
Fターム[4F202CK12]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 型の主成形面 (4,096) | 成形面の形状の変更 (3,140)
Fターム[4F202CK12]の下位に属するFターム
型抜きのための(←離型のための) (317)
材料の均一充填のための (445)
成形空間の容量変更のための (767)
成形面を仕切るための(←仕切板) (245)
成形品の位置決めをするための (307)
多種類用のための (215)
Fターム[4F202CK12]に分類される特許
401 - 420 / 844
熱可塑性材料で形成され、強化ベース部が設けられた容器、特にボトル
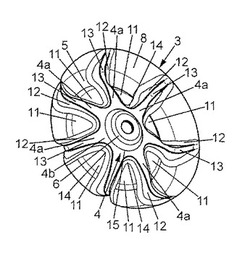
【課題】比較的小さい圧力がかかった状態で封止される容器において、必要とする熱可塑性材料を最小限にする。
【解決手段】本体部(2)及びベース部(3)を有する熱可塑性容器(1)であって、凹状のアーチ部(4)と、上記アーチ部(4)の中央部で開口する凹状のドーム部(6)と、上記アーチ部のベース部を囲み、平坦な基礎部を形成する環状領域(5)と、本体部(2)のベース部で径方向に延在しかつアーチ部に対してずれて外側に突出する鉤爪状領域(11)と、鉤爪状をなす領域(11)間に区画される放射状溝部(12)と、を備え、上記溝部は、アーチ部の放射状セクション(4a)によって形成されかつ径方向で変化する深さであって基礎部を形成する上記環状領域と一致して最大になる深さを有する。
(もっと読む)
管継ぎ手の製造方法

【課題】 吸水膨張性不織布を使用した管継手をインサート成形により製造する際に、中子に捲回した吸水膨張性不織布がバリになって管継手外周面に露出するという成形不良の発生を防止する。
【解決手段】 吸水膨張性不織布を管継ぎ手本体部の内周面に備え、管継手本体部の外周に管継手軸方向に延在するリブを有する合成樹脂製管継ぎ手の製造方法において、射出成形型の中子に吸水膨張性不織布を捲回設置する第1工程、中子と、分割可能なキャビティ型によって、管継ぎ手本体部を形成する本体形成部と、リブを形成するリブ形成部とからなるキャビティを形成する第2工程、キャビティに樹脂を射出する第3工程により管継手を製造するとともに、キャビティ金型の分割面に隣接するようにリブ形成部を設けておく。
(もっと読む)
シートパッド、その成形方法及び金型
【課題】発泡ポリスチレン等の発泡体が裏面に配置されたシートパッドにおいて、異音が発生せず、成形も容易なシートパッドと、その成形方法及び成形用金型を提供する。
【解決手段】シートパッド1は、シートパッド本体10と、該シートパッド本体10の裏面に設けられた発泡成形体20と、発泡成形体20を覆うサポータ材30とからなる。サイドサポート部4の裏面に発泡成形体20が配置され、この発泡成形体20の底面が不織布等よりなるサポータ材30によって覆われている。発泡成形体20をサポータ材30で覆っているので、発泡成形体20とシートフレーム等との摺動による異音の発生が防止される。
(もっと読む)
エンボス装置、バックアップロール、および、加工品の製造方法
【課題】原反に凹凸柄を形成するエンボス装置であって、とりわけ、高い稼働率で効率的に原反に凹凸柄を形成することができるエンボス装置を提供する。
【解決手段】エンボス装置10は、原反に形成すべき凹凸柄55に対応した凹凸形状を有するエンボス型面25を、有するエンボスロール20と、エンボスロールに対向して配置され、エンボスロールとの間で原反を圧するようになるバックアップロール30と、を備える。バックアップロールは、心部材32と、心部材上に設けられ、エンボスロールのエンボス型面と対面する表層部34と、を有する。表層部は、複数の金属粒子35と、金属粒子間に設けられた樹脂バインダー36と、を含む。
(もっと読む)
合成樹脂製品及びその成形方法
【課題】鏡筒をホルダにねじ込む際、ホルダから鏡筒が突出して撮像素子に突き当らないようにする。
【解決手段】ホルダ40の内周面に雌ネジ部17を形成する。雌ネジ部17の終端に谷部17bから山部17aに向かって傾斜したストッパ部19を形成する。ホルダ40の雌ネジ部17に鏡筒15の雄ネジ部16を螺着すると、鏡筒15の雄ネジ部16の始端がホルダ40の雌ネジ部17の終端に形成したストッパ部19に突き当り、鏡筒15の締め付け方向の回転が規制される。これにより、ホルダ40に螺着した鏡筒15のネジ込み量を調整する際などにおいて、ホルダ40から鏡筒15が突出して撮像素子20に衝突することを防止できる
(もっと読む)
成形用金型構造及び成形方法
【課題】成形品のゲート周辺部の剛性を向上させる。
【解決手段】固定型1及び可動型2により形成されるキャビティ3に、ホットノズル4が有するスプール8から直接、溶融樹脂を充填させて成形品を成形する射出成形用金型構造において、ダイレクトゲート9に、放射状に延出する溝もしくはスリット10を付設した。これにより、成形品のゲート周辺部にはリブが形成されることになり、成形品のゲート周辺部の剛性を向上させることができる。
(もっと読む)
半導体装置の製造方法、半導体装置およびモールド金型
【課題】ヒートスプレッダとモールド樹脂との間に高い接合力を得ることのできる半導体装置の製造方法を提供する。
【解決手段】平板状のヒートスプレッダ60を、封止成形される半導体装置80の単位パッケージサイズLよりも小さな間隔で複数の開口22が分散形成されたキャビティ内面に設置し、キャビティ20の内部に充填されて半導体チップ50を封止したモールド樹脂70にヒートスプレッダ60を圧接することにより、ヒートスプレッダ60およびモールド樹脂70に、開口22に対応する凸部66を形成することを特徴とする半導体装置80の製造方法。
(もっと読む)
光学素子用型の製造方法
【課題】狭いピッチや高いアスペクト比の微細構造を備えた光学素子用の型を高精度に製造することができる光学素子用型の製造方法を提供する。
【解決手段】基板1の表面1aに凹部4を形成する凹部形成工程と、基板1の表面1aに高密度プラズマCVD法により転写層5を形成し、転写層5の表面に凹部4の形状を反映し、微細構造の形状または微細構造の転写形状の微細凹部6を形成する微細凹部形成工程と、を有することを特徴とする。
(もっと読む)
造形物の製造方法、スタンパの製造方法、マスタ製造装置、スタンパ製造システム、及びスタンパ製造装置
【課題】高精度に、短時間で造形物を製造することができる造形物の製造方法と、この造形物の製造方法に関連するスタンパの製造方法、マスタ製造装置、スタンパ製造システム、及びスタンパ製造装置とを提供する。
【解決手段】レンズアレイ650が有する第1の光学機能面652と同形状からなる第1の転写面602等を有するマスタ600を製造し、第1の転写面602の反対形状からなる第1の反対形状面622を有する第1のスタンパ620等を製造し、第1のスタンパ620等を用いてレンズアレイ650を製造する。マスタ600は、マスタ材料と転写体とを互いに接触させマスタ材料を変形させ、マスタ材料の変形した部分を硬化させ、マスタ材料と転写体とを離間させる転写工程を、マスタ材料の互いに異なる位置に転写体を接触させるように複数回、繰り返すことで製造される。
(もっと読む)
スタンパ、凹凸パターン形成方法及び情報記録媒体の製造方法
【課題】転写領域の凹凸パターンが変形しにくく薄い板状体であっても相互に貼り付きにくい信頼性が高いスタンパ、このようなスタンパを用いた凹凸パターン形成方法及び情報記録媒体の製造方法を提供する。
【解決手段】スタンパ10は、外周が略円形の転写領域12を厚さ方向の一方の面に備え転写領域12に所定の凹凸パターンが形成された板状体であり、転写領域12の外周よりも径方向の外側において厚さ方向に突出する外側凸部14を厚さ方向のいずれかの面に備える。
(もっと読む)
吹込成形品及び吹込成形金型
【課題】中空部と中実部を有する成形品において、取付用の座を設ける中実部に成形後2次的な穴あけ加工を要せずに、穴を形成できる成形品を提供し、及びその成形品を成形するための成形金型を提供すること。
【解決手段】中空部と中実部とを有し、中実部には通孔とその周縁に板状部が形成され、通孔の縁部の一部に、板状部の板厚よりも薄い第1の薄肉部と、通孔の縁部の残りの一部に、板状部の板厚と第1薄肉部の厚みの中間の厚みを有する第2薄肉部とを有する吹込成形品。中空部を形成する第1キャビティと、板状をなす中実部を形成する第2キャビティと第2キャビティ内に設けた環状の食切り部と、食切り部内に位置する、通孔を形成するピンが進退する第3キャビティを備え、食切り部には、第1薄肉部を形成する狭窄部と、第2薄肉部を形成する一般食切り部とが形成され、第3キャビティは、中実部の板面から交差する方向に偏倚する吹込成形金型。
(もっと読む)
成形空洞の容積寸法を調整する手段を含む容器成形装置
【課題】単一のモールドブロックサポートに任意の種類のシェルの容易な取り付けを可能にする成形装置を製造する。
【解決手段】成形装置はそれぞれ2つのサポート(5,6)とモールドの閉鎖位置の接合面(P)を規定する2つのモールドブロック(7,8)とを含む少なくとも2つのモールド半体(2,3)を含む少なくとも1つのモールド(1)を含み、各モールドブロック(7,8)はシェル(24,25)を含み、部分的に成形空洞(9)を形成するインプレッションが作られ、シェルホルダー(26、27)が、前記各モールドブロック(7,8)のサポート(5,6)に固定され、前記装置が成形空洞(9)の寸法的な特質を修正する手段を含み、少なくとも1つの除去可能なスペーサー(28、29、30、31)が前記シェル(24、25)及び前記シェルホルダー(26,27)の間に備えられる。
(もっと読む)
空気入りタイヤおよびタイヤ成形金型
【課題】セクターの分割位置付近における陸部の偏摩耗を効果的に抑制できる空気入りタイヤを提供すること。
【解決手段】この空気入りタイヤ1は、タイヤ周方向に複数のセクターに分割された金型が用いられて加硫成形される。また、空気入りタイヤ1は、タイヤ周方向に延在する複数の周方向主溝21、22と、これらの周方向主溝21、22により区画されて成る複数かつリブ状の陸部31〜33とをトレッド部に有する。また、陸部33がタイヤ周方向に配列された複数のサイプ4を有する。このとき、セクターの分割位置付近におけるサイプ体積がセクターの中央部位置におけるサイプ体積よりも大きい。
(もっと読む)
バルブユニットの製造方法
【課題】バルブおよびハウジングを射出成形型のキャビティ内で同時に射出成形する樹脂成形工程中にベアリング圧入工程を実施することで、製造工程数を削減して製造コストを低減することのできるバルブユニットの製造方法を提供する。
【解決手段】バルブ1、回転軸2およびハウジング3をキャビティ内で同時に射出成形することで、ハウジング3の内部にバルブ1および回転軸2が回転自在に組み込まれた製品形状のバルブユニットを製造する樹脂成形工程中、特に型開き工程を開始する前の冷却工程中に、ハウジング3の第1、第2軸受け保持部4に対して第1、第2ベアリング5を圧入固定するベアリング圧入工程を実施することにより、従来は必要であった、樹脂成形工程後に実施されるベアリング組付工程が不要となる。これにより、バルブユニットの製造工程数を従来よりも削減することができるので、製造コストを低減できる。
(もっと読む)
成形レンズ
【課題】小型化が可能で、かつ、バリによる生じる悪影響を抑えることが可能な、光ピックアップ装置用の成形レンズ及び成形レンズ金型を提供する。
【解決手段】本発明に係る成形レンズは、第1光学面を有する入射面と、第2光学面を有する出射面とを備え、外周形状が、光軸を含む平面に対して略平行な第1直線部と、該第1直線部と平行かつ前記平面を挟んで対称な第2直線部と、前記第1直線部と第2直線部の端部同士を連設する2つの円弧部とから構成される。また、光軸を中心とした略円形の第1光学面及び第2光学面の周縁の一部が、前記第1直線部及び前記第2直線部により切り欠かれている。
(もっと読む)
インサート成形方法および装置
【課題】プレス工程を必要としない効率的なインサート成形ができるインサート成形方法および装置を提供する。
【解決手段】華飾用の表生地21に布製の芯地22を張り合わせて複層構造の布製外装カバー20を形成し、この布製外装カバー20を、前記表生地21を固定金型40の方に向けて当該金型40に装着し、次に、布製外装カバー20の芯地22側に可動金型50を押圧し、しかる後に、可動金型50のキャビティ51内に溶融樹脂mを充填する。
(もっと読む)
ガラスランの製造方法
【課題】中子の安定性を高め、ひいては適正形状の型成形部を成形することのできるガラスランの製造方法を提供する。
【解決手段】ガラスランは押出成形部2,3と型成形部とからなり、断面略コ字状の本体部と一対のシールリップとを有している。型成形部を形成するための金型装置5は、本体部及びシールリップの内周面を画定するための中子18と、本体部及びシールリップの外周面を画定するための複数の型とからなる。そして、中子18の両端にそれぞれ押出成形部2,3の端部を嵌め込んだ状態で、キャビティ19内に型成形材料を充填することで型成形部が成形される。中子18のうち各押出成形部2,3が嵌め込まれる各部分には、それぞれ当該中子18を保持するための保持板21が設けられ、キャビティ19内においては、中子18を支持するサポートピン25が突出形成されている。
(もっと読む)
発泡樹脂成形品の成形方法並びに成形金型
【課題】可動側金型と固定側金型とを型締めして形成されるキャビティ内に発泡樹脂材料を射出充填した後、可動側金型を後退させて発泡反応を誘起させ、所要形状に成形される発泡樹脂成形品の成形方法並びに成形金型であって、発泡反応時における垂れ下がり変形を防止する。
【解決手段】固定側金型60に対して可動側金型50を型締めし、発泡樹脂材料Mを射出充填した後、可動側金型50を後退させ、発泡スペースを確保した状態で発泡反応を行なわせて成形したドアトリムロア(発泡樹脂成形品)30の成形方法であって、このドアトリムロア30に立体感を付与する縦壁部33が形成されており、この縦壁部33の先端内側に段部34を肉抜き状に形成するために、固定側金型60の段部64のコーナー角度αを45°≦α≦75°に設定することで、段部面34a、薄肉フランジ35の底面35bにシワ発生を集中させ、製品表面側の外観性能を良好に維持する。
(もっと読む)
射出成形部を備える成形品とその製造方法及び製造装置
【課題】既成形部材の露出面と射出成形部が連続して滑らかに接合された成形品とその製造方法を提供する。また、かかる製造方法に用いる射出成形型と該成形型を備える製造装置を提供する。
【解決手段】本発明により提供される一部に射出成形部を有する製造方法は、(a)射出成形型30の内部に第一成形部材の露出面と射出成形部とが接合される境界面に沿う方向であって成形キャビティ40から離れる方向に突出すると共に該成形キャビティ40と連通する排出キャビティ48が形成されている射出成形型30を用意する工程、(b)温度が高く且つ粘度が低い状態の成形材料で射出成形部を成形する工程、(c)該成形材料を第一成形部材の露出面に圧接させたまま所定の時間維持し、射出成形部を接合する工程、及び(d)該排出キャビティ48に排出された成形材料を分離して除去する工程;を包含する。
(もっと読む)
上隅部に口部を有する容器の延伸ブロー用金型装置
【課題】上隅部に口部を有する容器を、真っすぐなプリフォームを垂直に保持した状態で斜めに延伸してブロー成形できる金型装置を提供する。
【解決手段】キャビティの中心線A−Aに対して成形面を傾斜形成し、プリフォームの挿入穴を中心線A−A上に設けたブロー金型と、射出成形したプリフォームを挿入穴からキャビティの中心線上に垂直に保持するネック型と、先端部をネック型との嵌合段部に形成したブローコアと、ブローコアに斜めに挿通した延伸ロッドとからなる。ブローコア内にガイド孔をキャビティの傾斜成形面と同方向に斜設したガイドブッシュを、ブッシュ周囲と先端とにエア通路となる間隙を空けて同心円に嵌装する。ガイドブッシュに延伸ロッドを挿通して押圧端子を取付けたロッド先端をプリフォーム内底面の偏心部位に臨ませる。
(もっと読む)
401 - 420 / 844
[ Back to top ]