
Fターム[4F204AA21]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 不飽和カルボン酸系(カルボン酸金属塩、アクリルアミド、アクリロニトリル) (196) | メタクリル酸、アクリル酸エステル系樹脂 (179)
Fターム[4F204AA21]に分類される特許
21 - 40 / 179
クッション材用表層材および熱プレス用クッション材
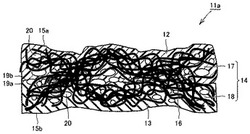
【課題】凹凸追従性が優れており、ひびやシワ、クラックの発生を低減させたクッション材用表層材を提供する。
【解決手段】クッション材用表層材11aは、表層材11aの一方面側に配置され、表層材11aの一方面を覆う樹脂層12と、表層材11aの他方面側に配置され、表層材11aの他方面を覆うゴム層13と、樹脂層12およびゴム層13の間に配置され、経糸および緯糸のうちの少なくともいずれか一方に嵩高糸を用いた織布層14とを備える。織布層14は、樹脂層12側に設けられ、織布の一部に樹脂層12を構成する樹脂を含浸させて形成される織布−樹脂複合層17と、ゴム層13側に設けられ、織布の一部にゴム層13を構成するゴムを含浸させて形成される織布−ゴム複合層18とを含む。織布層14の内部には、空隙20が設けられている。
(もっと読む)
ウレタン製バンパスプリングおよびその製造方法

【課題】水系離型剤を使用しながらも、溶剤系離型剤を用いた場合と同等の低い摩擦係数を有するウレタン製バンパスプリングおよびこのバンパスプリングを効率良く製造する方法を提供する。
【解決手段】成形型のキャビティの壁面に、水系離型剤を塗布し、このキャビティ内にウレタン原料を注入して加熱することにより、上記成形型内でウレタン原料を硬化させる工程と、上記硬化後のウレタン成形体を成形型より取り出す脱型工程と、を備えるウレタン製バンパスプリングの製造方法であって、上記水系離型剤が、樹脂パウダを含有しており、この樹脂パウダが、上記硬化後のウレタン成形体の表面に転写されていることを特徴とする。また、本発明のウレタン製バンパスプリング1は、その内周面(11b,12b,12c)に、水系離型剤に由来する樹脂パウダが散在しているため、相手部材との摩擦抵抗が小さい。
(もっと読む)
樹脂シート成形品,その製造方法,熱プレス成形用金型
【課題】バリ発生を抑制し、優れた転写性で射出光を均一にし、金型からの離型性も良好な、表面に凹凸パターンを有する薄肉大型の樹脂シート成形品を提供する。
【解決手段】対向する主面の少なくとも片面に凹凸パターンが設けられた一対の薄肉部材3a、3bと、該一対の薄肉部材3a、3bの一方を収納した樹脂シート保持枠6とによって形成された金型キャビティ内へ、該金型キャビティと略同一寸法に切削研磨加工した薄肉樹脂シート5を投入した後、該薄肉樹脂シート5を低い圧力で金型キャビティ内に固定しながら伝熱加熱し、熱膨張した前記薄肉樹脂シート5を樹脂が軟化する温度に達する直前に増圧して金型キャビティ内に圧縮し、前記薄肉樹脂シート5に、転写開始温度を超えるゴム状平坦領域の温度,かつ、バリ発生を抑制可能な圧力で凹凸パターンを転写形成する。
(もっと読む)
車両用金属調加飾部品及びその製造方法
【課題】別体感が、意匠面において確実且つ安定的に表現されて、高級感の向上が有利に図られてなる車両用金属調加飾部品とその製造方法とを提供する。
【解決手段】樹脂基材12の表面に固着される金属シート14の意匠面20に、該意匠面20を複数の領域に区分けする溝部28を、プレス成形により形成すると共に、該金属シート14の意匠面20よりも暗色の着色層34を、該溝部28の少なくとも底部の全長に形成して、構成した。
(もっと読む)
カウンタ及びその製造方法
【課題】 多層構造のカウンタであっても、深み感や立体感を効果的に現出することができるカウンタ及びその製造方法を提供する。
【解決手段】 本発明のカウンタは、表面側に設けられ光を透過させる透光層73と、該透光層73の裏側を遮蔽するように設けられた遮蔽層74と、透光層73と遮蔽層74との界面に設けられ、一端に入光部64を有すると共に、透光層73との界面に出光面65を有する導光層6とを備えている。そして、透光層73と導光層6と遮蔽層74とが一体となり3層構造となっている。
(もっと読む)
メタクリル樹脂多層板の製造方法
【課題】膨潤層の発生や着色成分のにじみを良好に抑制するメタクリル樹脂多層板の製造方法を提供すること。
【解決手段】内部の少なくとも一方の面にメタクリル樹脂板が設置されたセルの内に、メタクリル酸メチルを主体とする単量体、メタクリル酸メチルを主体とする重合体及び着色成分を含有するシロップを注液した後、重合反応を行うメタクリル樹脂多層板の製造方法であって、前記シロップにおける前記重合体の含有量が、該シロップ総量100重量%を基準として20〜25重量%であり、かつ、25℃における前記シロップの粘度が100〜400cpsであることを特徴とするメタクリル樹脂多層板の製造方法。
(もっと読む)
プリクトマー樹脂を用いたカレンダー加工シートの製造方法
【課題】樹脂組成物のカレンダー加工によるシートの製造の安定化が可能なシート製造方法を提供すること。
【解決手段】(A)塩化ビニル系モノマーと、(B)アクリル酸−n−ブチルからなる重合体を主鎖に有するマクロモノマーとを、(A)/(B)=85重量%/15重量%〜75重量%/25重量%の範囲で懸濁重合法により共重合して得られた樹脂を主成分とした樹脂組成物をカレンダー加工する。カレンダーロールを、最上流から順に、第1ロールC1、第2ロールC2、第3ロールC3、第4ロールC4とすると共に、カレンダーロールC1〜C4投入時の前記樹脂組成物の温度をRtとする。第1及び第2ロールC1,C2の表面温度を、Rtと同等又は同等以下に制御し、第3ロールC3の表面温度を、第1及び第2ロールC1、C2の両方の表面温度より低温となるように制御し、第4ロールC4の表面温度を、第3ロールC3の表面温度と同等又は同等以下に制御する。また、テイクオフロールTとガイドロールGの表面粗さを、Rz=0.5μm〜10μmとする。
(もっと読む)
異方性粒子を使用したアクリル系材料における装飾的外観の調製方法
アクリル系材料における装飾的外観は、アスペクト比3を有する異方性粒子を含有する流動性の架橋可能なアクリル系材料を収縮性支持材に塗布し、続いて架橋して固体物品を形成することによって得られる。 (もっと読む)
板状成形物の製造方法
【課題】ステンレス鋼板からなる鋳型と分子中に少なくとも2個の(メタ)アクロイルオキシ基を有する単量体の硬化被膜との剥離性が良好で、かつ安全で、特定部の選択的処理が可能で、硝酸溶液の使用量も少ない板状成形物の製造方法を提供する。
【解決手段】1〜50質量%濃度の硝酸溶液を含有する基材物質をステンレス鋼板に接触させて該硝酸溶液で処理する工程、前記処理後のステンレス鋼板からなる鋳型の表面に、分子中に少なくとも2個の(メタ)アクロイルオキシ基を有する単量体を含有する塗膜層を形成した後に塗膜層を硬化させて硬化被膜を形成する工程、硬化被膜の表面にビニル単量体層を形成した後にビニル単量体層を重合してビニル重合体層を形成する工程、及び鋳型の表面から硬化被膜が積層されたビニル重合体層を剥離する工程を有する板状成形物の製造方法。
(もっと読む)
樹脂組成物、樹脂ワニス、複合材料及びその製造方法、プリプレグ並びに樹脂フィルム
【課題】アンカー効果に頼らずに金属層(金属膜)と樹脂基材等との接着性に優れ、表面が平滑な複合材料を得ることができる樹脂組成物を提供する。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムを提供する。
【解決手段】少なくとも一部の表面を金属化する成形体に用いられ、加熱成形工程を経て成形される成形体用の樹脂組成物であって、(A)昇華性金属化合物と、(B)有機化合物とを含有し、(B)有機化合物が、熱硬化性樹脂及び熱可塑性樹脂から選ばれる少なくとも1種である樹脂組成物である。また、当該樹脂組成物を用いた樹脂ワニス、複合材料及びその製造方法、プリプレグ、樹脂フィルムである。
(もっと読む)
樹脂シート状物の連続製造方法
【課題】 走行するベルト上に活性エネルギー線重合性液体を供給し、その上にフィルムを被せて前記液体を硬化されて樹脂シートを連続的に製造する際、異物欠陥の少ない透明樹脂シート状物の製造方法を提供する。
【解決手段】 活性エネルギー線重合性液体を走行するベルト上に供給し、供給された活性エネルギー線重合性液体上に活性エネルギー線透過性フィルムを被せ、前記フィルム上に気体を前記フィルム上に噴き付けることで、前記フィルム上の異物を除去した後、前記フィルムの上から活性エネルギー線重合性液体に活性エネルギー線を照射して活性エネルギー線重合性液体を硬化させシート状物とする透明樹脂シート状物の連続製造方法方法である。
(もっと読む)
繊維強化プラスチックの成形方法
【課題】繊維強化プラスチックの生産性及び軽量化の利点を損なうことなく、平滑な表面となる繊維強化プラスチックを提供する。
【解決手段】連続した強化繊維束11とマトリクス樹脂とを含む平板状の繊維強化プラスチック10Aを、成形型により波型状又は凹凸状に成形する方法であって、平板状の繊維強化プラスチック10Aの両面に、熱可塑性樹脂からなるシート材13を配置し、熱可塑性樹脂を加熱して軟化させる軟化工程と、軟化した熱可塑性樹脂からなるシート材13に成形型を接触させながら、平板状の繊維強化プラスチック10Bを加圧して、平板状の繊維強化プラスチック10Bを波型状又は凹凸状に成形する成形工程と、を含む。
(もっと読む)
吸液性樹脂及び吸液性樹脂成形体の製造方法
【課題】従来の吸液性樹脂は、成形体の吸液力が低下することや、吸液後にゲルが離脱してしまう。また、安全性や取り扱い性が悪い等の問題がある。さらに、成形できる形状がシート状や繊維状のみに限られる。
【解決手段】下記重合体(A)を含んでなる吸液性樹脂であって、160℃で剪断速度100sec-1における溶融粘度が100〜100,000Pa・sであり、かつイオン交換水に対する吸液量が10〜1,000g/gである吸液性樹脂、及びこれを使用した吸液性樹脂成形体の製造方法。
重合体(A):構成単位(a)を(A)の重量を基準として20〜100重量%含有してなり、(A)のオニウムカチオン置換率が30〜100モル%である重合体。
(もっと読む)
フィルムとその製造方法、偏光板および液晶表示装置
【課題】傾斜構造を有し、ロングラン製膜時においても光学むらが少ないフィルムおよびその製造方法を提供する。
【解決手段】挟圧装置を構成する第一挟圧面と第二挟圧面の間に熱可塑性樹脂を含有する組成物の溶融物を通過させて連続的に挟圧してフィルム状に成形するフィルムの製造方法であって、前記第一挟圧面が、少なくとも2つのゴムロールと、該少なくとも2つのゴムロールの外部に配置された金属ベルトとを含み、かつ、前記ゴムロールと前記金属ベルトとの間にバッファー補強層を有することを特徴とするフィルムの製造方法。
(もっと読む)
転写シート、メラミン化粧板の製造方法及びメラミン化粧板
【課題】 化粧板表面のレザータッチのような触感があり、指紋が目立たないメラミン化粧板を得る。
【解決手段】 フッ素樹脂又はアクリル樹脂と、シロキサンとが複合化されたシロキサングラフト型ポリマーにプラスチックビーズを分散させた樹脂液を、プラスチックフィルムに塗布、乾燥して転写シートを得る。次いで、樹脂含浸コア紙、樹脂含浸化粧パターン紙、必要に応じて樹脂含浸オーバーレイ紙、転写シート、賦型板を順次積層し、熱圧成形する。プラスチックビーズとして、平均粒子径が6〜14μmのウレタンビーズを用い、シロキサングラフト型ポリマー100重量部に対して10〜50重量部配合する。転写シートに塗布する際は、乾燥膜厚が5〜10μmとなるように塗布する。
(もっと読む)
磁気記録媒体の製造方法
【課題】良好なパターン転写が可能な紫外線硬化性樹脂材料を得る。
【解決手段】中心孔を有する磁気記録媒体の第1の主面上に第1の凹凸パターンを有する硬化した第1の紫外線硬化性樹脂材料層を形成し、磁気記録媒体の第1の主面とは反対側の第2の主面上に第2の凹凸パターンを有する硬化した第2の紫外線硬化性樹脂材料層を形成する。
(もっと読む)
透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法
【課題】曇価が20%以下である熱可塑性樹脂成形品を、電磁波照射成形によって迅速に成形することができる電磁波照射成形用の透明熱可塑性樹脂組成物、並びにこれを用いた透明熱可塑性樹脂成形品及びその製造方法を提供すること。
【解決手段】透明熱可塑性樹脂組成物6Aは、ゴム材料からなるゴム型2のキャビティ22内に充填し、ゴム型2を介して0.78〜2μmの波長領域を含む電磁波を照射して加熱溶融させるためのものである。透明熱可塑性樹脂組成物6Aは、透明熱可塑性樹脂成形品としたときの曇価が20%以下となるよう、透明熱可塑性樹脂100質量部に対して、赤外線吸収剤を0.0005〜0.1質量部含有してなる。
(もっと読む)
合成樹脂製キッチンカウンター、及びその製造方法
【課題】裏面の形状を容易に加工可能である、合成樹脂製のキッチンカウンターとキッチンカウンターの製造方法を提供することである。
【解決手段】
上側フォルダー6の板状部分6bの両側に配置した入れ子7を、上下自在に設けると共に板状部分6bの下端に突起6aを設けて上型8を構成し、上型8の板状部分6b、入れ子7と下型5との間に形成される金型キャビティ9内に樹脂を注入して表面層を形成した後、入れ子7のみ設定量上方へ移動させ、空間を形成すると共に該空間に樹脂を注入して裏面層を形成する。
(もっと読む)
鏡面仕上げを有する複合材シート
【課題】ポリマー鏡の新規な製造方法を提供する。
【解決手段】ポリマー鏡を生成するための方法であって、この方法は、ポリマー基材を連続的に製造する工程、反射層を適用する工程を包含し、この反射層は、反射するフィルムもしくは複数層のフィルムにするために、その表面が金属被覆されたポリマーであり得、ここで、層の組み合わされた屈折率が鏡表面の性質を与える。下方に存在する基材への接着を促進するために、任意の被膜が反射層の表面に適用され得る。層を融合して銀鏡の特徴、高反射鏡の特徴、もしくは有色の鏡の特徴を有する反射表面を有する、堅い最終物品にするために、カレンダーロールアセンブリーを用いた熱積層によって、複合材が形成される。
(もっと読む)
薄板の成形方法および薄板の成形システム
【課題】射出成形された薄板に加圧して、生産性を追及しつつ許容範囲内の薄板を成形することができる薄板の成形方法および薄板の成形システムを提供する。
【解決手段】薄板の成形システム11は、射出成形機12により成形された薄板Lを、ゲートカット装置13により射出成形中または射出成形後にゲートカットを行い、積み重ね装置15によりゲートカットした薄板Lを直接または他部材Pを介して複数枚積み重ねし、加圧装置16により加圧した状態で一定時間保持し、反りが許容範囲内の薄板Lを成形する。
(もっと読む)
21 - 40 / 179
[ Back to top ]