
Fターム[4F202CK07]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916) | 流量調節部材を有するもの(←開閉弁) (311)
Fターム[4F202CK07]の下位に属するFターム
トーピード (8)
Fターム[4F202CK07]に分類される特許
101 - 120 / 303
射出成形方法および射出成形機
【課題】ホットランナとバルブゲートを備えた金型を使用して成形するとき、バルブゲートから溶融樹脂が漏れず、成形不良が生じない射出成形方法を提供する。
【解決手段】ホットランナとバルブゲートとを備えた金型(3)に、射出圧力を検出する圧力センサ(34)と、コントローラ(35)とを設ける。射出圧力が所定の圧力に達したらコントローラ(35)は、バルブピン(27)を後退させてバルブゲートを開にする。
(もっと読む)
射出成型金型及び樹脂成型部品

【課題】充填された溶融樹脂の中にガスを注入する仕組みの射出成型金型において、注入されたガスが樹脂供給路に侵入することのない金型構造とする。
【解決手段】射出成型金型1は、第1金型部材1Aと第2金型部材1Bとが互いに合わさって構成されるものであり、第1金型部材1Aと第2金型部材1Bの合わせ面に形成される樹脂成型用のキャビティ2と、キャビティ2内に溶融樹脂を充填するための樹脂供給路3と、キャビティ2に充填された溶融樹脂にガスを注入するためのガス供給路5を備え、樹脂供給路3とガス供給路5は互いに離れた位置に配置されている。キャビティ2内には、樹脂供給路3とガス供給路5の間の位置に、ガス供給路5から注入されたガスが樹脂供給路3に侵入するのを防ぐガス遮断部20が形成されている。キャビティ2の内面に形成された突起(突部)21がガス遮断部20を構成する。
(もっと読む)
環状樹脂成形品
【課題】 良好な寸法精度を維持しつつ剛性を向上した成形品であって、インサート部材と樹脂部材とをインサート成形により一体化した環状樹脂成形品を提供する。
【解決手段】 樹脂成形部が、ウェブ13、ボス12およびリム14とからなり、ウェブ13表面に同心円上に略等間隔に設けられた複数のゲート31から射出成形されるとともに、ウェブ13内に前記ゲート31に対向する部位に貫通孔22を穿設したインサート部材21を埋設し、前記インサート部材21の周囲に前記樹脂成形部を一体的に形成した環状樹脂成形品11において、環状樹脂成形品11の軸方向から見て貫通穴22を覆うような形状でウェブから突出あるいは凹入する流れ制御部16をウェブに設けたことを特徴とする環状樹脂成形品。流れ制御部16は軸方向から見て円形状であることが好ましく、さらに、貫通孔22と同心円状に設けられることが好ましい。
(もっと読む)
多点ゲート射出成形における流量調節弁、射出成形機及び射出成形方法
【目的】堰止めピンをランナ部内に最進入させて樹脂流路を遮断した際でも該堰止めピンの歪みや損傷乃至は破損が生じることがなく、しかも溶融樹脂流の滞留や乱流の発生を抑制することができる流量調節弁、射出成形機及び射出成形方法を提供する。
【構成】多点ゲート射出成形金型のキャビティに樹脂を分岐させるマニホールドの角部を除くランナ部に、樹脂の流れる方向とは略直角の角度で該ランナ部の側方から堰止めピンを該ランナ部内に対して進退可能に配置しており、該堰止めピンのランナ部内への進入量を調節することで該ランナ部内の樹脂通過可能流量を制御する流量調節弁において、
前記堰止めピンは、その先端が凸曲面に形成されており、
前記ランナ部内には、前記堰止めピンの最進入時に前記堰止めピン先端が当接する部分であるランナ当り面に前記堰止めピン先端の凸曲面を受ける形状の凹曲面が形成された構成である。
(もっと読む)
金型装置
【課題】固定側金型と可動側金型との位置決めが確実に行なえる空気増圧装置を備えた金型装置を提供する。
【解決手段】固定側金型13と、この固定側金型13から突設された少なくとも4本のガイドピン16と、これらガイドピン16に案内され、固定側金型13に対して進退可能な可動側金型15と、ガイドピン16の少なくとも2本のガイドピンに代って組み込まれた空気増圧装置18とからなり、空気増圧装置18は、先端部にテーパガイド部65を有するシリンダ31と、金型の型締め時にテーパガイド部65と嵌合して固定側金型13と可動側金型15とを位置決めするテーパガイド受け部66を有するブッシュ19とを備え、シリンダ31内のピストン32が固定側金型13、可動側金型15の型締め手段によってシリンダ31内に押し込まれたとき、エアーが圧縮されるとともに、フリーピストン52が付勢手段としてのコイルスプリング62に打ち勝って後退してエアー圧が増圧される第3の室67を形成し、この増圧されたエアーを放出するようにしたことを特徴とする。
(もっと読む)
成形金型
【課題】 本発明は、金型に設けられたゲートを均一に冷却し、成形製品の表面に生じる欠陥を無くすことができる成形金型を実現する。
【解決手段】本発明に係る成形金型は、樹脂成形のために溶融樹脂を供給する射出機40が連接される固定側金型30と、固定側金型30に型締めされて溶融樹脂が充填されるキャビティCを形成する可動側金型20と、固定側金型30に設けられ、キャビティに溶融樹脂を供給するゲート51と、可動側金型30内のゲート51に対向する位置に設けられ、ゲート51の内部に充填された溶融樹脂を冷却する冷却部23と、を備えることを特徴とする。
(もっと読む)
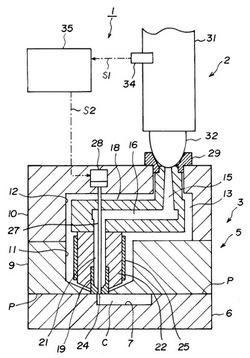
サイドバルブゲート式ホットランナーシステム
【課題】製品の側面にゲートを設置する必要のある製品用のバルブゲート式ホットランナーシステムを提供する。
【解決手段】本発明は、溶融樹脂が成形機(5)より射出され、ホットランナーシステムのスプルーブッシュ(1)からマニホールドブロック(2)、ノズル(3)、サイドノズル(4)を経て製品部に充填して成形する機構に関する。成形機(5)は溶融樹脂を射出する直前に、固定側型板側面に設置したシリンダーのピストン(6)を作動させてバルブピン(7)を動かし、製品の側面に設置したゲートチップ(21)におけるゲート孔(27)を開き溶融樹脂を製品部に充填した後シリンダーのピストン(6)を作動させてバルブピン(7)を動かし、ゲート孔を閉じる構造を有する。
(もっと読む)
射出成形金型及び射出成形方法
【課題】簡単な構成の1つの金型からそれぞれ形状または体積の異なる複数の樹脂成形品を1回の射出成形で高精度で得ることができる射出成形金型及び方法を提供する。
【解決手段】体積のより大きい方の円筒容器状の成形品転写部72に連通するランナー51の流路に一端が接する樹脂流動調整部56を配置する。樹脂流動調整部56は周辺の金型部材の熱伝導率とは異なる熱伝導率を有し、断熱部材57で覆われ、他端は発熱源に連結されている。更にランナー51の端部に連設する多孔質部58を配置する。多孔質部58は一端から他端まで連続した空洞を複数有する多孔質材からなる。また、体積のより小さい方の三角容器状の成形品転写部73に連通するオーバーフロー部74を3箇所に設け、これらオーバーフロー部74にそれぞれ連設される多孔質部75を配置する。樹脂流動調整部56、多孔質部58及び75により樹脂流動経路部の樹脂の流動性を調整する。
(もっと読む)
圧縮成形金型
【課題】FRPに含浸される繊維の不均一な分散に起因する不良の発生を抑えることができる圧縮成形金型を提供する。
【解決手段】FRP(繊維強化プラスチック)の成形品10の一表面を形成する第一の成形型21と、前記一表面と反対側の裏面を形成する第二の成形型22とからなり、前記第一の成形型21と第二の成形型22との間にFPR材料1を圧縮成形するキャビティ3を形成すると共に、該キャビティ3の端部に二段階のシャーエッジ4を形成する圧縮成形金型2である。キャビティ3の厚みとなる第一の成形型21と第二の成形型22との間の間隔tを、型締め方向と直交する方向の一端側から他端側にかけて段階的に又は連続的に小さくする。
(もっと読む)
バルブゲート構造
【課題】射出成形品の成形精度を向上する射出用バルブのバルブゲート構造を提供する。
【解決手段】先端部42がキャビティ3に露出しつつバルブ100の内部に固定されたセンターピン4と、センターピン4を収容するバルブ本体1と、先端部42の外周部41を囲みつつバルブ本体1の内周部11に固定されたバルブチップ5と、センターピン4に沿って摺動可能なスリーブピン6と、バルブ本体1とスリーブピン6との間の貯留部8と、貯留部8の外周部に配置したヒータ7とを備え、スリーブピン6は、先端部61がバルブチップ5から離間して貯留部8とキャビティ3とを連通する開状態と、バルブチップ5と当接してその連通を遮断する閉状態との間で変位可能で、ヒータ7のキャビティ3の側の端部71が、スリーブピン6が閉状態にあるときの貯留部8のキャビティ3の側の端部よりキャビティ3の側にあるよう構成する。
(もっと読む)
閉鎖可能なホットランナーノズルを備える射出成形工具
【課題】ホットランナーノズルの排出開口が閉鎖ニードルにより閉鎖されているか否かを突き止めることができるようにする。
【解決手段】閉鎖ニードル(2;2′)の少なくとも1つの位置を検出可能な素子(3;3′)が設けられているようにした。
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】それ自体に剛性のない第1シート体が所定の形状・位置に維持されながら埋設され、射出成形と同時に第2シート体が表面に形成される樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型21と、型締めによって固定型21との間にキャビティ30を形成する可動型22とを備え、可動型22は、外周型29と、外周型29内を外周型29に対して相対的に型締め方向に前進後退可能なスライド型23とを備えている。2点鎖線で示したように、インサートシート32が埋設され、インサートシート72が表面に形成される樹脂成形品60に対応するキャビティ30が形成されている。射出成型用金型20に、インサートシート32及びインサートシート72を配置して所定の動作させることにより、デザインバリエーションを拡大させる樹脂成形品60を製造することができる。
(もっと読む)
ランナーレス金型
【課題】成形品の形状が限定されないように、凹所を備える固定型やこの凹所に勘合する圧縮コアについて、その形状や構造を工夫すること。
【解決手段】ランナーレス金型は、固定型(1)と可動型(2)との対向面間に複数個のキャビティー(18)を形成し、
前記固定型(1)内の複数個のキャビティー(18)の中央にホットノズル(10)を具備し、前記ホットノズルの外側には所要深さの凹所(11b)が形成されたランナー形成部(11)を設け、このランナー形成部の凹所(11b)には、これに嵌合する進退自在のコア(12)を設けると共に、前記ランナー形成部(11)の凹所(11b)の外周端縁には、前記複数個のキャビティー(18)につながるゲート(13)を形成し、
前記可動型(2)の中央には、前記コア(12)を押圧する進退自在の押し出しロッド(21)を具備することである。
(もっと読む)
積層プリフォームの成形方法
【課題】 本発明は、2軸延伸ブローによる積層壜体における層間剥離の問題を抑制することを課題とするものであり、層間剥離が効果的に抑制された合成樹脂製積層壜体、さらにはこのような積層壜体の成形に用いられる積層プリフォームの成形方法を提供することを目的とする。
【解決手段】 複数の溶融樹脂を積層する多重ノズル部において、主材樹脂を所定時間、所定の圧力若しくは速度で基体層を形成する円環状の流路に供給すると共に、この所定時間範囲内の一定時間、中間層樹脂を、中間層を形成する円環状の流路に断続的に供給することにより、中心軸方向に複数、並列状に、基体層が連結した周帯状連結部を形成し、また、中間層を形成する流路で中間層樹脂を周方向に分断することにより周方向に複数、並列状に縦帯状連結部を形成し、これら周帯状連結部と縦帯状連結部により中間層が縦横に分断された積層構造を有する積層プリフォームを成形する。
(もっと読む)
射出制御装置
【課題】簡易な構成で、ウエルドラインの発生を抑制することの可能な射出制御装置を提供することを課題とする。
【解決手段】射出制御装置1は、キャビティ3を内部に有し、メインゲート4及びサブゲート5がキャビティ3に連通して形成された射出成型用金型6と、射出ユニット7と連結されたユニット側ランナ8、ユニット側ランナ8の一端から分岐して形成され、メインゲート4と連結したメイン側ランナ9及びサブゲート5と連結したサブ側ランナ10を有する分岐ランナ11と、キャビティ3に射出される溶融樹脂2の射出を制御するゲート開閉機構部12と、サブゲート5から溶融樹脂2を射出する射出タイミングをメインゲート4からの射出に対して遅延させる遅延制御部13とを主に具備する。
(もっと読む)
成形型
【課題】合成樹脂材料からなる転がり軸受けの保持器等の円環状部品を「多数個取り」により製造する成形型であり、高速充填、かつ、低圧圧縮射出成形法を用いて、真円度、反り、倒れ等について高精度の成形を行うことができ、かつ、ウェルド接合部の強度不足が改善され、ハイサイクル成形が可能な成形型を提供する。
【解決手段】複数の円環状キャビティCを形成する上型A及び下型Bと、溶融樹脂の供給路となるをホットランナー11と、各キャビティC内を圧縮する円環状圧縮入れ子とを備え、各キャビティCは、溶融樹脂が充填された後、上型A及び下型Bを型締めした状態においてオーバーフローランナー13によって連通され、各キャビティC内が圧縮されるとき、オーバーフローランナ13ーによりウェルド付近のトンネルゲート9が連通され、各キャビティC内の圧力が一定に保たれる。
(もっと読む)
射出成形方法及び射出成形型
【課題】優れた外観品質を保証すると共に、有効にコストダウンを実現する射出成形方法及び射出成形型を提供する。
【解決手段】樹脂射出成形品を製造するための射出成形型10である。成形品において意匠面100aとならない部位から突出形成されるべき捨てリブ101に対応して、キャビティ14所定部位にて捨てリブ部17が付設形成され、捨てリブ部17にゲート16を介して射出成形する。ゲート16は、サブマリンゲート16C又はノーズゲートとして構成される。
(もっと読む)
モールド成形用金型
【課題】
ロータリー式射出成形用のモールド成形用金型のホットランナー部内の圧力上昇を抑え、溶融プラスチック材の漏出などを防止する。
【解決手段】
ホットランナー部に連通した減圧用空間部と該減圧用空間部内に移動可能に設けられたピンと該ピンに連結されたエアシリンダーとを有し該減圧用空間部またはホットランナー部内の圧力に対応して該エアシリンダーにより該ピンを移動させる減圧手段を備え、溶融プラスチック材がホットランナー部及び成形体用空間部に充填された状態でホットランナー部の圧力が増大するとき、上記減圧手段の減圧用空間部内で上記ピンを後退移動させて該減圧用空間部の該ホットランナー部に連続した部分の容積を増大させる構成とする。
(もっと読む)
射出成形機
【課題】ゲートの開度を調整可能な射出成形機を安価で提供することを目的とする。
【解決手段】樹脂供給口17を複数個形成してなる金型14、15と射出装置100から射出される合成樹脂を各樹脂供給口17に供給させる分岐路19と各分岐路19に設けられるゲート25を個別に開閉する複数個の開閉装置20とを備え、開閉装置20は、開閉ピン22とピストンロッド27を2つの位置の間にて往復駆動させるシリンダ装置23とピストンロッド27の変位を受けて開閉ピン22を開位置と閉位置との間にて移動させる開閉ピン駆動装置24から構成され、ピストンロッド27を2つの位置間の中間位置にて停止させるストッパ部材42とこの位置を変更する位置変更装置によって各ゲート25の開度を調整可能とすると共に、開閉ピン駆動装置24によりピストンロッド27の運動をより小さな運動量に変換しつつ開閉ピン22に伝達する。
(もっと読む)
発泡樹脂成形品並びにその成形方法
【課題】材料供給時と発泡反応時に型クリアランスを調整する成形工法を使用する発泡樹脂成形品及びその成形方法であって、縦壁部のコーナー部でのR垂れを解消する。
【解決手段】ラゲージサイドトリム10はトリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化して構成され、トリムアッパー20は可動側金型50と固定側金型60とで画成される一般部用キャビティC1、縦壁部用キャビティC2に発泡樹脂材料Mを射出充填した後、可動側金型50を後退操作し発泡スペースSを確保して、発泡反応を行なわせ所要形状に成形される。そして、一般部用キャビティC1と縦壁部用キャビティC2との境界部分における固定側金型60の型面に凹溝64,65を掘り込み形成して、境界部分でのキャビティの板厚L1を大きく設定することで、境界コーナー部25における発泡反応を充分行なわせ、境界コーナー部25でのR垂れを回避する。
(もっと読む)
101 - 120 / 303
[ Back to top ]