
Fターム[4F204EA03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (2,505) | 非発泡注型成形 (1,460)
Fターム[4F204EA03]に分類される特許
61 - 80 / 1,460
レンズ製造方法、及び眼鏡レンズ製造システム
【課題】モールド部材の加工コストを抑えるのに好適なレンズ製造方法を提供すること。
【解決手段】一対の対向配置されたモールド部材間を封止部材で封止することによって規定されたキャビティにレンズ原料液を注入する注入工程と、キャビティに注入されたレンズ原料液を硬化反応させて一対のモールド部材の各転写面形状を転写させたレンズ基材を得る硬化反応工程と、各転写面形状が転写されたレンズ基材を一対のモールド部材から離型する離型工程とを含み、一対のモールド部材の少なくとも一方の転写面が、削り加工によって加工された削り加工面上に形成された被膜の表面であるレンズ製造方法を提供する。
(もっと読む)
成形用金型、成形装置、及び成形品の製造方法。

【課題】成形品にバリを生じにくくすることができる成形用金型、成形装置、及び成形品の成形方法を提供する。
【解決手段】成形装置100は、金型110を有する。金型110は、下型114と、下型114と接触する上型116とを有し、下型114と上型116との間に熱硬化性樹脂を保持するキャビティ120が形成される。金型110は、下型114と上型116とが接触するパーティング面144に配置され、キャビティ120に保持された光硬化性樹脂と接触して、キャビティ120に保持された光硬化性樹脂に押圧されて弾性変形する弾性体150をさらに有する。
(もっと読む)
光学素子の製造方法
【課題】急激な硬化収縮による内部歪みを防止しつつ、樹脂製の成形型を用いてもレンズ部のピッチずれを防ぐことができる光学素子の製造方法を提供すること。
【解決手段】光硬化性樹脂であるウェハーレンズ100の樹脂102bを光硬化工程(ステップS14)と熱硬化工程(ステップS15)の2段階に分けて硬化させることにより、樹脂102bの反応速度をコントロールすることができる。これにより、樹脂102bの速い硬化による急激な収縮が発生することを防止することができる。また、サブマスター型40のサブマスター成形部41の樹脂材料41bと樹脂102bの線膨張割合を略等しくすることにより、ウェハーレンズ100のような大きな面積の光学素子を製造する場合でも、第1レンズ本体11aのピッチずれを防ぐことができる。
(もっと読む)
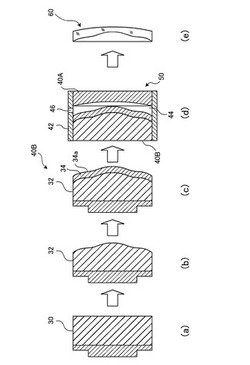
ウェハレンズの製造方法
【課題】成形型を利用し熱変化をともなう転写工程によって樹脂層を形成する際に、レンズ等の光学面の位置ズレを低減できるウェハレンズの製造方法を提供すること。
【解決手段】マスター型30,130の平均線膨張係数と基板11の平均線膨張係数とが略等しいので、マスター型30,130と基板11との間に樹脂材料41a,41bを挟んで転写によってレンズ樹脂層12,13を形成する際に、マスター型30,130と基板11とを加熱して硬化させても、基板11やレンズ樹脂層12,13を元の温度に戻せば、レンズ樹脂層12,13を構成するレンズ要素L1,L2の光学面の間隔は、元の温度におけるマスター型30,130の転写面31a,32aに対応するものとなる。これにより、レンズ要素L1,L2又は光学面の位置ズレを低減したウェハレンズ10を得ることができる。
(もっと読む)
光学素子の製造方法および光学素子の製造システム
【課題】光学素子を精度よく成形することが可能な光学素子の製造方法を提供する。
【解決手段】光学素子の種類に応じて複数設定された照射光の照度分布を記憶装置に記憶
させておき、記憶装置に記憶された複数の照射光の照度分布の中から、成形に用いる照射
光の照度分布を選択し(ステップS101)、選択した照射光の照度分布が得られるよう
に照射装置の設定を行い(ステップS102)、設定を行った照射装置が照射する照射光
の実際の照度分布を測定し(ステップS103)、選択した照射光の照度分布と、測定し
た照射光の実際の照度分布とを比較し(ステップS104〜S105)、比較した結果に
基づいて、照射装置が照射する照射光の実際の照度分布が選択した照射光の照度分布とな
るように補正を行う(ステップS106)。
(もっと読む)
眼鏡用プラスチックレンズの製造方法
【課題】組成物の硬化に伴う欠陥発生のおそれを抑制する眼鏡用プラスチックレンズの製造方法を提供する。
【解決手段】ジアリルフタレート化合物を含有する組成物を成形型に充填する充填工程と、前記充填工程後、前記成形型を加熱することにより前記組成物を硬化させる硬化工程と、を有し、前記硬化工程は昇温工程を有しており、前記昇温工程は、前記充填工程後の温度から前記組成物を昇温する第1昇温工程と、前記第1昇温工程後、前記第1昇温工程よりも温度変化率を上げて前記組成物を昇温する第2昇温工程と、を有しており、前記第1昇温工程の温度変化率は2.5℃/時間を超え5℃/時間未満であり、前記第2昇温工程の温度変化率は12℃/時間未満である。ただし、前記昇温工程において最大の温度変化率となる工程を第2昇温工程とする。
(もっと読む)
転写装置
【課題】微細な凹凸が形成された転写ベルトを用いてフィルムなどのシートの表面に加工を施すこと。
【解決手段】繰り出しロールから繰り出される基材フィルムにUV樹脂を塗布し、塗布された面と接してその表面に所定の微細パターンを転写する転写機構と、前記転写機構によって所定のパターンが転写された基材フィルムを巻き取る巻き取りロールと、を有する転写装置であって、前記転写機構は、前記基材フィルムと接触する外周面に前記所定のパターンが形成された帯状の転写ベルトと、前記転写ベルトを支持する回転ロールと、からなり、前記転写ベルトによる転写は、前記UV樹脂を硬化させてUV樹脂層を形成する。
(もっと読む)
RTM成形方法及びRTM成形装置
【課題】10mm以上の板厚を持つ厚板部材であっても,板厚精度を確保しつつ,表面及び内部にボイドやポロシティ,樹脂引けのない成形品を成形する方法を提供することを目的とする。
【解決手段】RTM成形方法は、2以上に分割された型部材から構成される成形型内に配置された強化繊維基材に熱硬化性樹脂を含浸させた後,成形型を構成するいずれかの型部材を昇温させて,強化繊維基材の一方の側から他方の側へ向けて所定値以上の温度差を有する温度勾配を形成させる第1昇温工程と,第1昇温工程で昇温させた型部材とは異なる他方の型部材を昇温させる第2昇温工程と,を備える。
(もっと読む)
発光ダイオードを製造する方法
【課題】高い屈折率、良好な熱安定性、透明性を有し、並びにその未硬化状態で(一時的な溶媒(fugitive solvent)の添加の必要なしに)液体であって、半導体発光ダイオードダイの大量生産を容易にする液体硬化性材料を用いて半導体発光ダイオードダイを製造する方法。
【解決手段】1.61より大きく1.7以下の屈折率を示し、かつ室温および大気圧で液体である硬化性液体ポリシロキサン/TiO2複合体により、面を有する半導体発光ダイオードダイで、半導体発光ダイオードダイは面から光を放射するものであり、半導体発光ダイオードダイを硬化性液体ポリシロキサン/TiO2複合体と接触させ、並びに、硬化性液体ポリシロキサン/TiO2複合体を硬化させて、光学エレメントを形成し、光学エレメントの少なくとも一部分が面の近傍にあること。
(もっと読む)
熱硬化性組成物の製造方法
【課題】組成物の硬化に伴う欠陥発生のおそれを抑制する熱硬化性組成物の製造方法を提供する。
【解決手段】熱による硬化に伴い収縮する組成物を成形型に充填する充填工程と、前記充填工程後、前記成形型を加熱することにより前記組成物を硬化させる硬化工程と、を有し、前記硬化工程は、前記組成物に対する昇温、又は、昇温と温度維持とを組み合わせることによって、前記充填工程後の温度から前記組成物を昇温させる昇温工程と、前記昇温工程後、前記組成物の昇温を停止し、前記組成物に対し、前記昇温工程後の温度を出発してから再び前記昇温工程後の温度域の温度となるまで、温度の高低において往復変動させることによって、前記組成物の硬化に伴う収縮による前記成形型からの前記組成物の乖離を抑制する乖離抑制工程と、を有する。
(もっと読む)
繊維強化樹脂材とその製造方法
【課題】簡易な製法改良にて、連続繊維補強材の位置ずれや連続繊維補強材を構成する連続繊維の配向乱れを解消しながら、連続繊維補強材によって部分的に補強された繊維強化樹脂材を製造することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】下型D1と上型D2を型閉めしてできるキャビティC1内に連続繊維補強材1’を収容し、該連続繊維補強材1’を上型D2および下型D1で仮に固定してキャビティC1内に軟化もしくは溶融した第1のマトリックス樹脂2’をチャージして中間成形品3を製造するステップ、上型D2もしくは下型D1を昇降し、それらの間にスペーサSを介在させて中間成形品3の上方に第2のキャビティC2を形成し、ここに軟化もしくは溶融した第2のマトリックス樹脂4’をチャージし、第1、第2のマトリックス樹脂2’、4’が硬化することよって繊維強化樹脂材10を製造するステップからなる。
(もっと読む)
複合型光学素子の成形方法および型
【課題】型の光学有効部内に樹脂を不足なく充填し、型の外に樹脂があふれることを防ぐことができる複合型光学素子の成形方法を提供する。
【解決手段】複合型光学素子の樹脂層を成形するための光学有効部(格子)14と、前記光学有効部外において、同心円状に配置された2つの土手11、13と、土手11、13の間に配置された溝12と備えた型10を準備する。型10に樹脂を滴下し、基板を2つの土手11、13に突き当てながら加圧し、樹脂を硬化させた後、硬化した樹脂層と基板を一体として型から離脱させる。
(もっと読む)
成形体の設置方法および成形体の設置装置
【課題】型を用いて複数の成形体を基材に一体的に設ける成形体の設置方法において、基板の正しい位置に成形体を設置する方法を提供する。
【解決手段】型を用いて複数の成形体W5を基材W3に一体的に設ける成形体W5の設置方法において、基材W3に成形体W5を設ける第1の成形体設置工程と、この第1の成形体設置工程で設けた成形体W5の位置ずれ量を、基材W3に予め設けられている成形体用基準マークW19を用いて測定する成形体位置ずれ量測定工程と、この成形体位置ずれ量測定工程で測定した位置ずれ量に応じて、基材W3に対する型の位置を補正し、基材W3に2回目以降の成形体W5を設ける第2の成形体設置工程とを有する。
(もっと読む)
皮膜を有する熱可塑性炭素繊維複合材料の製造方法
【課題】皮膜を有する熱可塑性炭素繊維複合材料を得る。
【解決手段】1)表面温度が120℃以上180℃以下である金型を用いて、熱可塑性炭素繊維複合材料からなる成形品を得る工程と、2)得られた成形品の表面に皮膜を形成する皮膜形成工程とを含む、皮膜を有する熱可塑性炭素繊維複合材料の製造方法であって、2)の皮膜形成工程において、140℃における半減期が1秒以上2000秒以下である開始剤を添加したインモールドコート用塗料を金型内に注入して硬化させる。
(もっと読む)
液状樹脂供給機構、及び当該液状樹脂供給機構が備わった圧縮成形装置
【課題】 糸引き樹脂を適切に処理することによって、高い再現性で一定量の液状樹脂の金型への供給が可能となる新規な液状樹脂供給機構を提供する。
【解決手段】 液状樹脂供給機構1は、ゲートバルブ5が内蔵されたノズル2から液状樹脂200を下方側に向けて吐出し金型の一方の型に液状樹脂200を供給するものであって、ノズル2の外周には下方側のノズル先端に向けてエアを吹き出す外周エア吹き出し口3が配されており、制御回路9からの制御信号によって、ゲートバルブ5を開いて液状樹脂200を吐出し、そして、液状樹脂200の吐出を終了する際にはゲートバルブ5を閉じるとともに、外周エア吹き出し口3から液状樹脂200の液状態を維持する所定温度のエアを吹き出す制御を行なう。
(もっと読む)
母型の製造方法、母型及び眼鏡レンズの製造方法
【課題】眼鏡レンズの材料の無駄を低減することができ、レンズのプリズム制御を容易に行うことが可能な母型の製造方法、母型及び眼鏡レンズの製造方法を提供すること。
【解決手段】第一面及び第二面のうち少なくとも一方が自由曲面である眼鏡レンズの製造に用いられる母型の製造方法であって、本体部材に自由曲面を含む型面を形成する型面形成工程と、型面の光学中心における光軸に垂直な接平面と型面の外周との光軸方向の距離が一定となるように型面の外周を形成する外周形成工程とを含む。
(もっと読む)
セラミック積層体、セラミック部品、セラミック積層体の製造方法及びセラミック部品の製造方法
【課題】セラミック成形体の加熱圧着時において、導体成形体の位置の変化を抑制して、分布定数回路部品の特性のばらつきを抑える。
【解決手段】第1セラミック積層体10Aは、導体成形体12を有する第1セラミック成形体14と第2セラミック成形体16とが積層されて構成されている。第1セラミック成形体14は、熱硬化性樹脂前駆体とセラミック粉末と溶剤とが混合された第1スラリー18を、導体成形体12を被覆するように塗布した後に硬化することによって得られる。熱硬化性樹脂としては、例えばポリウレタン樹脂を使用することができる。第2セラミック成形体16は、熱可塑性樹脂とセラミック粉末と昇華性物質と溶剤とが混合された第2スラリー20を硬化することによって得られる。熱硬化性樹脂としては、例えばポリオレフィン樹脂を使用することができる。
(もっと読む)
FRPパネルの製造方法及び製造装置
【課題】含浸距離を短くして製造時間の短縮を図るとともに、樹脂の未含浸やボイド等のない高品質のFRPパネルを製造することができるFRPパネルの製造方法及びその製造装置を提供する。
【解決手段】VARTM成形法によるFRPパネルの製造方法であって、被成形体2の中心線に沿って脱気部9を配置し、脱気部9の両側に脱気部9と略平行に複数の樹脂供給部10を所定間隔で配置し、脱気部9により被成形体2の中心線上から脱気しながら、両側の樹脂供給部10より同時に樹脂を供給して樹脂含浸を進行させて成形する。
(もっと読む)
眼鏡用プラスチックレンズおよびその製造方法
【課題】眼鏡製造工程での枠入れ時の廃棄物量を低減するための手段を提供すること。
【解決手段】レンズの一方の面を形成するための第1モールドと他方の面を形成するための第2モールドとをそれぞれ嵌挿するための2つの開口を有し、かつ内壁面に円周方向に連続して突設された突起帯を有する環状のガスケットの前記2つの開口に第1モールドおよび第2モールドをそれぞれ嵌挿させることにより、前記突起帯を含むキャビティを形成すること、および、前記キャビティ内にプラスチックレンズ原料液を注入し、該キャビティ内でプラスチックレンズ原料液を重合することにより眼鏡用プラスチックレンズを得ること、を含み、前記得られる眼鏡用プラスチックレンズは、前記突起帯の形状が転写されることにより側面に内側に向かってくびれた溝部が形成された成形体であり、該溝部を横断する断面の平面視形状が非円形であることを特徴とする眼鏡用プラスチックレンズの製造方法。
(もっと読む)
樹脂注型金型
【課題】可動側封着金具と樹脂侵入防止部材間に設けられるシール部材を所定圧力で圧縮することができる樹脂注型金型を提供する。
【解決手段】一方のキャビティー2aを設けた一方の金型1aと、一方のキャビティー2aと組合される他方のキャビティー2bを設けた他方の金型1bと、キャビティー2a、2b内にセットされる真空バルブ3と、真空バルブ3の可動側封着金具7と可動側通電軸8とを囲むような樹脂浸入防止部材の可動側シールド9と、可動側シールド9と可動側封着金具7間に設けられたシール部材10と、可動側シールド9を移動させる移動装置とを備え、移動装置は、一方の金型1aと他方の金型1bとを閉鎖することで、シール部材10を圧縮する方向に可動側シールド9を移動させるとともに、この可動側シールド9に加圧ばね25のばね力を加えるようになっている。
(もっと読む)
61 - 80 / 1,460
[ Back to top ]