
Fターム[4F202CA11]の内容
プラスチック等の成形用の型 (108,678) | 型全般の区分 (12,812) | 射出成形 (6,077)
Fターム[4F202CA11]の下位に属するFターム
Fターム[4F202CA11]に分類される特許
81 - 100 / 5,678
射出成形機
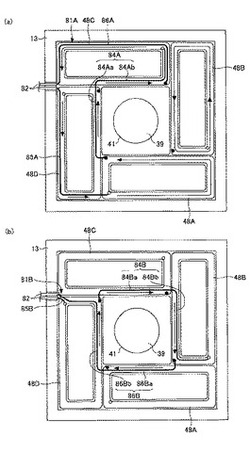
【課題】多極電磁石による型締効率を向上できる射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。一のコイルの端部に接続される電線の少なくとも一部は、該電線を流れる電流の方向と、該一のコイルを流れる電流の方向とが同一となるように、該一のコイルに沿って配設される。
(もっと読む)
射出圧縮成形機

【課題】スタックモールドを採用しても、各キャビティに連通している樹脂通路に供給する溶融樹脂のノズルを固定金型側に設けることができる射出圧縮成形機を提供すること。
【解決手段】射出圧縮成形機1は固定金型10と中間金型20と可動金型30を備えている。固定金型10と中間金型20との間には第1のキャビティ40が形成され中間金型20と可動金型30との間には第2のキャビティ50が形成されている。固定金型10にはノズル12と連通可能な一次樹脂通路14が設けられ、中間金型20には一次樹脂通路14と連通可能な二次樹脂通路22、24が設けられている。射出圧縮成形機1には、各キャビティ40、50に射出した溶融樹脂Mを圧縮する型締めにともなって、一次樹脂通路14と二次樹脂通路22、24との連通部に形成される捨てキャビティ60に充填されている溶融樹脂Mを逃がし可能な樹脂排出機構16、26が設けられている。
(もっと読む)
車両用装飾成形品の製造方法
【課題】耐食性が優れる車両用装飾成形品の製造方法を提供する。
【解決手段】車両用装飾成形品1の製造方法は、装飾基材6を成形する第一成形工程と、装飾基材6の表面に有色フィルム5を被服するフィルム被服工程と、有色フィルム5が被服された装飾基材6を成形金型8内に配置し、有色フィルム5の端末部5a,5bを覆うように装飾基材6の裏面側に成形品本体4を射出成形にて成形する第二成形工程と、を有する。
(もっと読む)
射出成形体の製造方法
【課題】 冷却期間の長期化を抑えつつもより設計値に近い形状の射出成形体を製造し得る射出成形体の製造方法を提供することを目的とする。
【解決手段】 型締状態にある第1金型及び第2金型によって形成されるキャビティに、溶融状態にある熱可塑性樹脂を射出する樹脂射出工程P2と、前記キャビティに加圧気体を注入し、前記加圧気体によって、前記熱可塑性樹脂の内部に中空部を形成させた後に前記熱可塑性樹脂を突き破らせ、前記キャビティに連絡される経路と前記中空部とを連通させる加圧気体注入工程P3と、前記熱可塑性樹脂が突き破られた時点から所定の期間が経過する以前に前記加圧気体の注入を停止し、前記期間が経過するまで前記経路を閉塞した状態で、前記冷却用媒体の注入を待機する保圧工程P4と、前記期間が経過した以後に、前記経路を開放し、前記中空部に前記冷却用媒体を経由させる冷却工程P6とを備える。
(もっと読む)
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法
【課題】本発明は、簡素な手段を用いて費用効果が高く、かつ、射出成形装置のキャビティに流動性物質を均一に充填可能にする。
【解決手段】
射出成形装置内で複数のニードルシャットオフノズルを作動させる方法は、制御装置により、ニードルシャットオフノズルの各電磁アクチュエータのために、定義されて制御装置に保存されたパルス長を有する電流パルスを個別に生成し、電流パルスが流れた電磁アクチュエータのソレノイドにより電磁場が生成され、その結果、シャットオフニードルが閉位置から開位置へ、または逆に動かされ、少なくとも2つの電磁アクチュエータのための電流パルスが時間をずらして電磁アクチュエータへ送られる。
(もっと読む)
ねじ抜き金型の回転中子制御装置
【課題】ねじ部を有する成形品を射出成形する金型の回転中子を駆動するサーボモータを、サイクル時間を短縮するように制御可能な回転中子制御装置を提供することである。
【解決手段】成形品の抜き出しを行い、中子原位置までの移動距離(回転中子の復帰開始位置から逆回転で中子原位置へ復帰する際の回転数Dmと回転中子の復帰開始位置から順回転で中子原位置へ復帰する際の回転数Dp)を求め、DpがDmより大きいか否か判断し、DpがDmより大きい場合(つまりYesの場合)、中子原位置まで回転中子を逆回転し、処理を終了し、DpがDmより大きくない場合(つまりNoの場合)中子原位置まで回転中子を順回転し、処理を終了する(SA01〜SA05)。
(もっと読む)
成形品
【課題】ヒケの発生を防止するだけでなく、限られた量の材料でも剛性と強固な取付強度を得ることを可能とし、しかも、成形容易な形状により金型装置のコストを低減し、かつコンパクト化も実現することができる成形品を提供する。
【解決手段】凸部20の基端を、該基端が対向する基体11の裏面に対して、該裏面と交差する方向に延びる柱脚リブ30を介して結合させた。柱脚リブ30は、基体11の裏面と交差する方向が長辺となる断面薄型の複数の平板片31,32が互いに交差して結合した形状に形成された。柱脚リブ30は、凸部20の軸心と平行である成形品10全体の型抜き方向と交差する逃げ方向に沿って、凸部20を中心として互いに分離する両側に向かって離型するコア44により型抜き可能な形状に形成された。
(もっと読む)
樹脂射出圧縮成形方法、および、射出圧縮成形装置
【課題】 装置や金型の構成を複雑化・大型化することなく、厚肉な熱可塑性の樹脂成形物を製造することができる樹脂射出圧縮成形方法を提供する。
【解決手段】 金型の固定側が熱可塑性樹脂で溶融充填されるキャビティとスライドコアを有する金型、および、射出成形機を用いて、熱可塑性樹脂を圧縮して射出成形体を得る樹脂射出圧縮成形方法であって、スライドコアが、熱可塑性樹脂が溶融充填される際に樹脂量と連動して後退しながらスライドし、さらに、樹脂供給開始後に金型充填容量の20%から80%の樹脂を射出スクリューの先端側に貯留し、射出スクリューの回転により、樹脂を可塑化しながら射出シリンダーから注入した後に、さらに、射出スクリューの先端側に貯留した溶融樹脂で金型充填容量の80%から20%を高速射出し、スライドコアを固定側にスライドさせて、熱可塑性樹脂の射出圧縮成形体を成形する樹脂射出圧縮成形方法。
(もっと読む)
成形品取出機
【課題】 金型の交換作業スペースを従来よりも広く確保することができて、しかも固定フレームを高い精度で定位置に戻すことができるサイドエントリータイプの成形品取出機を提供する。
【解決手段】 金型5A及び5Bを交換する際に、固定フレーム9が、成形機3から離れて金型5A及び5Bの開閉方向(Y方向)と直交する直交方向(X方向)に全体的に位置が変えられるようにする取付機構19を介して設置用構造部材7に取り付けられている。取付機構19は、固定フレーム9のX方向へのスライドを許容する形状の開口部18Aを備えたカバー部材18によって覆われている。
(もっと読む)
成形装置
【課題】ノズルタッチ時の金型の局所的変形を抑えて高精度の光ピックアップ用レンズその他の光学素子を形成することができる成形金型を提供すること。
【解決手段】ノズルタッチ部65aの密着面である楕円体状面S31bによってタッチ力をノズルタッチ部65a内に広く分散させることができるので、ノズルタッチ部65a周辺における第1金型41の局所的な変形を抑えることができる。これにより、第1金型41と第2金型42とによって成形されるレンズの偏芯を低減して、高精度のレンズ(具体的には光ピックアップ用の対物レンズ)を形成することができる。
(もっと読む)
射出成形機
【課題】センサを用いて型厚調整を適切に監視しつつ、不要な警報等を抑制すること
【解決手段】射出成形機は、フレームと、固定金型が取り付けられる第1の固定部材と第1の固定部材と対向して配設され、センターロッドが貫通する第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材とセンターロッドで連結される第2の可動部材と、センターロッドを第2の可動部材に対して移動させる型厚調整機構と、センターロッドとフレームとの位置関係を表す情報を取得するセンサと、センサの検出結果に基づく所定警報出力条件が満たされた場合に、警報を出力する制御装置とを備え、制御装置は、所定条件が満たされた場合に、警報を抑制する。
(もっと読む)
成形装置、成形品の成形方法及び成形品
【課題】 製造コストの高騰を来たすことなくウエルドラインの発生を防止する。
【解決手段】 所定の位置に固定されたキャビ型と、キャビ型に突き合わされて型締めされることによりゲートを介して溶融樹脂が充填されるキャビティーを形成するコア型と、コア型にキャビ型とコア型の離接方向へ移動自在に支持されると共にキャビティーに充填された溶融樹脂が固化されて成形される成形品に成形孔を形成するコアピンと、キャビ型に離接方向へ移動自在に支持され中心軸がコアピンの中心軸に一致されコアピンとともに成形孔を形成するキャビピンとを備え、キャビティーに溶融樹脂が充填されたときに溶融樹脂の固化前にコアピン又はキャビピンの少なくとも一方が移動されて溶融樹脂に押し付けられ溶融樹脂の一部が圧縮され、コアピンとキャビピンの移動により圧縮された溶融樹脂が切断されて成形孔が形成されるようにした。
(もっと読む)
樹脂成形品の製造方法、射出成形用金型及び樹脂成形品
【課題】キャビティ面に部分的に配置される転写シートの裏側へ樹脂が回り込むことによってバリが形成されるのを防ぐ。
【解決手段】第1型20は、第1パーティング面21に、樹脂成形品61,62を成形するための第1キャビティ面22を有する。第1キャビティ面22に隆起部23が形成されている。転写シート配置工程では、隆起部23の上に転写シート10の端部10aの位置を合わせて、転写シート10が第1キャビティ面22に部分的に配置される。
(もっと読む)
樹脂成形部品及び製造方法
【課題】インサート部品と樹脂との接合性をより有効に高めることができる樹脂成形部品及び製造方法を提供すること。
【解決手段】本発明による樹脂成形部品1は、インサート部品2とインサート部品2を外包する樹脂3を有する樹脂成形部品1であって、インサート部品2は樹脂3のインサート部品2に対向する面の少なくとも一部3aを押圧する押圧部2aを含むことを特徴とする。
(もっと読む)
スプルブッシュ、ピンポイントゲートブッシュ及び成形用金型
【課題】 射出成形における成形サイクル時間の短縮と材料歩留まりの、両方を解決するための手段を提供する。
【解決手段】 スプル穴のスプルロック側の開口部5とノズルタッチ側の開口部3における、長さ方向に垂直な断面形状が異なり、前記スプルロック側の開口部5を周方向に一定間隔でかつ一定深さの複数の凹凸が設けられた形状、前記ノズルタッチ側の開口部3は前記凹凸の凹部の先端が接する円8bよりも径が小さい円形状として、スプルロック側の開口部5とノズルタッチ側の開口部3との間は、長さ方向に凹凸のない一様に連続したテーパ形状としたスプルブッシュ1や、同様の構造を具備するピンポイントゲートブッシュなどを用いる。これによってスプル部などの体積が減少し、スプル内壁の表面性が増加して冷却速度が向上するので、材料の歩留り向上と成形サイクル時間短縮が可能となる。
(もっと読む)
射出成形用金型及び射出成形装置
【課題】マニホールドの重量を軽減するとともに、ノズルの設置点及び点数を容易に変更し、製品の仕様に応じて、ゲート位置(ノズル点数)を多点に自在に配置し、マニホールドに配置されるヒータをノズルの変更に合わせて自在に配置することが可能な射出成形用金型及び射出成形装置を提供する。
【解決手段】柱状であって、内部中央に底面側から円形に穿孔された中央穿孔と、柱状の側面側から中央穿孔と接続するように穿孔された1以上のパイプ接続孔を有する複数の柱状マニホールドと、パイプ接続孔の内径より小さい外径を有し、2つの柱状マニホールドのパイプ接続孔を接続する所定の肉厚を有する金属製の複数の接続パイプと、を備える柱状マニホールドユニットを有し、複数の接続パイプは、パイプ接続孔に接続された後、カシメ加工によって拡径されてパイプ接続孔に密着されることを特徴とする射出成形用金型。
(もっと読む)
射出成形金型
【課題】コアピンの不正な位置ずれを防止する。
【解決手段】射出成形金型Mは、管状成形品Pの外周面を成形するための固定成形型10及び可動成形型20と、管状成形品Pの内周面を成形するための第1コアピン34A及び第2コアピン34Bと、両コアピン34A,34Bの基端部39を、各コアピン34A,34Bの長さ方向への変位を可能に保持する第1ホルダ31A及び第2ホルダ31Bと、第1ホルダ31A及び第2ホルダ31Bに設けられ、弾性変形することでコアピン34A,34Bの熱膨張による伸長を吸収する第1吸収部材35A及び第2吸収部材35Bとを備えている。
(もっと読む)
眼内観察用レンズ及びその製造方法
【課題】反射率を低減するのみならず、優れた防曇性が付与された眼内観察用レンズ及びその製造方法を提供する。
【解決手段】レンズ本体部と、角膜上に保持されるレンズ下面と、前記レンズ上面及び前記レンズ本体部を介して眼内を観察するためのレンズ上面とを有する眼内観察用レンズにおいて、前記眼内観察用レンズが疎水性ポリマーを含む高分子物質からなり、前記レンズ上面は疎水性を有し、かつ180nm以下のピッチの微細突起を有する。
(もっと読む)
成形装置
【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
射出成形機の型締力設定方法および型締力設定装置
【課題】金型が開かない必要最小限の設定型締力を求めることで、バリを防ぎ、ガス抜きされた成形による品質の向上や、金型の寿命を短くしない射出成形機の型締力設定方法および型締力設定装置を提供する
【解決手段】状態2(設定型締力を下げると射出時の型締力最大増加量が増加する区間)から状態3(型締力最大増加量が状態2よりも大きく増加する区間)の移行点の検出は、2区間の任意の2点で測定を行い、測定された型締力最大増加量Amax、と型締力最大増加量Bmaxを取得し、線形近似式Fmax=a*Fs+bを求め、状態2にある設定型締力Cは測定された型締力最大増加量Cmax≦(a*C+b)+βを満たし、状態3にある設定型締力Dは測定された型締力最大増加量Dmax>(a*D+b)+βとなることから、状態3に移行したことを判別でき、適正な型締力は状態2から状態3へ移行したときの設定型締力を基に設定することができる。
(もっと読む)
81 - 100 / 5,678
[ Back to top ]