
Fターム[4F202CK07]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916) | 流量調節部材を有するもの(←開閉弁) (311)
Fターム[4F202CK07]の下位に属するFターム
トーピード (8)
Fターム[4F202CK07]に分類される特許
121 - 140 / 303
射出成形用金型及びこれを用いた樹脂成形品の製造方法

【課題】それ自体に剛性のないシートが所定の形状・位置に維持されながら埋設された樹脂成形品の製造に用いられる射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】射出成形用金型20は、固定型であるキャビティ型21と、キャビティ型21との分割面25が形成されると共に可動型であるコア型22と、コア型22内を型締め方向に前進後退可能なスライドコア型23とを備えている。キャビティ型21には第1型面27が形成され、第1型面27のほぼ中央には、椅子10の第1樹脂部14を形成する第1樹脂35が射出される第1ゲート30が設定されている。コア型22には、第3型面56が形成され、第3型面56の中央に、椅子10の第2樹脂部15を形成する第2樹脂45が射出される第2ゲート40が設定されている。スライドコア型23には、第2型面28が形成されている。
(もっと読む)
インサート成形用の金型とこの金型を使用するプラスチック成形体の製造方法

【課題】複数のノズル穴を有する金型の欠点を解消しながら、注入するプラスチックの温度と圧力を低くして、薄い部分にも確実にプラスチックを注入して成形する。
【解決手段】インサート成形用の金型は、製品31の表面にプラスチックを付着するようにインサート成形する金型であって、ノズル穴6から溶融状態のプラスチックを注入して製品31に付着する本体成形部21を成形する本体成形チャンバ1と、この本体成形チャンバ1で成形される本体成形部21に連結するように成形されるサブ成形部22を成形するサブ成形チャンバ2とを有する。金型は、サブ成形チャンバ2を、バイパス路8を介して本体成形チャンバ1に連結しており、ノズル穴6から本体成形チャンバ1に注入される溶融状態のプラスチックを、バイパス路8を介してサブ成形チャンバ2に注入してサブ成形部22を成形する。
(もっと読む)
樹脂成形品の成形方法及び成形装置
【課題】樹脂中に窒素や二酸化炭素等の物理発泡剤、又は炭化水素ナトリウム等の化学発泡剤を含ませて、成形時に発泡剤を気化された樹脂成形品の成形方法及び成形装置において、樹脂成形品の開口部や切欠き部が所望の大きさよりも大きくなることを抑制する。
【解決手段】成形型4のコアバック中に、成形型4のキャビティ27内に供給された溶融発泡性樹脂70からなる溶融発泡性樹脂体70a内に、第2樹脂供給口35aより溶融発泡性樹脂70bを追加供給する。
(もっと読む)
成型装置
【課題】構造を簡素化して、部品点数を低減し、製造及び組付作業を容易に行い、コストを低減することができる成型装置を提供する。
【解決手段】昇降体41に対し上型ホルダ43を相対移動機構44によって所定のギャップGの範囲内で上下方向の相対移動可能に装着する。下型ユニット21に設けられた貯留室34からキャビティKに溶湯Yを供給するゲート52と対応して、昇降体41に堰部材54の上端部を連結する。上型ユニット22を下型ユニット21に型閉めした状態で下型ユニット21及び上型ユニット22を下降動作させ、貯留室34内の溶湯Yを押出加圧ロッド33を貯留室34内に進入させることによりキャビティKに供給する。この供給途中で昇降体41の下面を上型ホルダ43の上面に接触させてギャップGをなくして、堰部材54の下端部をゲート52の内部に進入させ、ゲート52の通路断面積を低減する。
(もっと読む)
射出成形用ホットランナ金型のバルブゲート
【課題】駆動手段の往復作動によってバルブを開閉するバルブゲートで、バルブ閉時のゲートカット高さ、バルブ開時の流量などを調整する。また、閉作動時にバルブゲート先端内部の材料が急激に圧縮され、内圧が上昇するのを防止する。また、バルブが正常に作動できなくなった場合に駆動部分の破損を防止する。
【解決手段】バルブ体41の駆動手段として電動駆動手段を用いる。電動シリンダ121の駆動によってバルブ体41が上下に作動し、ゲート穴15を開閉する構造において、電動シリンダロッド125の前進後退位置を位置決めすることにより、バルブの閉位置、開位置を調整することができる。また、各作動位置での作動速度および推力を制御することができる。さらに、バルブ作動の過負荷を検出して駆動を停止することができる。
(もっと読む)
同時射出成形装置及びこれに関連するホットランナノズル
【課題】異なる溶融体を適切に分離するとともに、装置の製造、組み立て、及び動作を簡単にして、バルブスリーブ部材又はバルブピン部材をキャビティゲートと位置合わせできる同時射出成形装置を提供する。
【解決手段】マニホルド112と、このマニホルドに連結されたノズル116と、このノズル内に配置されており、ノズルとの間に外側溶融体チャンネルを形成するスリーブ124と、このスリーブ内に配置されており、このスリーブとの間に内側溶融体チャンネルを形成するピン126と、スリーブと接触する位置合わせ部分を持つノズルチップと、を備えている。スリーブを動作させ、外側溶融体チャンネルとキャビティゲート138との間の溶融体の連通を開閉する。ピンを動作させ、内側溶融体チャンネルとスリーブの開口部との間の溶融体の連通を開閉する。位置合わせ部材は、スリーブの動作範囲に沿ってスリーブをキャビティゲートと位置合わせする。
(もっと読む)
半導体装置の樹脂封止方法及びこの方法によって使用される金型
【課題】ワイヤタッチやワイヤ倒れの発生をより低減することのできる半導体装置の樹脂封止方法及びこの方法によって使用される金型を提供する。
【解決手段】ICパッケージの4つの角部のうち少なくとも1つの角部に対応する位置にモールド樹脂を注入するためのゲートが形成された金型を複数予め準備しておき、4つの角部のうち各周囲におけるワイヤ密度が最も高い角部以外の角部に対応する位置にゲートが形成された金型を選択する。
(もっと読む)
射出成形用金型
【課題】多数個成形の際に、ひけなどがない高精度な射出成形を実現する。
【解決手段】射出成形用金型15であって、天面部16aに成形品を成形するための空洞部26を有する下金型16と、樹脂供給口から前記空洞部26に樹脂を供給するための供給経路を有し、前記天面部16aを分離面として上下開閉自在に組合せた上金型17と、この上金型17より成形品の一部を離型させるための上下移動自在な複数のロックピン22を備え、前記供給経路は、樹脂供給口から順にスプール18a、ランナー20、樹脂溜まり21、二次スプール23、ゲート28と連接してなり、ロックピン22の少なくとも一つを前記二次スプール23へ挿入することでゲート28へ注入する樹脂の量または圧力を調整した。
(もっと読む)
樹脂製シュラウド
【課題】成形時のウエルドによるケーシングのそりの発生を抑制可能とする樹脂製シュラウドを提供することにある。
【解決手段】樹脂製シュラウドにおいて、樹脂材料の充填の際に、ケース部120に充填される樹脂材料に対して、中心部におけるゲート部116から、複数のステー部112a〜112fの一部112a、112bを経由して、ケース120に至る樹脂材料の流れを分散させるための余肉部131を設ける。
あるいは、樹脂材料の充填の際に、中心部におけるゲート部116から、複数のステー部112a〜112fの一部112a、112bを経由して、ケース120に至る樹脂材料の流れ長さを延長させるための延長肉部132を設ける。
(もっと読む)
成形装置及び成形方法
【課題】複数のゲートを有する成形空間においてウエルドラインの発生を抑えることが可能な成形装置及び成形方法を提案する。
【解決手段】成形物を成形する成形空間と、成形空間と成形空間上の第1のゲート及び第2のゲートを介して連通し、成形物と接続されたランナーを形成するランナー溝と、ランナー溝と連通する成形材射出口と、を有し、ランナー溝には、前記成形空間への成形材料の流入方向または流入量を制御する流入制御手段が設けられている。なお、流入制御手段として、第1のゲートの断面積を、第2のゲートの断面積よりも大きく形成してもよい。また、流入制御手段としてランナー溝に、成形材射出口から射出される一方向からの成形材料の流入を許容し、成形材射出口から射出される他方向からの成形材料の流入を阻止する構造である仕切部材を設けてもよい。
(もっと読む)
射出成形ノズル
本発明は、少なくとも2本の材料管20を備え、この各材料管20内に流動性物質用の流路30が形成されている、射出成形装置用射出成形ノズル10に関する。各材料管20は端側に、流動性物質用の少なくとも1つの出口34を有するノズルチップ32を備え、かつ外周側にヒータ40を備えている。共通の1つのケーシング50内に配置された材料管20を収容するための、互いに接近して並べて配置された独立した切欠き60により、均一な伝熱特性および温度分布特性を有する多数のノズルチップ32が狭い空間に収納されるので、最小のキャビティ間隔が実現可能である。 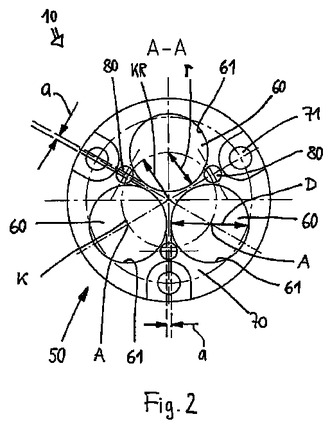 (もっと読む)
(もっと読む)
合成樹脂製シールリング及び射出成形金型
【課題】均一な寸法及び適正な材料特性を有する合成樹脂製シールリング及び射出成形金型を提供する。
【解決手段】カット部2aを有し、射出成形により形成された合成樹脂製シールリング2において、材料の注入部がシールリング2の内周面全周にわたって設けられている。材料の注入部は内周面全周にわたることが望ましいが、シールリングの内周面の一部分にわたるよう構成してもよい。すなわち、材料の注入部がシールリングの内周面全周のうち、カット部端面から45°の範囲を除く範囲にわたって設けられ、かつ、注入部の両端がカット部から同一距離にあるように構成することもできる。
(もっと読む)
射出成形方法および射出成形型
【課題】ホットランナー構造を有する射出成形型において、成形生産開始当初の1ショット目の成形不良を良品にするための射出成形方法および射出成形型を提供する。
【解決手段】射出成形型において、固定型1のホットランナーの樹脂流入口6に逆流防止弁7を設け、ホットランナーの樹脂流出口8にバルブゲート9又は逆流防止弁を設け、射出成形生産の終了で樹脂押出機を射出成形型より分離させる前に、固定型1のホットランナー樹脂流入口6をすべて閉じた後、樹脂流入口6のすべてを逆流防止弁7により閉じ、樹脂押出機によりホットランナー内の樹脂圧力を40Mpa〜80Mpaに保圧し、樹脂押出機を射出成形型より分離し射出成形型を冷却することによりホットランナー内を減圧し、ホットランナー内に残存する仕掛かり樹脂の体積収縮を縮小し、ホットランナー内に発生するスキマを少なくするようにした。
(もっと読む)
金型および金型の冷却方法
【課題】簡易な構成で、金型の過冷却を防止し、金型温度の適正化を実現する金型および金型の冷却方法を提供する。
【解決手段】ゲート側金型11に形成されるゲート側流路8bと、反ゲート側金型12に形成される反ゲート側流路8cとの、複数の系統の各流路8b・8cを有する冷却水用流路8が形成される金型2において、冷却水用流路8には、反ゲート側流路8cを開閉するサーモスタット13が設けられ、サーモスタット13は、冷却水用流路8にサーモスタット13の設定温度以上の冷却水が流通するときだけ、反ゲート側流路8cを開いて冷却水を流通させる。
(もっと読む)
射出成形アクチュエータ位置の検出
【課題】ノズルは、ノズル溶解通路を通る成形材料の流れを制御するバルブピンを有する。バルブピン作動位置を検出する装置を提供する。
【解決手段】アクチュエータ38は、静止部分と可動部分とを有する。アクチュエータは、更に、その可動部分に連結された延伸ロッドと、ロッドに連結されたブロック92とを有し、ブロックは、アクチュエータの可動部分とともに移動可能である。回動リンク要素36は、アクチュエータのブロックに回動可能に連結されるとともにノズルのバルブピンに連結されている。回動リンク要素は、アクチュエータの可動部分が移動するのに応じてバルブピンを移動させる。ブラケットは、アクチュエータの静止部分に連結されている。2つのセンサ206,208は、ブロックの異なる位置を検出するためにブラケットに連結されている。センサは、空気近接センサからなっていてもよい。
(もっと読む)
射出成形金型、射出成形品の製造方法、および射出成形品
【課題】薄肉で高い精度を必要とする射出成形品であっても、転写精度の高い射出成形をすることができる射出成形金型、射出成形品の製造方法、および射出成形品を提供する。
【解決手段】第1の金型と、前記第1の金型と協働してキャビティを形成する第2の金型と、前記キャビティ内に溶融樹脂を充填する流路であるランナと、前記ランナの前記キャビティが形成される側に設けられ、前記ランナよりも流路断面積の小さい狭隘部と、前記狭隘部の温度を調整可能とする温度調整手段と、前記狭隘部の前記キャビティが形成される側に設けられ、前記溶融樹脂の流速を減速させる流速調整部と、を備えたこと、を特徴とする射出成形金型が提供される。
(もっと読む)
ヘッドレストの製造装置
【課題】 ヘッドレストを発泡成形する際、パッド成形用の発泡液の硬化時間を短縮してヘッドレストの製造の作業性を向上させることである。
【構成】 金型1内の表皮A内に注入ノズルCを挿入し、注入ノズルCを介して注入ガン30より、パッド成形用の発泡液を注入後、注入ノズルCを閉蓋装置2によって閉蓋することを特徴とする。
(もっと読む)
組み込まれたインジェクタを備える型工具
本発明は、型工具であって、該型工具内に運転状態において完全に閉鎖されたキャビティが形成可能であり、少なくとも部分的に該型工具(14)内に収容されているインジェクタ(10)を備え、該インジェクタ(10)の吐出し開口が前記閉鎖されたキャビティに開口している形式のものに関する。本発明により、前記インジェクタ(10)が材料送り通路(30)及び材料戻し通路(34)を備え、両通路(30,34)が、前記インジェクタ(10)の先端の領域で接続室(32)に開口しており、該接続室(32)を介して互いに流動接続されており、インジェクタニードル(36)が少なくとも2つの運転位置に切換え可能であって、一方の前進した運転位置においては前記吐出し開口が前記インジェクタニードル(36)の先端(38)により閉鎖されており、他方の引き戻された運転位置においては前記吐出し開口が前記接続室との流動接続を有し、これにより前記インジェクタ(10)が開放されているようにした。  (もっと読む)
(もっと読む)
現像ブレード用金型、及びこれにより製造された現像ブレード
【課題】残存するゴム材の除去作業を不要として、効率良く現像ブレードを製造できる金型を提供する。
【解決手段】長尺形状の硬質プレート上に、長手方向での両側にブランクエリアを確保し、その間に現像剤と接触させる弾性部材を接着してなる現像ブレードの製造に用いる金型10であって、前記弾性部材に対応する形状に形成してあるキャビティMC−1と空間として連続しオーバーフローした材料を回収するオーバーフロー部SC−1が、前記両ブランクエリア間に対応する所定領域内に設けてある。オーバーフロー部は、製品となった現像ブレード上で両ブランクエリア間にそのまま放置でき、成型後に除去作業を行う必要がない。本発明によると、金型の構造を簡素化して、合わせて作業の簡素化を図ることができる。
(もっと読む)
多数個取り射出成形金型
【課題】 多数個取り金型における各キャビティの樹脂の充填バランスを成形機に取り付けたままで調整する。
【解決手段】 射出成形金型1はサイドゲート方式の2個取り成形金型であり、固定側キャビティプレート2と可動側キャビティプレート3との間に同形のキャビティ4、5が形成されている。樹脂流路はスプルー部6から反対方向に分岐して横ランナー部7が形成されており、ゲート8、8を経てキャビティ4、5へ至っている。横ランナー部7の途中に配設された略円柱状の樹脂流量調整駒9は、旋回移動可能であり、固定側キャビティスペーサ10上に固定ボルト11で固定されている。樹脂流量調整駒9の上面には、中央を横切って横ランナー部7と連通する同幅の調整ランナー部9aが形成されており、外周寄りに段付き止め穴9bが円弧状に形成されている。また、中心に対して点対称の位置に2つの穴9dが開口している。
(もっと読む)
121 - 140 / 303
[ Back to top ]