
Fターム[4F202CK43]の内容
プラスチック等の成形用の型 (108,678) | 型の構成 (12,065) | 分割型、入れ子 (3,777) | 結合様式 (1,545) | 主成形面に脱着自在に取付けるもの (613)
Fターム[4F202CK43]に分類される特許
21 - 40 / 613
アパーチャー部品製造用の金型および金型を用いたアパーチャー部品の製造方法
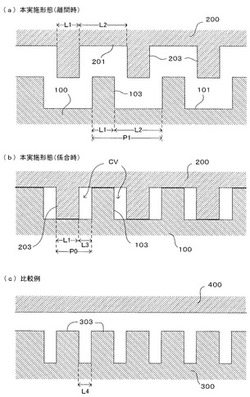
【課題】画像読取装置に用いられる所定の配列方向に沿って複数の貫通孔を等間隔で列状に配してなるアパーチャー部品を製造する技術において、微細な構造を有するアパーチャー部品を製造するのに適し、従来より短時間で金型を製作可能な技術を提供する。
【解決手段】互いに係合する第1の金型部品100および第2の金型部品200のそれぞれに、アパーチャー部品の貫通孔に対応する突起部103,203を設け、これらを係合させた間隙空間CVに樹脂を流し込んでアパーチャー部品を製造する。両金型部品が係合した状態では、それぞれの突起部103,203が交互に一列に、しかも等間隔で並ぶようにする。
(もっと読む)
コアを用いた成形方法および成形装置

【課題】開口部を有する中空成形品にあって、開口部の内径を高精度に規制可能であるとともに、所望な大きさの中空部を実現可能な、コアを用いた成形方法および成形装置を提供する。
【解決手段】一対の金型の対応する金型との間に密閉空間を形成して、該密閉空間から空気を減圧することにより、一方の熱可塑性樹脂製シートを吸引して、対応するキャビティに沿って賦形することにより、開口部240、242の外径を規制する段階と、前記一対の分割金型を型締め位置まで移動させることにより、2枚の熱可塑性樹脂製シートそれぞれを対応するキャビティと前記コアの外表面との間で挟み込むことにより、前記開口部240、242の内径を規制する段階と、型開き位置まで型開きするとともに、形成した前記開口部240、242から前記コアを前記一対の分割金型の相対移動方向と交差する方向に引き抜く段階と、を有することを特徴とするコアを用いた成形方法。
(もっと読む)
反射体付基板の製造方法及び製造装置
【課題】反射体付基板を製造する際に環境に与える負荷を抑制して、反射体付基板を安価に製造する。
【解決手段】上型46の下面に基板本体2を固定し、キャビティ50を流動性樹脂51によって満たされた状態にし、上型46と下型47とを型締めして基板本体2の所定の面を流動性樹脂51に浸漬し、流動性樹脂51を硬化させて硬化樹脂53を形成し、上型46と下型47とを型開きし、成形済基板52を上型46から取り外す。下型47には基板本体2の領域4にそれぞれ対応する領域が設けられ、キャビティ50には複数の凹部48と複数の凹部48同士を連通する空間49とが設けられる。複数の凹部48において硬化樹脂53からなる反射体54を形成するとともに空間49において硬化樹脂53からなる薄肉部55を形成し、成形済基板52から薄肉部55を除去する。
(もっと読む)
モールド、インプリント装置、インプリント方法及び物品の製造方法
【課題】インプリント装置における重ね合わせ精度の改善に有利な技術を提供する。
【解決手段】基板の上の樹脂とモールドとを接触させた状態で当該樹脂を硬化させて前記基板にパターンを転写するインプリント装置に用いられるモールドであって、前記基板に転写すべきパターンが形成された矩形形状のパターン部と、前記パターン部が配置される表面の前記パターン部の周囲に形成され、第1開口をそれぞれ含む複数の第1開口部と、前記表面とは反対側の裏面に形成され、第2開口をそれぞれ含む複数の第2開口部と、前記複数の第1開口部のそれぞれと前記複数の第2開口部のそれぞれとを接続する複数の配管と、を含む基部と、を有し、前記表面において前記パターン部の各辺を延長した線を境界線として規定される複数の領域のうち、前記パターン部の頂点のみで前記パターン部と接する領域を面とする前記基部の部分に前記複数の配管の総体積の8割以上が存在するように、前記複数の配管が配置されていることを特徴とするモールドを提供する。
(もっと読む)
繊維強化樹脂成形体の製造装置
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
繊維強化プラスチックのプレス成形方法及び繊維強化プラスチック成形品
【課題】角度90度以下の頂部を有する深絞り形状の繊維強化プラスチックの成形品をプレス成形により良外観かつ高い生産性の下に得る方法を提供する。
【解決手段】一対の成形型を用いてプリプレグシートをプレス成形する成形方法であって、一方の成形型に前記プリプレグシートを押圧する凸部と、他方の成形型に押圧された前記プリプレグシートを当圧させる凹部とをそれぞれ少なくとも1箇所備え、前記成形型の凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線を含む断面において、前記凸部または凹部の頂部の角度が90度以下であるとともに、前記凹部の頂部を形成する当圧面の線分P1、P2の合計P1+P2と、当圧面以外の線分H1、H2を含めた前記凹部の線分の総長さL=P1+P2+H1+H2との比が0.5≦(P1+P2)/L≦0.95の範囲にあり、凸部と凹部との頂部頂点を結ぶ成形型の昇降方向に平行な直線が成形型の型面と交わらないことを特徴とする、繊維強化プラスチックのプレス成形方法。
(もっと読む)
樹脂成形品の製造方法
【課題】複数の層の樹脂による積層体の部分を含む樹脂成型品を製造する場合であっても、各層の樹脂の厚みを正確かつ容易に制御できる樹脂成型品の製造方法を提供する。
【解決手段】隣り合うように並べられた2つのTダイ28の押出スリット34それぞれから、シート状パリソンが単層で押し出され、この2枚の単層シート状パリソンが接着されて積層体を形成する。各シート状パリソンの厚みは、Tダイ28のスリットからの押出速度や、調整ローラ30の回転速度などにより精密に調整できるようになっている。このため、少なくとも2層の樹脂による積層体を成型する際にも、この積層体における各層の厚さを個別に、正確かつ容易に調整することができる。
(もっと読む)
アンダーカット処理機構
【課題】成形品Pのアンダーカット部P1が型抜き方向と交差する両側に凹凸する形状であっても、限られた設置スペース内でより大きな移動ストロークを実現して容易に型抜きすることができるアンダーカット処理機構を提供する。
【解決手段】可動型13に内設されたホルダー30内で、アンダーカット部P1を成形する一対の成形コア51,52は型抜き方向に移動する保持駒40に連結支持され、型抜き時に各成形コア51,52は、互いに対接する成形位置から離隔する離型位置に向ってガイド手段33,34に案内され、それぞれ保持駒40の一端側から他端側へと互いに逆向きに前後ですれ違うように移動する。
(もっと読む)
加熱装置、加熱方法、成形装置及びプラスチック成形品の成形方法
【課題】光源からの光を被照射面に均一に照射し、被照射面を均一に加熱することができる加熱装置及び加熱方法、並びに、転写率や生産性などを向上させることができる成形装置及びプラスチック成形品の成形方法の提供を目的とする。
【解決手段】加熱装置1は、断面形状が正方形のライトパイプ2と、このライトパイプ2と連結され、断面形状が正方形のライトボックス3と、このライトボックス3内に収容される光源4とを備えている。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】発泡樹脂成形品の強度低下を抑制しつつスキン層の一部を開口させて発泡層を露出させることができる発泡樹脂成形品の製造方法を提供する。
【解決手段】発泡樹脂成形品を成形した後にスキン層の一部を開口させて発泡層を露出させる発泡樹脂成形品の製造方法は、本体部40とリブ部50とを一体的に成形する成形ステップと、倒し込み力F1を作用させてリブ部50を折除することにより本体部40のスキン層41の一部を開口させて発泡層42を露出させるリブ部折除ステップとを有し、成形ステップにおいて、リブ部50の倒し込み力作用面部51と反対側の面部52と、該面部52に倒し込み力F1の作用方向に連続する本体部40の面部43との間の角部31に形成されるスキン層52aを、リブ部50の倒し込み力作用面部51に形成されるスキン層51aよりも薄く形成させる。
(もっと読む)
電鋳ロール及びその製造方法
【課題】多種類のエンボスシートや光学関係フィルムを試作品として短期間の間に製造する場合に低コスト及び短納期で対応可能なリサイクル性に優れた電鋳ロール及びその製造方法を提供する。
【解決手段】筒状をなし外周面に多数の電鋳板吸着孔11を備えたサクションスリーブ10と、このスリーブの外周面に密着状態で巻かれた転写用シート製造用の電鋳板20と、サクションスリーブの内周面に挿入されこれを支持すると共に、内部に冷却部35を備えた芯金ロール30と、芯金ロールとサクションスリーブを固定するフランジ40及び固定プレート50を有し、フランジ及び固定プレートは、芯金ロール及びサクションスリーブから取外し可能で、固定プレートが芯金ロール及びサクションスリーブから取外され、芯金ロール及びサクションスリーブの各軸線が垂直方向に向けた状態で芯金ロールからサクションンスリーブを引き抜くことができる。
(もっと読む)
樹脂積層板の製造方法及び樹脂積層板の成形金型
【課題】軽量化、薄肉化を確保しつつ、製品設計の自由度及び成形性を高め、更なる品質向上が実現できる樹脂積層板の製造技術を提供する。
【解決手段】樹脂積層板の製造方法であって、分割型32Aのキャビティ116Aに複数のコマ部材40S、40Lを配置し、複数のコマ部材40S、40Lの各々を、突起部119S、119Lと、突起部119S、119Lの基端に設けた雄ねじ部44とで構成し、雄ねじ部44を分割型32Aに設けた雌ねじ穴48にねじ込むようにした成形金型を用い、シート素材とキャビティ116Aとの間に密閉空間を形成し、この密閉空間を、キャビティ116Aと突起部119S、119Lの基端との隙間、及び、雌ねじ穴48と雄ねじ部44との隙間を通じて真空吸引することにより、シート素材を突起部119S、119Lに沿うように成形する。
(もっと読む)
熱硬化性樹脂複合体の製造方法及び製造用金型
【課題】複数の熱硬化性樹脂成型体を鉛直方向に沿って延びる複合面で複合させた熱硬化性樹脂複合体であっても、複合面に変形や亀裂が生じにくく、複合面を成形する複合面成形金型の取り外しが容易な熱硬化性樹脂複合体の製造方法及び製造用金型を提供する。
【解決手段】複数の熱硬化性樹脂成型体1,2を鉛直方向に沿って延びる複合面3で複合させた熱硬化性樹脂複合体Cの製造方法であって、第1金型10の第1キャビティ14に第1樹脂原料液を注入し、加熱硬化させて第1成型体1を成形する工程と、複合面成形金型131,132を、第1樹脂原料液のタックフリータイム経過後、複合面3に対して平行以外の方向に取り外す工程と、複合面3との間に第2キャビティ21が形成されるように第2金型20を配置する工程と、第2キャビティ21に第2樹脂原料液を注入し、加熱硬化させて第2成型体2を成形すると同時に第1成型体1と複合させる工程とを備える。
(もっと読む)
プラスチック材料予備成形品の延伸ブロー成形装置、延伸ブロー成形プラント、およびセラミック部品の使用
【課題】樹脂製予備成形品の延伸ブロー成形装置において、ポジティブロックスチール締め具と同程度の安定性を有するとともに、潤滑剤の追加なしに、良好な滑り特性を実現する装置を提供する。
【解決手段】樹脂製予備成形品の延伸ブロー成形装置1は、少なくとも2つのシェル部4、5およびベース部6を有するブロー成形用金型3を運搬する運搬デバイス2と、ベース部受け手段11とベース部受け手段を保持する保持デバイス12,13,14、15と有するベース部固定デバイス10とを備え、ベース部受け手段がポジティブロック締め具18により保持手段(保持デバイス)に固定され、樹脂製容器を形成するための予備成形品の延伸ブロー成形装置であって、ポジティブロック締め具が、セラミック材料からなるポジティブロック領域22を有する。
(もっと読む)
成形部材およびその製造方法
【課題】高精細なパターンを備えた成形部材と、剥離性とパターンの自立性という背反する要求に応えた成形部材の製造方法。
【解決手段】第1配設工程にて、モールド1の主面1aに凹凸構造2が位置する領域を含むように設定された第1領域11に転写材料21を配設し、第2配設工程にて、第1領域の周囲に位置するようにモールドの主面に設定された第2領域12の所望の領域に上記転写材料と接触するように転写材料を配設し、硬化工程にて、第1配設工程で配設した転写材料を硬化することにより凹凸構造の凹部に位置するパターンと該パターンと一体化されモールドの主面上に位置する接合部を形成し、第2配設工程で配設した転写材料を硬化することにより周辺部を形成し、離型工程にて、周辺部に剥離力を作用させて周辺部から接合部方向に引き離す。上記で使用する転写材料を、パターンと接合部の弾性よりも周辺部の弾性を大きくすることができるものとする。
(もっと読む)
プレート・ダイ装着構造
【課題】プレート・ダイの胴への取り付け、取り外しを容易とし、取り付けられたプレート・ダイが胴から外れないようにし、かつ微小の見当調整を容易とするプレート・ダイ装着構造の提供。
【解決手段】プレート・ダイ5の一端部に第1突設片7が突設され、他端部に長孔8aを有する第2突設片8が突設されている。永久磁石11が埋設されたマグネット・サドル10の一端部には第1突設片7が係入されるスリット12が設けられ、他端部には第2突設片8がねじ止めされる。マグネット・サドル10の両側部には、長孔14cが形成された鍔14がマグネット・サドル10の表面から退避した低い位置に設けられている。エンボッシング・シリンダの周面には、溝が円周方向に等間隔おいて複数設けられている。長孔14cに挿通させたボルトをエンボッシング・シリンダの溝に締結し、プレート・ダイ5がマグネット・サドル10を介してシリンダの周面に装着される。
(もっと読む)
成形型の製造方法
【課題】凹凸のピッチが5nm以上200nm以下である転写用パターンの凹部においてノッチ量を低減することができる成形型の製造方法を提供する。
【解決手段】母材1の表面上にSi膜2,4,6とSiO2膜3,5,7とを交互に積層した積層膜10を形成し、その積層膜10上に、凸部15bの形状に対応する形状のハード膜マスク11Aを形成する。このハード膜マスク11Aをマスクにして、積層膜10の膜2〜7に対して上層から下層に向かってそれぞれ異方性ドライエッチングの処理を行うことで凹部15a及び凸部15bが繰り返し連続した転写用パターン15を形成する。その後、ハード膜マスク11Aを除去することで成形型100の製造が終了する。
(もっと読む)
車両用内装品の製造方法
【課題】本発明は、アンダーカット形状をもった内装品を成形するための金型構造の簡素化を可能にした車両用内装品の製造方法を提供する。
【解決手段】型開き方向に対して直交する方向に形成されたアンダーカットとしての凹部4aを有する発泡体2を備えた車両用内装品の製造方法において、
発泡液の注入が可能な金型30のキャビティC内に軟質材の中子33をインサートさせて、中子33に形成された凸部33bによって内装品の凹部4aを成形する。この中子33は、軟質材により形成されているので、中子33をパッド材2から離すように引っ張ることで、凹部4aから中子33の凸部33bを外すことができる。
(もっと読む)
インプリント装置、モールド及びインプリント用治具
【課題】所望のパターン形状を再現性良く得ることができるインプリント装置を提供する。
【解決手段】凸部12を有するモールド10を載置可能な第1ステージ1と、第1ステージ1と対向し、凸部12が圧入される樹脂層20を載置可能な第2ステージ2と、第1及び第2ステージ1,2の少なくともいずれか一方に配置され、モールド10の凸部12を樹脂層20に圧入したときに樹脂層20のパターン転写領域の外周に位置し、モールド10から樹脂層20にかかる圧力により樹脂層20の余分な一部を外部へ押し出す空隙部4を有するガイド3とを備える。
(もっと読む)
成形品の製造方法及び製造装置並びにそれらに用いられる金型
【課題】大掛かりな搬送設備が不要な成形品の製造方法及び製造装置並びにそれらに用いる金型を得る。
【解決手段】第1金型2及び第2金型3、第2金型3に着脱可能に固定される金型部品1とによりキャビティ5が形成されるようにし、第1金型2と第2金型3を所定温度以上にしておき、第2金型3に加熱工程で所定温度以上にした金型部品1を固定して成形材料をキャビティ5に注入する成形工程、第1金型2と第2金型3とを離隔し、第2金型3から成形品51を金型部品1に抱かせた状態で取り出す取り出し工程、取り出された成形品51を冷却する冷却工程、冷却された成形品51を金型部品1から離型する離型工程、離型された金型部品1を所定温度以上にする加熱工程を備え、金型部品1を各工程に巡回させて各工程における処理を行う。
(もっと読む)
21 - 40 / 613
[ Back to top ]