
Fターム[4F202CK02]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916) | ランナー、スプルー (1,536)
Fターム[4F202CK02]の下位に属するFターム
ホットランナー、ランナーレス (189)
ホットチップ (12)
コールドチップ (4)
キャビティーゲート (957)
Fターム[4F202CK02]に分類される特許
61 - 80 / 374
ハイブリッド金型

【課題】 鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供することにある。
【解決手段】 成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、非鉄金属体にキャビティEと製品関連部7を備え、キャビティの製品形成面eの損傷しやすい負荷集中範囲と、製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、薄肉部13に高エネルギ密度の熱源を用いて非鉄金属体より溶融温度の高い鉄系材Fを肉盛溶接し、鉄系肉盛部4を形成し、その肉盛部表面4aに仕上げ加工した鉄材層4Aを設け、鉄材層で非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とするハイブリッド金型。成形金型1を、鋼材型10と非鉄金属体から成る入れ子型20とで構成する場合も同様である。
(もっと読む)
ランナ排出装置及び射出成形機

【課題】ランナ保持部によるランナ部分の保持力を高くした場合であっても、両者の分離を円滑に行うこと。
【解決手段】ランナを形成すると共に成形後に形成されたランナ部分を保持するランナ保持部を有するランナロック部材と、前記ランナ保持部が金型に装着された装着位置と、非装着位置との間で前記ランナロック部材を移動する駆動手段と、前記ランナ部分を前記ランナ保持部から分離する分離手段とを備え、前記ランナロック部材が、前記ランナ保持部の一部を形成する第1形成部を有する第1部材と、前記第1形成部と共に前記ランナ保持部を形成する第2形成部を有する第2部材とを備え、前記第1部材と前記第2部材とは、前記第1形成部と前記第2形成部とが前記ランナ保持部を形成する閉位置と、前記閉位置にある場合よりも前記第1形成部と前記第2形成部とが離間した開位置と、の間で開閉自在に設けられたことを特徴とする。
(もっと読む)
レンズ成形方法
【課題】本発明は、レンズの歪みを軽減しつつ、成形サイクルを短縮できるレンズ成形方法を提供することを目的とする。
【解決手段】本発明の態様は、射出成形によりプラスチックレンズを成形するレンズ成形方法に関する。レンズ成形方法は、型閉め状態の金型内にエジェクタピンを突き出した状態で、基材を流し込む第1のステップと、前記金型を開きながら、又は、開くと同時に、開いた後に、前記エジェクタピンを突き出すことによって、前記基材を流し込むことによって成形されるゲートをレンズからカットすると共に、前記金型から前記レンズを外す第2のステップと、前記エジェクタピンから前記レンズを取り外す第3のステップと、を有する。
(もっと読む)
一体型溶融装置を備えた金型アセンブリ
中間生成体の製造方法、中間生成体及び光アシスト磁気ヘッド
【課題】回折格子を精度良く形成した、光アシスト磁気ヘッドを製造するための中間生成体の製造方法、中間生成体及び光アシスト磁気ヘッドを提供する。
【解決手段】供給源Nより中央流路部M12を介して溶融樹脂を圧送すると、溶融樹脂は、中央流路部M12を通過して、更にランナ形成部及びゲート形成部を通過して、クアビティCVに至る。このとき、ランナ形成部から細長いキャビティ内への樹脂の流動方向は一方向になり、環状のキャビティに比べ一様な流動を確保できる。又、回折格子を転写形成するためのストレート溝M15が、キャビティCV内で樹脂の流動方向に一致しているので、以上の相乗効果によって、ストレート溝M15の底まで樹脂が流れ込み転写性が良好となる。
(もっと読む)
多層樹脂成形用金型および多層樹脂成形品の成形方法
【課題】第1樹脂層と第2樹脂層とで挟まれたインサート材の周縁部に第2樹脂層が被覆しない露出部を備える多層樹脂成形品の金型を、露出部に波打ちが出難いようにする。
【解決手段】露出部8eから延びたインサート材8の延長部8aを挟持して型締めされる第1金型11および第2金型12を備え、移動可能な第3金型13が第1金型11に近接した第1位置では第1樹脂層用のキャビティが第3金型13と当接したインサート材8と第1金型11との間に形成され、第1金型11から離間した第2位置では第2樹脂層用のキャビティがインサート材8と第3金型13との間に形成され、第1樹脂を延長部8aに沿って射出する第1ランナRaを第1金型11に備え、第2樹脂用の第2ランナが第2位置の第3金型13と第1金型11との間に形成される。
(もっと読む)
射出成形用金型
【課題】 樹脂成形品に発生するフローマークを抑制することができる射出成形品用金型を提供する。
【解決手段】 金型内に形成される金型空間部に溶融樹脂の流路を通して溶融樹脂が充填され、前記金型空間部4内に合成樹脂の成形品が形成される射出成形用金型において、前記溶融樹脂の流路から前記金型空間部4に移行する箇所であって、溶融樹脂の流れを変える屈曲部41の内側内面Cを曲面形状に形成したことにある。
(もっと読む)
RTM成形用成形型
【課題】完全な脱泡ができず気泡が残った状態の樹脂が注入されても、成形体にボイドやピットが残ることを抑制でき、機械特性の発現率や表面品位が向上したFRP成形体を得ることができるRTM成形用成形型を提供する。
【解決手段】繊維基材を配置するためのキャビティ4と、樹脂を移送配置するための注入ランナー5と、注入ランナー5とキャビティ4とを前記端面に渡って繋ぎ、注入ランナー5からキャビティ4へ樹脂を注入するための注入ゲートと、キャビティ4の、注入ゲートと対向する位置の端面に配され、キャビティ4から樹脂を排出するための排出ゲート12とを有する成形型であって、注入ゲートは、注入ランナー5と繋がるゲート10とキャビティ4と繋がるゲート9を有し、それが繋げる端面に垂直な断面において、注入ランナー5と繋がる位置での高さが、キャビティと繋がる位置での高さより大きくなっている樹脂注入成形法用成形型。
(もっと読む)
改良型の共射出成形
多軸射出成形装置
【課題】 従来の一般的な射出成形装置を改造するだけで、容易且つ低コストで多軸化を実現することができる多軸射出成形装置を提供する。
【解決手段】 固定プラテン1と可動プラテン2の間に、キャビティ3に溶融樹脂8を充填する複数の射出機7を備えた多軸射出成形装置であって、固定金型4と固定プラテン1の間に、樹脂8の可塑化と射出を行なう一つのインライン式射出装置9から複数の射出機7に溶融樹脂8を供給するランナー11を形成した中間盤6を設けた。
(もっと読む)
二色成形品及びその製造方法
【課題】二色成形品及びその製造方法に関し、二次側成形時に発生するガス焼けやウエルドラインの発生を防止する。
【解決手段】一次側成形品30は、一次側ベース部50、一次側装飾用凸部60、立上面61,62、交差面63〜66、該立上面及び該交差面とで少なくとも囲まれ、該一次側装飾用凸部の外側に位置する該一次側ベース部上の袋小路部70,71、該袋小路部に形成され、該一次側ベース部の意匠面側から裏面側に貫通する二次側樹脂流動路80,81、一次側ベースの裏面側から突出し、該二次側樹脂流動路の周囲を囲む防護壁90を有する。二次側成形品40は、意匠面側成形部100、裏面側成形部110、該二次側樹脂流動路を意匠面側から裏面側に流動し、該防護壁をはさんで該裏面側成形部と離れて点在する点在成形部120を有する。
(もっと読む)
樹脂製中空成形品の製造方法及びその装置
【課題】押出し成型装置によっては成型できない多様な断面形状の軽くて剛性のある樹脂製中空成型品を効率よく一体成型できる製造方法とその装置を提供すること。
【解決手段】型締めした一対の金型の内部に形成されるキャビティー内に進退可能に挿入して位置決めされたインサートスライダの周囲面と前記両金型の成型面の間に形成されるスペースに熱可塑性の溶融樹脂を同スペースの一端から導入して、前記スペース内への溶融樹脂の充填が完了してから前記インサートスライダを外部に抜き出し、その後に前記金型を開放することにより前記キャビティー内にて成形された中空成型品を搬出するようにした樹脂製中空成型品の製造方法とその装置。
(もっと読む)
カセット式射出成形用金型
【課題】ランナロックピンを固定させる型部材を交換式にしたカセット式射出成形用金型を提供する。
【解決手段】カセット側の可動型が入る空間2に面する固定型7には、周囲部13と中央凸部14とが一体に形成されて成る落下板15と、中央凸部14の裏面に在って周囲部13の凹部に嵌入しているランナロック板16とから成るランナロックピン固定用の型部材10が、溝部19及び上下案内面21(21a、21b)に案内されて固定型取付板8及び固定型板9に対して交換可能に着脱される。ランナロック板16は中央凸部14のランナロック板止孔25にパーティング面側から挿通されるロック板ボルト35により固定型取付板8に固定される。落下板15は周囲部13のショルダーボルト孔26にパーティング面側から挿通されるショルダーボルト27により固定型取付板8に対し位置決めされ、周囲部13の面がショルダーボルト27のストッパ34に当接するまで型開きする。
(もっと読む)
金型組立体及び射出成形方法
【課題】射出成形品の意匠面の上方から射出成形品を眺めたとき、内部に対称な中空部が形成され得る金型組立体を提供する。
【解決手段】金型組立体は複数のキャビティを有し、更に、主ランナ21、複数の副ランナ23を備えており、各副ランナ23は、第1方向に延びる副ランナ第1部分24、第2方向に延びる副ランナ第2部分26、及び、屈曲部25から構成されており、副ランナ第1部分24を第1方向に沿って流動した溶融樹脂は、第3方向に流動方向を変えて屈曲部25に流入し、屈曲部25に流入した溶融樹脂は、第1方向又は第2方向に沿って流動し、第3方向に流動方向を変えて副ランナ第2部分26に流入し、副ランナ第2部分26を第2方向に沿って流動した溶融樹脂は、溶融樹脂射出部からキャビティに射出される。
(もっと読む)
シール部材を備えた筐体の製造方法
【課題】シール部材を備えた筐体の製造工程を削減でき、生産性を向上させることのでき、かつ、金型費の増大を抑えることができるシール部材を備えた筐体の製造方法を提供する。
【解決手段】可動側金型と、第一固定側金型10とを重ね合わせて形成されたキャビティに、第一材料を射出して、筐体100を形成し、可動側金型に筐体100を保持した状態で、第一固定側金型10を可動側金型から離間させる。次に、筐体100を保持した可動側金型を第二固定側金型と対向する位置へ移動させ、可動側金型と、第二固定側金型とを重ね合わせて形成されたキャビティに、第二材料を射出して、可動側金型に保持された筐体にシール部材を形成する。
(もっと読む)
射出成形用金型
【課題】溶融樹脂による加飾層のインキ流れを抑制し良好な樹脂成形品の製造が可能な射出成形用金型を得る。
【解決手段】樹脂部の表面に加飾層を形成した樹脂成形品の製造に用いる射出成形用金型であって、樹脂形成用のキャビティ3に樹脂を注入する扁平状の樹脂流通路を有するゲート1を備え、当該ゲート1の両縁部のうち少なくともいずれか一方の縁部1Aに、キャビティ3の側に樹脂流通路の幅がさらに広がるよう第1屈曲部1bを設けると共に、当該第1屈曲部1bより下流に位置するゲート1の縁部1Aを、当該縁部1Aが接続するキャビティ3の内壁面3Aに対して所定の角度をもった状態に接続して当該位置に第2屈曲部1dを構成し、第1屈曲部1bと第2屈曲部1dとの間に位置する縁部1Aが、直線状の縁部Sを少なくとも一つ備えている。
(もっと読む)
タイヤ用ビード部材の製造装置、タイヤ用ビード部材の製造方法及びタイヤ用ビード部材
【課題】タイヤ用ビード部材を製造する際における未加硫ゴムの射出時間を短縮して、ゴム焦げを抑制する。
【解決手段】環状のビードコア14が配置される第1成形型11と、該第1成形型11に重ねた際に、前記ビードコア14の径方向外側において該第1成形型11との間にビードフィラー用のキャビティ18を形成するように構成され、該キャビティ18内に前記ビードフィラー用の未加硫ゴムを射出可能なように該キャビティ18に開口すると共に流路方向に沿って延びる溝が内壁面に形成されたノズル26が設けられた第2成形型12と、を有している。ノズル26の内壁面に溝を設けることで、該溝における未加硫ゴムの通過抵抗を、ノズル中央部よりも小さくして、ノズル26内における通過抵抗の原因である乱流の発生を抑制する。
(もっと読む)
サーモトロピック液晶ポリマーの成形及びそこから作製される物品
メソゲンを含むサーモトロピック液晶ポリマー(TLCP)を含む組成物を成形する方法であって、型凹部を有する型に微細特徴チャンバを備える特徴凹部(43)を提供する工程と、組成物を加熱して溶融組成物を形成する工程と、移動する溶融組成物の流れ方向に対して、微細特徴チャンバ(49)を充填する溶融TLCP中のメソゲンの少なくとも一部分の流れ整列をもたらす流量速度で移動する溶融組成物を、微細特徴チャンバに充填する工程と、微細特徴チャンバの少なくとも固化したTLCPのメソゲンが、それらの流れ整列を維持するように、溶融組成物を固化する工程と、を含む。成形品は、本体と、本体から突出する3次元構造特徴と、を備え、微小寸法を有する微細特徴要素を含み、微小寸法におけるTLCPメソゲンが流れ整列状態にある。 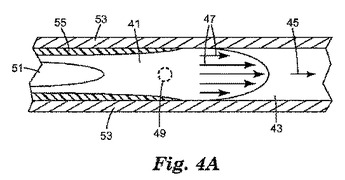 (もっと読む)
(もっと読む)
射出成形用ホットランナ金型
【課題】マニホールドの滞留しやすい分岐部やコーナ部における滞留樹脂の更なる低減化を図ることが可能となる射出成形用ホットランナ金型を提供する。
【解決手段】射出された溶融樹脂を、マニホールドに形成されたランナと連結されたホットランナノズルの流路を介して、キャビティ内に充填可能とされた射出成形用ホットランナ金型であって、
マニホールドは、射出された溶融樹脂を、ランナに導入するための分岐部と、
分岐部からランナに導入された溶融樹脂の流動方向を変更し、ランナと連結されたホットランナノズルの流路に溶融樹脂を導入するため、ランナに形成されたコーナ部と、を備え、
分岐部及び/又はコーナ部、あるいは分岐部及び/又はコーナ部の手前領域において、溶融樹脂を流動させる流路の断面積を連続的に変化させる構造を備えている。
(もっと読む)
スプルーロックピン及び成形型並びに成形方法
【課題】本発明は、型本体を分解することなく、スプルーロックピンのスプルー操作片だけを交換できるスプルーロックピン及び成形型並びに成形方法の提供を目的とする。
【解決手段】本発明のスプルーロックピン1は、型本体に組み付けられるロックピン本体11と、そのロックピン本体11の長手方向の先端側に配設されたスプルー操作片12とを備えている。又、スプルー操作片12は、ロックピン本体11とネジ螺合によって着脱自在に連結されている。
(もっと読む)
61 - 80 / 374
[ Back to top ]