
Fターム[4F202CK07]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型内の成形材料充填流路 (1,916) | 流量調節部材を有するもの(←開閉弁) (311)
Fターム[4F202CK07]の下位に属するFターム
トーピード (8)
Fターム[4F202CK07]に分類される特許
61 - 80 / 303
車両用灯具の樹脂部品
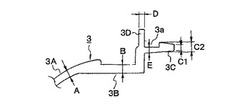
【課題】薄肉化による軽量化とコストダウンを図りつつ、ショートショットやウェルドラインの発生を防いで外観品質の向上を図ることができる車両用灯具の樹脂部品を提供すること。
【解決手段】樹脂の射出成形によって得られる部品であって、意匠部3Aの周縁に外周部3Bを屈曲形成し、該外周部3Bの先端部に該外周部3Bよりも厚肉のシール脚部3Cを形成して成るヘッドランプ(車両用灯具)のレンズカバー(樹脂部品)3において、前記シール脚部3Cに凹部3aを形成する。ここで、レンズカバー3の意匠部3Aの肉厚Aと外周部3Bの肉厚B及び前記シール脚部3Cの厚さC=(C1+C2)/2(C1:最小肉厚、C2:最大肉厚)の間に、
A≧B
B≦C≦A(但し、A=B=Cを含まない)
なる大小関係が成立するものとする。
(もっと読む)
成形型及び該成形型を用いた成形体の製造方法

【課題】コールドランナー方式の成形において、スプール内の液体原料の固化を促進し、高い生産性を実現する成形型及び成形体の製造方法を提供すること。
【解決手段】成形型1を構成する一方の割型1Aの背面12Aに、液体原料の注入口13が設けられている。供給路14は、注入口13から割型1A,1Bの組み付け方向Xに延びるスプール14Aと、キャビティ10と連通し且つスプール14Aと交差するランナー14Bとを有している。成形型1は、スプール14Aの内部を組み付け方向Xに進退可能に設けられたニードルピン4と、その駆動源5とを備えている。他方の割型1Bには、該割型1Bを組み付け方向Xに貫通し且つ一組の割型1A,1Bが組み付けられたときに供給路14と連通する、ニードルピン4の通路15が設けられている。スプール14Aの内部に液体原料及びニードルピン4が存している状態で、該液体原料を冷却・固化可能になされている。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
射出発泡成形装置及び射出発泡成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いることにより、1回の成形動作で複数の発泡成形品を同時に成形できるので、生産効率が向上する。
【解決手段】 金型を開閉動作し型締力を負荷しさらに微小な型開き量を制御可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型とからなる3枚構造の金型と、固定型と中間型の間に形成されるキャビティ空間部Aおよび可動型と中間型の間に形成されるキャビティ空間部Bに連通するそれぞれの樹脂流路に設けられた樹脂流路遮断機構と、発泡性ガス成分を含む発泡性溶融樹脂を可塑化計量し金型のキャビティ空間部A内およびキャビティ空間部B内に射出充填することが可能な射出装置と、を備えた射出発泡成形装置。
(もっと読む)
発泡成形品の成形装置
【課題】1つの原料充填口を具えた発泡樹脂用の成形装置にて、成形品を容易に多数個取りする。
【解決手段】成形装置1は、固定型2と可動型3を具え、固定型2に成形材料である発泡樹脂ビーズを供給する原料充填口5を設けている。両型2、3の間に、成形材料が充填される複数のキャビティ20を原料充填口5の周りに形成している。可動型3上にて原料充填口5に対向した部位に、成形材料を各キャビティ20に案内するガイド部30が形成されている。可動型3に、キャビティ20内を向いたピン6を設け、固定型2に該ピン6が嵌まる凹部60を形成し、ピン6が凹部60に嵌まる長さは、可動型3のクラッキング時の移動量よりも長く設定されている。
(もっと読む)
射出成形方法
【課題】溶融樹脂に気体を吹き込んで樹脂製品を中空成形する場合であっても、材料の歩留まりがよい射出成形方法を提供すること。
【解決手段】射出成形方法は、ショートショット状態となるようにキャビティ50の一方から射出によって溶融樹脂Mを注入する第1の工程と、この第1の工程が終了する直前または第1の工程の後に、キャビティ50の一方から第1の気体を吹き込む第2の工程と、この第2の工程の後に、キャビティ50の他方から第1の気体の圧力より高い圧力を有する第2の気体を吹き込むと共に、この吹き込んだ第2の気体をキャビティ50の一方から排出する第3の工程とを備えている。
(もっと読む)
スロットルバルブの製造方法
【課題】ゲート跡突起を除去する際のバルブ体の欠損を避けられ、樹脂密度が高く寸法精度の良好なスロットルバルブの製造方法を提供する。
【解決手段】円筒状のシャフト被覆部13と、半円板部14・14とを有するバルブ体11を射出成形する際に、スロットルシャフト12をインサート成形する。金型40において、シャフト被覆部13cの両頂部に台座15cを設け、これに射出ゲート45を左右から連通させる。そのうえで、射出ゲート45及び台座15cは、応力集中部となる角部を有する釣鐘形状であり、両射出ゲート45及び台座15cは、水平方向の中心線L1を挟んで互いに上下反対側へ位置ズレしていることを特徴とする。溶融樹脂の硬化後、ゲート跡突起20は折ることで除去される。その後、台座15をエンドミルにて切削することが好ましい。
(もっと読む)
プラスチックレンズの製造方法、及び射出圧縮成形装置
【課題】異なる光学面形状を有するとともに、容積の異なる複数のプラスチックレンズを、その成形精度を損なうことなく一つの成形型で同時に成形することができるプラスチックレンズの製造方法、及びこのような方法に用いる射出圧縮成形装置を提供する。
【解決手段】成形型50を型閉じしてから、成形型50のキャビティ3a,3b内に原料樹脂を射出充填し、しかる後に成形型50を型開きするまでの成形サイクルにおける諸条件を、容積が最も大きいプラスチックレンズのみを成形するとした場合の条件と同じに設定して、容積の異なる複数のプラスチックレンズを一つの成形型で同時に成形する。
(もっと読む)
射出成形方法
【課題】 型締め力の低減が可能な射出成形方法を提供する。
【解決手段】 第2射出ゲート2から射出開始した後も、第1射出ゲート1から低い射出圧で射出し、品質を確保できる圧力まで昇圧する。その後、保圧工程では第1射出ゲート1は逆流を防ぐ程度の低い圧力で保圧し、第2射出ゲート2は品質を確保できる圧力まで昇圧させ、面品質を確保するタイミングをずらし成形する。
(もっと読む)
車両用樹脂部品及びその射出成形用型
【課題】ウェルドラインの発生が効果的に防止されて、十分な意匠性が有利に確保され得る車両用樹脂部品とその射出成形用型とを提供する。
【解決手段】第一の板状脚部30と第二の板状脚部32と板状連結部34とにて、コ字状部24を構成すると共に、第一の板状脚部30の板厚:t1 と、第二の板状脚部32の板厚:t2 と、板状連結部34の板厚:t3 とを、t1 >t3 ≧t2 となる大きさに設定し、更に、射出成形時の成形キャビティ内での溶融樹脂の流れを、第一の板状脚部30と第二の板状脚部32との対向方向と板状連結部34の板厚方向の両方向に対して直角な方向における板状連結部の一端部から他端部側に向かう流れとする位置に、射出成形用のゲート部を設けて構成した。
(もっと読む)
積層射出成形用金型及び積層射出成形方法
【課題】成形材料の利用効率が高く、製品形状に制約が少なく、二層状態の肉厚が立ち面で安定し、また、基材層となる第一層の外縁を第二層で覆い製品の外観性を向上させた成形品を安価に得る積層射出成形用金型及び積層射出成形方法を提供すること。
【解決手段】一つの製品コア型と、製品形状の異なる複数の製品キャビ型とで構成され、該製品キャビ型は回転手段を備えて前記製品コア型との組み合わせを変更できるように配されるとともに、前記製品コア型には異なる溶融樹脂を射出する複数の射出ユニットと、前記製品コア型と製品キャビ型とによって形成されるキャビティとを連通する複数の樹脂流路が設けられ、一次成形後の二次成形により一次成形体の全面あるいは所定の部分に二次成形体を積層して成形品を得る成形層射出成形に用いる積層射出成形用成形金型において、二次成形を行うときに、一次成形体の外縁を二次成形体で巻き込むことができる構造とした。
(もっと読む)
バルブゲート
【課題】 ゲートノズルを流れる溶融樹脂の流量を連続的に変えることができるバルブゲートを提供する。
【解決手段】 ゲートノズル4を流れる溶融樹脂の流量を調整するバルブゲート1であって、大径孔4aと小径孔4bからなるゲートノズル4と、流量調整部5bと小径部5a,5cからなるバルブピン5を形成し、流量調整部5bの側面に溝6を設けたバルブピン5をゲートノズル4の小径孔4bに摺動自在に嵌装し、バルブピン5の流量調整部5bをゲートノズル4の大径孔4aと小径孔4bの間で進退動させ、バルブピン5の溝6とゲートノズル4の小径孔4bの壁面4cとで形成される流路7の長さを変える。
(もっと読む)
曲がった案内部材を有する作動スレッドのための金型
【課題】高品質作動スレッドを製造する装置、システムおよび方法を提供すること。
【解決手段】射出成形用の装置であって、少なくとも1つの実質的に中央の、傾斜した、非直線の表面を有する少なくとも1つの金型部品であって、少なくとも1つの形成部分を含む、少なくとも1つの金型部品と、該少なくとも1つの実質的に中央の、傾斜した、非直線の表面内に配置された少なくとも1つの実質的に閉じたキャビティ領域と、該少なくとも1つのキャビティ領域との流体的な連絡を提供する該金型部品の基礎部分に配置される少なくとも1つのゲートであって、該金型部品の長さに沿って長手方向に延びる複数の凹部を有する少なくとも1つのゲートと、最初に射出流体の流れを少なくとも1つの形成部分に向けるために、該金型部品上に設置された少なくとも1つの流動絞りとを含む、装置である。
(もっと読む)
射出成形装置及び射出成形方法
【課題】 汎用的な射出成形機と3枚構造の金型を用いて、成形できる成形品の数などを多くし、生産効率を向上させる。
【解決手段】 金型を開閉動作し型締力を負荷することが可能な型締装置と、型締装置の固定盤に取り付けられた固定型と可動盤に取り付けられた可動型と固定型と可動型の間に備え付けられた中間型からなる3枚構造の金型と、樹脂を可塑化計量し金型のキャビティ内に射出充填することが可能な射出装置とを備えた射出成形装置であって、金型には、固定型と中間型の間に1つあるいは複数のキャビティ(A群)とそれに通じる樹脂流路および樹脂流路遮断機構が形成され、また中間型と可動型の間にも1つあるいは複数のキャビティ(B群)とそれに通じる樹脂流路および樹脂流路遮断機構が形成されており、射出装置は、1回の型締中に、1回目の射出充填、続いて可塑化計量、その後2回目の射出充填を行なうことが可能である。
(もっと読む)
樹脂歯車及びスロットル装置
【課題】有歯部及び無歯部との境界部の径方向内側に凹所を備える樹脂歯車を対象として有歯部の歯の強度及び成形精度の低下を防止する。
【解決手段】スロットルギヤ32は、ギヤ本体34の外周部に歯81を有する有歯部80及び歯を有しない無歯部83と、有歯部80と無歯部83との境界部90の径方向内側に形成された凹所91とを備え、ギヤ本体34側に設定された射出ゲート95から射出された溶融樹脂により形成される。凹所91の有歯部80側を迂回する溶融樹脂の流れと凹所91の無歯部83側を迂回する溶融樹脂の流れとの合流により生成されたウェルド部116が無歯部83に形成される。凹所91の無歯部83側に、溶融樹脂の流れを迂回させるための貫通孔93が形成される。
(もっと読む)
射出成形機における密閉型冷却ブッシュ
【課題】ゲートに近い箇所で、ゲート周辺をリング状に配設して密閉構造とし、局部的かつ有効な冷却を可能とする単独スポット構成の射出成形機における密閉型冷却ブッシュの提供。
【解決手段】溶融原料樹脂を一定量宛射出して、プローブ本体2のランナー孔4を介して、ゲート5よりキャビティ8内に原料樹脂を給出させるようにした射出成形機において、溶融樹脂の流通するプローブ本体2に独立して固着できる円筒状のブッシュ本体9に、ゲート周辺に沿った環状孔10を設け、ブッシュ本体9の側面に設けた2本の案内通路11を前記環状孔10と連通し、かつ前記2本の案内通路11,11に冷却媒体供給口12および冷却媒体給出口13を設けて成ることを特徴とする射出成形機における密閉型冷却ブッシュ。
(もっと読む)
射出成形用ホットランナ金型のバルブゲート
【課題】
簡易な構成で、バルブ体のピン部にてゲート孔を開閉することができ、歯車を使用しないことから、歯車間に形成されているバックラッシによるガタがなくなり、ピン部にて、ゲート孔を精度よく開閉駆動できる射出成形用ホットランナ金型に用いられるバルブゲートを提供する。
【解決手段】
バルブゲート20は流路孔57の先端にゲート孔58を有するノズル本体50と、ゲート孔58を開閉するピン部82を先端部に備えたバルブ体80を備える。スライダ60はシリンダ110により駆動されて、バルブ体80の軸心方向に直交する方向に往復移動する。スライダ60の長孔65,66が往復移動する方向に対して斜状に形成され、長孔65,66に係合されたカムフォロア100を支持するスライドバルブ90を備え、長孔65,66のカム作用により、バルブ体80を軸心方向に沿って移動させ、ノズル本体50のゲート孔58をピン部82にて開閉する。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
射出成形方法
【課題】容積の異なる大小複数のキャビティを有する金型を1つの射出装置で時間差を設けて溶融樹脂を順次射出充填して、1回の成形動作で所定の製品形状と製品重量が安定し、成形品毎の大きさの制約が緩和され成形品を同時に、複数成形することができる射出成形方法を提供する。
【解決手段】製品形状の異なる複数のキャビティの中から容積の大きなキャビティと小さなキャビティとの組み合わせを選択し、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、次いで、他のキャビティに充填する溶融樹脂を計量するとともに、容積の大きなキャビティは速度制御により小さなキャビティは圧力制御により充填し、以後は計量と射出充填とを繰り返す。
(もっと読む)
射出成形金型
【課題】 ホットランナーブロックから複数の樹脂通路を通じてキャビティ内に溶融樹脂を供給することにより、大型製品の成形を可能にした射出成形成形金型において、型締力を金型全体に均等に作用させて精度のよい成形品を製造する。
【解決手段】
固定型板上に積層状態で固定している受板及び固定側取付板側に、固定型板内に設けている複数のゲートブッシュ内の樹脂通路に溶融樹脂を供給するためのホットランナーブロックの配設空間部と、上記樹脂通路の下端ゲートを開閉するバルブピンの駆動用シリンダの配設空間部とを設けていると共に、これらの空間部以外の受板と固定型板との対向面、及び、受板と固定側取付板との対向面を接合させて、この接合面を介して圧締力を固定型板1Aに全面的に均等に作用させるように構成している。
(もっと読む)
61 - 80 / 303
[ Back to top ]