
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
2,081 - 2,100 / 5,678
樹脂発泡成形体の製造装置及び製造方法
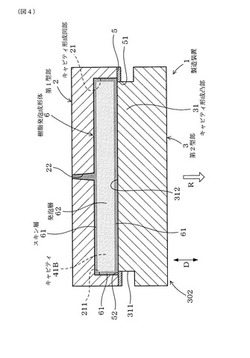
【課題】樹脂発泡成形体の全周の表面にスキン層を形成することができ、樹脂発泡成形体の機械的強度を向上させることができる樹脂発泡成形体の製造装置及び製造方法を提供すること。
【解決手段】製造装置1は、キャビティ形成凹部21を設けた第1型部2とキャビティ形成凸部31を設けた第2型部3とを用い、キャビティ41内に溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。キャビティ形成凹部21において可動方向Dに平行に形成した内側面211と、キャビティ形成凸部31において可動方向Dに平行に形成した外側面311との間には、溶融樹脂60を充填するための充填用隙間42がキャビティ41Aと連通して形成されている。製造装置1は、溶融樹脂60をキャビティ41A内及び充填用隙間42に充填した後、第1型部2に対して第2型部3を離隔方向Rに可動させる。
(もっと読む)
樹脂発泡成形体及びその製造方法

【課題】安定したスキン層の形成により、成形する樹脂発泡成形体の強度を向上させることができ、発泡によるセル径をより均一にして、樹脂発泡成形体の外観が悪化することを抑制することができる樹脂発泡成形体の製造方法を提供すること。
【解決手段】第1型部2と第2型部3とを用い、キャビティ41内に溶融樹脂60を充填してスキン層61を形成し、第2型部3を可動させて、スキン層61に対する内側部分に発泡層62を形成する。溶融樹脂60を構成する熱可塑性樹脂組成物は、芳香族ポリカーボネート樹脂(A)と、ゴム強化ビニル系樹脂(B)とを含有している。ゴム強化ビニル系樹脂(B)は、ゴム質重合体(b1)の存在下に、芳香族ビニル化合物及びシアン化ビニル化合物を含むビニル系単量体(b2)を重合して得られるグラフト共重合体(B1)からなる。
(もっと読む)
合成樹脂製二重壁成形品及びその成形方法
【課題】 本発明は、インサート成形による合成樹脂製二重壁成形品においてインサート成形に起因する外観上の美観の毀損に係る問題を解消することを技術的課題とし、二重壁による高品位な加飾性が発揮される合成樹脂製二重壁成形品を提供することを目的とする。
【解決手段】 金型内に一方の壁を形成する合成樹脂成形品をインサート材として設置し、インサート材の表面とこの表面に対向して配設される金型面により間隙を形成し、この間隙に向けて前記金型面に垂直方向に開口するピンゲートを、先端に川下に向かって拡径する拡径部を形成した形状とし、この拡径部を介して溶融樹脂をインサート材の表面に向けて射出し、間隙を充填してもう一方の壁を前記インサート材に密着状に形成する。
(もっと読む)
ローラの製造方法、現像ローラ及び画像形成装置
【課題】硬化終了後冷却することなく金型から脱型することができ凹み不良を発生せずに寸法精度の高いローラを効率よく得ることのできるローラの製造方法を提供する。
【解決手段】金型の内面に離型剤の塗布面を形成する離型剤塗布工程、金型内に軸芯体を配置する軸芯体配置工程、金型内に軸芯体と同心状に液状シリコーンゴムをローラ状に射出する射出工程、金型内で液状シリコーンゴムを成形する一次硬化工程、軸芯体114aおよび成形された液状シリコーンゴム114bを金型から取り出す脱型工程、および、脱型工程後の液状シリコーンゴムの硬化を進める二次硬化工程を含むローラの製造方法において、離型剤がフッ素系離型剤と界面活性剤とを含む離型剤組成物であり、フッ素系離型剤と界面活性剤との質量比が1:9以上9:1以下である。この方法で製造された現像ローラおよびこの現像ローラを備える画像形成装置。
(もっと読む)
複合成形品
【課題】合成樹脂が成形に基づいて熱収縮しても、全体の変形を防止できる複合成形品を得る。
【解決手段】金属板Mと合成樹脂成形体部Pとを積層した複合成形品であって、互いに離間した一対の貫通孔1を金属板Mに設け、一対の貫通孔1に各別に係止する一対の係止突部2を、合成樹脂成形体部Pの金属板Mに対向する面に設け、一対の係止突部2の少なくとも一方が合成樹脂成形体部Pの熱収縮に伴って金属板Mとの積層方向に離間しないように係止状態を維持しながら他方の係止突部2に向けて近接移動可能な隙間Sを、金属板Mに形成してある。
(もっと読む)
照明式パネル及びその製造方法
【課題】金属調装飾部を備える製造容易な照明式パネル及びその製造方法をする。
【解決手段】一方の金型D1の型面に、照明部5を形成する印刷フィルム10と、金属調装飾部6を形成する光輝フィルム11とを隣り合うようにセットし、金型D1,D2を閉じて、印刷フィルム10と光輝フィルム11の裏面側に夫々異なるキャビティC1,C2を各フィルム10,11の隣り合う端部に及ぶようにして分離形成し、各キャビティC1,C2に光透過性の第一の樹脂Tを射出して、印刷フィルム10に第一の樹脂Tを積層してなる加飾部品30と、光輝フィルム11に第一の樹脂Tを積層してなる光輝部品31とを成形し、さらに、前記金型D1の型面に加飾部品30と光輝部品31を保持したまま他方の金型を交換し、加飾部品30及び光輝部品31に第二の樹脂Uを積層するようにした。
(もっと読む)
型締装置
【課題】簡素な構成で型厚調整可能な型締装置を提供する。
【解決手段】型締装置1は、移動ダイプレート5Mに設けられ、第1タイバー7Aを駆動可能な型開閉シリンダ13と、第1タイバー7Aと固定ダイプレート5Fとを係合可能な固定側ハーフナット23及び固定側被係合部7aと、固定側ハーフナット23の係合が行われた状態で型開閉シリンダ13を駆動することにより型開閉を行うように固定側ハーフナット23及び型開閉シリンダ13を制御する制御装置33とを有する。固定側ハーフナット23及び固定側被係合部7aは、固定ダイプレート5Fと第1タイバー7Aとの係合位置をタイバーの長手方向において調整可能である。
(もっと読む)
スクイズピン作動装置
【課題】局部スクイズ鋳造で複数のスクイズピンを駆動させるスクイズピン作動装置は個別の仕様に合せて設計・製造され、複雑な構成で加工工数や部品点数が多くなるが、その問題を規格化したシリンダの積層組立体で構成して解消する。
【解決手段】複数の複動シリンダ10,20,30の積層構成とし、各複動シリンダ10,20,30はその外部形状は同一であり、短軸の長さが一定で長軸の長さの異なる楕円形のピストン12,22,32でロッド11,21,31を駆動させる。また、シリンダ室17,27,37の上下の肉厚内とロッドカバー内を通じる通水路(51-52-53,54-55-56),(61-62-63,64-65-66),(71-72-73,74-75-76)を形成して冷却も可能とする。
(もっと読む)
射出成形用金型
【課題】溶融樹脂の焼けの発生を防止し、生産効率よく樹脂成形品を製造することのできる射出成形用金型を提供する。
【解決手段】射出成形用金型において、ゲート7近傍に冷水、温水の切り換え可能な配管1を行い、金型内に樹脂を充填する際にはゲート7を冷却して樹脂焼けを防止し、脱型時にはゲート7を加熱することを特徴とする射出成形用金型。この射出成形用金型は、特に限定されるものではないが、軒樋用部品、家庭用雑貨品、園芸用品等、薄肉ものと呼ばれる分野で好ましく用いられる。
(もっと読む)
スタビライザ装置およびその製造方法
【課題】ブッシュがずれるのを防止することにより信頼性を高めたスタビライザ装置を提供する。
【解決手段】スタビライザ装置1は、トーション部110とトーション部110の両端部から伸びるアーム部120とにより全体として略コ字状をなすスタビライザ100と、トーション部110の両端部に設けられ、スタビライザ100を車体10に固定するためのブッシュ300と、ブッシュ300と接触する接触部410を有し、トーション部110の軸方向の所定の範囲の全周を覆うようにトーション部110に対して一体成形された樹脂製のずれ止め部材400とを備え、トーション部110の外周面に、ずれ止め部材400と噛み合う凹凸部111を設ける。
(もっと読む)
棚板保持具形成方法及び棚板保持具
【課題】棚板に多少の厚み誤差があっても、挟持力を作用させることができる棚板保持具を、経済的に提供できるようにする。
【解決手段】棚板の縁部を厚み方向に挟み込み可能な挟持部5と、挟持部5を構成する一対の挟持片5A,5Bの間に凹部6を形成しつつ挟持片5A,5Bの基端部どうしを連結する連結部7とを有する棚板保持具Gを、金型11を用いたプラスチック成形法によって形成する棚板保持具形成方法であって、金型11を、凹部6の深さ方向に2分割に構成し、凹部6の開口側に位置させる第1金型11Aの金型温度が、凹部6の底側に位置させる第2金型11Bの金型温度より高くなるように温度制御して、両金型11の間にプラスチック材料を鋳込んで成形した後、鋳込まれた棚板保持具Gが自然収縮可能な時期に脱型する。
(もっと読む)
射出成形装置および射出成形方法
【課題】樹脂成形品の突起部の裏側に凹部が生ずることをより確実に防止することのできる射出成形装置および射出成形方法を提供する。
【解決手段】射出成形装置10は、リブ52などの突起部を有する樹脂成形品50を成形するための成形用金型12と、成形用金型12の内部に形成されたキャビティ14内に発泡剤が添加されている溶融樹脂16を射出する射出装置18と、を備えている。成形用金型12は、リブ52を成形するための別体の可動部品30を備えるとともに、キャビティ14内に射出された溶融樹脂16の射出圧によって可動部品30を後退させることのできるコアバック機構40を備えている。コアバック機構40は、コイルバネ36によって構成されるのが好ましい。
(もっと読む)
中空成形品とその製造方法
【課題】2つの分割体を突き合わせ接合されてなる樹脂製の中空成形品の接合力を増大する。
【解決手段】下側本体2と上側本体とを突き合わせ、接合されてなる樹脂製の中空成形品において、下側本体2と上側本体は内部に複数の閉断面を形成するリブ15を備え、このリブ15同士も突き合わされており、下側本体2と上側本体の突き合わせ面5の外周に沿って配置される包囲部41と、リブ15の突き合わせ面17を貫通し下側本体2と上側本体のリブ15の肉部内に没入する芯部43とが連結されてなる接合体4によって、下側本体2と上側本体を接合する。
(もっと読む)
射出成形用の成形型
【課題】キャビティ内に溶融樹脂を射出する方向にかかわらず、キャビティ内に滞留しているガスの排出を効率的に行うことが可能な射出成形用の成形型を提供する。
【解決手段】本発明の射出成形用の成形型10は、金型12と、前記金型12に形成された凹部14に充填される細粒金属部16と、前記細粒金属部16に載置される形で前記凹部14に嵌め込まれる金属板18と、を備え、前記細粒金属部16は、細粒状の金属材料24を樹脂で固めたものであり、前記金属板18は、その板面が前記金型12の成形面12aの一部をなすとともに、当該成形面12aの縦横方向に所定間隔を空けて貫設された複数のガス抜き孔30を有し、前記ガス抜き孔30と、前記細粒金属部16の前記金属材料24同士の隙間24aとが連通していることを特徴とする。
(もっと読む)
型締装置
【課題】簡素な構成で型厚調整可能な型締装置を提供する。
【解決手段】型締装置1は、固定ダイプレート5Fに係合された下部タイバー7Lと、移動ダイプレート5Mに設けられた型開閉シリンダ13とを有する。型開閉シリンダ13は、シリンダチューブ13a、及び、シリンダチューブ13aに対して型開閉方向へ駆動されるピストンロッド13cを有する。また、型締装置1は、下部タイバー7Lとピストンロッド13cとを係合するとともに、その係合位置をタイバー7の長手方向において調整可能な型厚調整装置15と、型厚調整装置15の係合がなされた状態で型開閉シリンダ13を駆動することにより型開閉を行うように型開閉シリンダ13を制御する制御装置33とを有する。
(もっと読む)
成形型
【課題】キャビティ内に溶融樹脂を射出する方向にかかわらず、キャビティ内に対流しているガスの排出を効率的に行うことが可能な成形型を提供する。
【解決手段】本発明の成形型10は、樹脂成形体を成形する成形型であって、金型12と、前記金型12に嵌め込まれその上面が成形面14aをなすブロック体14と、を備え、前記ブロック体14は、複数のブロック30が組み付けられて構成され、前記ブロック30は、その下部32の側面に凸部38及び/又は凹部40を有し、当該凸部38と当該凹部40とが嵌合することにより複数の前記ブロック30が互いに組付け可能であり、前記ブロック30が組み付けられたときに、隣り合う前記ブロック30の上部36が互いに隙間を形成することで、前記ブロック体14は、その上面側に碁盤目状のスリット46を有していることを特徴とする。
(もっと読む)
樹脂成形体の製造方法
【課題】金属微粒子について、樹脂の溶融温度において熱分解し難く、且つ、高圧二酸化炭素に対して高い溶解度が得られるようにして樹脂へ導入し、この樹脂を用いて成形する樹脂の成形体の製造方法を提供する。
【解決手段】樹脂成形体の製造方法は、フッ素含有金属錯体およびそれを溶解できるフッ素系溶液を高圧二酸化炭素に溶解させて、高圧流体を生成することと、加熱溶融した樹脂に高圧流体を導入することと、高圧流体を導入した樹脂を成形して、成形体を成形することとを含む。
(もっと読む)
バッフル
バッフル(10)は、少なくとも1つのキャリア(12)と窪み(16)に配置されたシーラー(18)を含んで提供される。空洞、例えば、車両空洞に配置されるとき、シーラー(18)はまた空洞を密閉するために空洞に膨張する。バッフル(10)は、バッフル(10)の外観寸法を変えることなしに、バッフル(10)の重量、密度、構造的な剛性を増大させるために、キャリア(12)内に挿入部(28)を含めることにより修正されることができる。挿入部(28)を含むバッフル(10)は、時間浪費及び高価な道具立て変更を必要とすることなしに、特定の適用に基づいてカスタマイズされることができる。 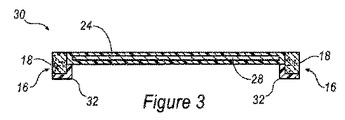 (もっと読む)
(もっと読む)
樹脂成形装置、樹脂成形方法および樹脂容器
【課題】作業ロボットによるハンドリング性が良好であってスループットを高めることのできる、簡易な構造を備える樹脂成形装置を提供する。
【解決手段】有底筒状の本体部12および円筒状の口頸部20を有し口頸部20の軸方向に延在するスリット部24により複数の螺旋片に分断された螺旋状の突条部22が口頸部20の周囲に設けられた樹脂製の中空成形体10を保持して、本体部12の外側に樹脂外装体をオーバーモールドするための樹脂成形装置200であって、口頸部20を嵌め込む第一凹部と、凹部周面に立設された、第一凹部の深さ方向に延在してスリット部24と係合するリブ216と、を備える樹脂成形装置200。
(もっと読む)
Oリングの成形方法およびそのためのOリングの成形装置
【課題】いわゆるコールドポット成形方法を用いたOリングの成形方法において、製品としてのOリングの強度にばらつきが生じることがなく、一定の品質のOリングを提供することができるとともに、Oリングを金型から取り出す際に、上金型側に付着したままにならず、Oリングを取り出すことが可能であり、その結果、Oリングの取り出し、切断工程の自動化を図ることができ、連続操業が可能で、コストも低減することが可能なOリングの成形方法およびそのためのOリングの成形装置を提供する。
【解決手段】成形材料の流動状態を阻害しない温度範囲に、成形材料を加熱軟化させて金型内に射出することにより、Oリングを成形する方法であって、金型のOリング形状の製品用キャビティーに連通する射出ゲートのゲート厚さDが、0.08mm以下である金型を用いて、Oリングを成形する。
(もっと読む)
2,081 - 2,100 / 5,678
[ Back to top ]