップを有する管状フィルタ要素をオーバモールドするための方法を提供する。
【解決手段】オーバモールド法は、先例のない範囲の重合体材料および重合体成分から、良好な耐久性のあるフィルタカートリッジを、容易に且つコスト効率的に製造するために使用され得る。熱可塑性樹脂オーバモールド法は、上記一端部16Bの予備ラミネーションを必要とせず、且つ管状フィルタ作用媒体における望ましくない形態的な変化を結果として生じることのない温度および圧力にて遂行され得る。オーバモールド法を通して作られる例示的なフィルタカートリッジは、熱可塑性樹脂エンドキャップ間に介挿される管状フィルタ作用媒体を備え、エンドキャップの熱可塑性樹脂材料は管状フィルタ作用媒体に浸透し、それによってその両端に機械的な連結ゾーンを作り出す。
(もっと読む)
射出成形機および射出成形方法
【課題】 固定金型と可動金型の間に形成されるキャビティ内に溶融樹脂を射出して成形を行う射出成形機において、油圧式射出成形機と電動式射出成形機の長所を兼ね備えた射出成形機および射出成形方法を提供する。
【解決手段】 固定金型26と可動金型32の間に形成されるキャビティ68内に溶融樹脂を射出して成形を行う射出成形機11において、可動盤20には互いの距離が変更可能な第一可動盤27と第二可動盤28が配設され、固定盤17に対する第一可動盤27および固定盤17に対する第二可動盤28の距離がそれぞれセンサ33により測定可能に設けられている。
(もっと読む)
2,181 - 2,200 / 5,678
[ Back to top ]