
Fターム[4F202CN30]の内容
プラスチック等の成形用の型 (108,678) | 加熱、冷却 (4,153) | その他の点 (208)
Fターム[4F202CN30]に分類される特許
1 - 20 / 208
射出成形用金型
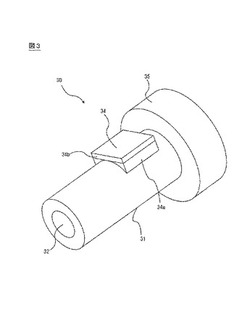
【課題】成形材料を効果的に冷却し、サイクルタイムを短縮可能な射出成形用金型を提供する。
【解決手段】
成形材料から放出される熱によって発電する熱電モジュール(34,64)を備えるスプルーブシュ(30,60)と、前記熱電モジュールで発電された電力を用いて冷却を行う冷却モジュール(50)を備える金型部材(28)と、を有する射出成形用金型。
(もっと読む)
成形面加熱装置及び成形方法

【課題】迅速に金型の成形面を誘導加熱できる成形面加熱装置を提供する。
【解決手段】成形面加熱装置1は、導電部材5とコイル7とを備え、誘導加熱により金型2a及び2bの成形面4a及び4bを加熱する。導電部材5は、金型2a及び2bに対し、その成形面4a及び4b以外の面において電気的に接続及び離間される。コイル7は、導電部材5が金型2a及び2bに電気的に接続されたとき、導電部材5並びに金型2a及び2bに跨り、かつ成形面4a及び4bを経由する渦電流3を生じさせる磁束を導電部材5並びに金型2a及び2bに供給する。
(もっと読む)
加熱装置付き金型
【課題】金型の表面の温度分布を均一にすることができ、コストを減少できる加熱装置付き金型を提供する。
【解決手段】上結合面11を有する上型10と、導電可能な導電層21と、導電層21の表面に設けられて上結合面11に向いている下結合面211と、導電層21の表面に設けられて下結合面211の反対側にある絶縁面212と、絶縁面212に絶縁的に結合される絶縁層22と、を有し、上型10に型合せ可能である下型20と、下型20の導電層21に導電可能に設けられる二つの導電板30と、導電板30に導電可能に設けられ、その電気抵抗係数が導電層21の電気抵抗係数よりも小さい二つの導電ケーブル40と、を含む。
(もっと読む)
成形装置
【課題】成形サイクルを短縮しつつも、簡素な構成を用いて優れた外観品質の光学部品を安定して成形できる成形装置を提供する。
【解決手段】断熱層52c、42cにより、型空間CVからコア型52,42への熱伝導が抑制されるので、溶融樹脂の温度が保たれ、コア型52,42の転写面形状を精度良く転写できる。又、高熱伝導母材52d、42dにより速やかに熱を分散させることで、溶融樹脂の熱がこもって局所的な偏りが生じることが抑制され、温度の不均一性を解消できる。
(もっと読む)
加熱コイルを備えた樹脂成形型
【課題】板状の底部から深絞り状に一方側へ大きく突出部が設けられた樹脂成形体を成形する樹脂成形型であって、型面全体を短時間で加熱できると共に型面全体における温度のバラツキを小さくでき、しかも簡素な構成の樹脂成形型を提供する。
【解決手段】板状の底部11と、底部11の一部から一方側に突出した筒状の突出部12と、突出部12の先端を閉塞する頂部13と、を有する樹脂成形体10を成形可能であり、成形体10を成形する型面21の近接位置に加熱コイル25を配設し、加熱コイル25により型面21を誘導加熱しつつ樹脂を成形する樹脂成形型20であり、型面21が、底部11を形成する底部型面22と、突出部12を形成する突出部型面23と、頂部13を形成する頂部型面24とを有し、加熱コイル25を、底部型面22と突出部型面23と頂部型面24とに連続して配設し、頂部型面24に加熱コイル25と共に、加熱コイル25に近接して頂部コア26を配設している。
(もっと読む)
射出成形機
【課題】必要な型締力を維持しつつ、コイルを効率的に冷却することができる射出成形機の提供。
【解決手段】本発明に係る射出成形機は、固定金型15が取り付けられる第1の固定部材11と、前記第1の固定部材11と対向して配設される第2の固定部材13と、可動金型16が取り付けられる第1の可動部材12と、前記第1の可動部材12と連結されて前記第1の可動部材12と共に移動する第2の可動部材22と、を備え、前記第2の固定部材13と前記第2の可動部材22とで型締力を発生させる型締力発生機構を構成し、前記型締力発生機構を構成する前記第2の固定部材13又は前記第2の可動部材22には電磁石49が形成され、前記電磁石49が形成される前記第2の固定部材13又は前記第2の可動部材22の内部に、冷却用の流体が通る冷却水路70が形成される。
(もっと読む)
射出成形機
【課題】必要な型締力を維持しつつ、コイルを効率的に冷却することができる射出成形機の提供。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、前記第1の固定部材と対向して配設される第2の固定部材13と、可動金型が取り付けられる第1の可動部材と、前記第1の可動部材と連結されて前記第1の可動部材と共に移動する第2の可動部材22と、を備え、前記第2の固定部材13と前記第2の可動部材22とで型締力を発生させる型締力発生機構を構成し、前記型締力発生機構を構成する前記第2の固定部材13と前記第2の可動部材22の間に冷却用の流体を導入する流体導入手段80を有する。
(もっと読む)
通水機構及びその製造方法並びにブッシュ装置
【課題】金型の冷却孔に対し冷却装置の密着性を簡易な構成で向上し得る冷却ブッシュ装置などを提供する。
【解決手段】カラー12は冷却孔82及び冷却ブッシュ14に介在する。カラーの内面はテーパで、その外径は冷却孔の孔径と同一である。冷却ブッシュの外面をカラーのテーパに対応するテーパとする。冷却ブッシュ及びカラー(冷却ブッシュ装置10)の取付時、冷却ブッシュがカラーを押広げるというテーパの楔効果により、カラーが冷却孔に密着する。即ち、冷却ブッシュ及びカラーのテーパ同士を嵌合させる組合せ構造で、冷却ブッシュ装置及び冷却孔を密着させるので、熱伝達効率を低下させず、金型の温度調整をし得る。また密着性を冷却ブッシュ及びカラーのテーパ同士を嵌合させる簡易な機械構造であるので、従来例の冷却孔及び金型用溶湯冷却ピンの隙間に溶解金属を介在させる構成に比べ、交換時などの労力が軽減でき使い勝手が良くなる。
(もっと読む)
射出成形による樹脂成形歯車の製造方法
【課題】収縮による歯車精度の悪化を伴うことなく、歯部への加圧状態を維持することが可能となる射出成形による樹脂成形歯車の製造方法を提供する。
【解決手段】リムの外周面に形成された歯部と、リムの内周面に延在するウェブと、ウェブの少なくとも一部に接合し中心軸の心部に形成されたボスに配設されたゲート部と、
を有する樹脂成形歯車を、射出成形によって一体成形する樹脂成形歯車の製造方法であって、
合成樹脂として溶融温度がTm℃の合成樹脂を用い、樹脂成形歯車を形成する金型のキャビティ内に、溶融温度Tm℃のもとで溶融した樹脂を射出充填する工程と、
ゲート部の固化時に、ウェブの肉厚中心温度T1を(Tm−20)℃以上、(Tm+20)℃以下で、歯部の表面温度T2を(T1−50)℃以下とする工程と、
キャビティ内の成形品表面温度がTm℃以下になるように冷却する工程と、を有する構成とする。
(もっと読む)
金型冷却装置
【課題】金型10の冷却路11への冷媒循環路中で、冷媒の流れに関して、冷却路の下流側で、且つ冷媒循環ポンプ30及び熱交換器40より上流側に冷媒タンク20を設け、該冷媒タンクではガスと冷媒とが分離され、その冷媒タンクのガス層には、減圧・脱気を行う吸引ポンプが接続された金型冷却装置において、吸引ポンプへの水分の吸引による吸引ポンプの故障を防止し、ポンプの故障に伴う金型冷却装置全体のトラブルを回避する。
【解決手段】吸引ポンプはエゼクタ61によって構成されている。エゼクタは、その構造上、吸引するガス中に含まれる水分を同時に吸引しても全く問題を生じない。従って、ポンプが水分を吸引することがあってもポンプが故障に至ることはなく、信頼性の高い金型冷却装置を実現することができる。
(もっと読む)
射出金型装置
【課題】金型の表面を均一に冷却できる金型装置を提供する。
【解決手段】本発明による金型装置は、前面110aにキャビティ120が形成されて内部に加熱手段111が備えられたキャビティ金型板110、及びキャビティ金型板110の背面110bに接離して内部に冷却手段131が備えられた冷却板130を含むキャビティ金型100と、キャビティ金型板110と共にキャビティ120を定めるコア金型200とを含み、冷却板130は少なくとも2つ備えられる。
(もっと読む)
導光体付きピン
【課題】従来よりもその長さを大幅に短くした導光体付きピンを提供すること。
【解決手段】単線の光ファイバ17と、先端側に光ファイバ17の外径よりも僅かに大径に設けられた保持孔15と、保持孔15から基端側まで連続してこの保持孔15よりも大径に設けられた拡径部16とを有する円筒状の中空軸部12と、光ファイバ17を拡径部16に挿通させるとともにこの光ファイバ17の先端部を保持孔15に挿通保持させた状態で光ファイバ17と中空軸部12とを一体的に固定するために拡径部16に基端側を余して充填される耐熱性接着剤18とを備えた。また、拡径部16の内面には、光ファイバ17が受ける圧力に耐熱性接着剤18が抵抗するように引っ掛かり加工としてねじ加工を施した。
(もっと読む)
成形支援システム
【課題】熱媒体の適切な温度調節が可能で、始動時の金型の昇温のための捨てショットを少なくすることができ、また、成形サイクルの時間短縮を図ることが可能な成形支援システムを提供する。
【解決手段】熱媒体を温度調節して金型に循環させる温調機と、温調機の外部に設けられた外部温度センサと、温調機とは別に熱媒体を加熱する加熱補助機からなり、外部温度センサにより金型から温調機へ戻る熱媒体の温度を検知して、加熱補助機の制御を行うようにしている。
(もっと読む)
回転型流体輸送機械システムおよび回転型流体輸送機械の制御方法
【課題】被供給部へ流入する流体の温度と被供給部から流出する流体の温度との温度差が大きく、かつ、比較的短時間で大きく変動する場合であっても、回転型流体輸送機械のモータの制御を安定させることが可能な回転型流体輸送機械システムを提供する。
【解決手段】回転型流体輸送機械システム1は、モータ4を駆動源として被供給部2へ流体を送る回転型流体輸送機械3と、モータ制御部11とを備えている。回転型流体輸送機械システム1では、被供給部2へ流入する流体の温度と被供給部2から流出する流体の温度との差(流体温度差)が周期的に変動する。モータ制御部11は、流体温度差を一定時間おきに抽出したサンプリング値の、流体温度差の変動周期の1周期内の最大値を利用してフィードバック値を生成するフィードバック値生成部13と、流体温度差の目標値とフィードバック値とに基づいてモータ4を制御するフィードバック制御部15とを備えている。
(もっと読む)
射出成形方法、射出成形品及び射出成形用金型装置
【課題】 射出成形によって、従来技術にはない新しい風合いの意匠面を有した成形品を成形する。
【解決手段】 本発明の射出成形方法によれば、金型装置の中に、意匠面側の金型キャビティ面の温度が反意匠面側の金型キャビティ面の温度より高くなる高転写領域と、反意匠面側の金型キャビティ面の温度が意匠面側の金型キャビティ面の温度より高くなる非高転写領域とを形成して、金型キャビティ内に射出充填した樹脂の圧力が、射出完了後、1秒から7秒までの時間範囲内で、0Paとなるように成形する。
本発明は前述の方法によって、意匠面に金型キャビティ面が強く密着して高転写する領域と、密着しないことによって高転写しない領域を、同時に形成して、部分的に異なる風合い有する意匠面を備えた成形品を形成することができる。
(もっと読む)
レンズアレイの製造方法
【課題】レンズアレイの厚みが均一になるようにしつつ、樹脂の加熱時間を短縮する
【解決手段】レンズアレイ10を第1の加熱部(120,130)と第2の加熱部(220,230)を用いて製造する製造方法であって、一対の成形型(20,30)の間に熱硬化性の樹脂を挟みこみ、成形型(20,30)の間に樹脂を挟みこんだ状態で、成形型(20,30)で挟み込んでいる樹脂が硬化開始温度に到達するまで、第1の加熱速度で成形型(20,30)を加熱する第1の加熱部を用いて、成形型(20,30)を均一に加熱し、樹脂が硬化開始温度に到達したときは、成形型(20,30)を加圧しながら、第1の加熱速度よりも大きい第2の加熱速度で成形型(20,30)を加熱する第2の加熱部を用いて、成形型(20,30)を加熱し、樹脂を硬化させるレンズアレイの製造方法。
(もっと読む)
成形品の製造方法
【課題】凹凸パターンの転写精度を高めることの容易な成形品の製造方法を提供する。
【解決手段】賦形型材11と熱可塑性樹脂基材21とを重ね合わせてなる成形用基材31は、ベルト54,55の間で搬送される。搬送方向に延在する加熱部72は、熱可塑性樹脂基材21に賦形型材11の有する凹凸パターンが転写され得る温度まで熱可塑性樹脂基材21を加熱する。加熱部72よりも下流側で搬送方向に延在する冷却部73は、熱可塑性樹脂基材21を冷却する。成形用基材31は、加熱部72及び冷却部73により加圧され、加熱部72より搬出されてから冷却部73に搬入されるまでに要する時間が5秒以下となるように、加熱部72から冷却部73へ搬送される。好ましくは、加熱部72及び冷却部73により、搬送方向に沿って連続した加圧領域を形成し、加熱部72に搬入されてから冷却部から73搬出されるまで、成形用基材31の加圧を継続させる。
(もっと読む)
射出成形方法
【課題】 製品の意匠面に生ずるヒケ等の外観不良を防止するに好適な射出成形方法及び射出成形用金型を提供する。
【解決手段】 本発明によれば、意匠面側の金型キャビティ温度を反意匠面側の金型キャビティ温度より高く設定することによって、意匠面側の金型キャビティ面が、反意匠面側の金型キャビティ面より、樹脂が密着しやすい状況にする。そして、樹脂の射出完了後に型締力を低下させて、短時間で金型内での樹脂圧力が0Paとなるように制御することによって、反意匠面側の金型キャビティ面と樹脂を短時間で離型させることにより、意匠面側の樹脂に樹脂の熱収縮による影響がでないようにして、ヒケの発生を抑制する。なお、前述の射出完了後に反意匠面側の金型キャビティ面にガスを注入すれば、前述の発明の効果が更に高まる。
(もっと読む)
射出成形システム
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システムを提供することを目的とする。
【解決手段】配管部材110、120のフランジ部112、122どうしを連結する環状プレート170、170が環状とされることで、管状体111、121とは接触せず、管状体111、121との間に空気による断熱層Aが存在するようにした。これにより配管部材110、120と、これらを互いに連結する環状プレート170、170との熱伝達が行われにくく、環状プレート170、170による熱影響を抑える。さらに、フランジ部112、122が熱膨張・収縮するときには、フランジ部112、122と環状プレート170との間で滑りが生じるようにした。
(もっと読む)
樹脂成形品の製造方法
【課題】製造される樹脂成形品の寸法や強度を安定させることのできる樹脂成形品の製造方法を提供すること。
【解決手段】帯状の樹脂発泡シートを熱成形機に間欠送りして該熱成形機の加熱ゾーンにおいて前記樹脂発泡シートを加熱し、該加熱ゾーンに続けて設けられている成形ゾーンにおいて前記加熱ゾーンで加熱された樹脂発泡シートを成形型に沿わせて変形させるとともに冷却させて該樹脂発泡シートに製品形状を形成させる樹脂成形品の製造方法であって、前記成形ゾーンに導入させた樹脂発泡シートに温度差が生じることを抑制すべく、前記加熱ゾーンでは、前記間欠送りによって次に成形ゾーンに送られる樹脂発泡シートの先端側の温度を末端側の温度よりも高温にさせることを特徴とする樹脂成形品の製造方法を提供する。
(もっと読む)
1 - 20 / 208
[ Back to top ]