
Fターム[4F204EK13]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の装置、操作 (4,781) | 付属装置、補助操作 (4,501) | 加熱 (319)
Fターム[4F204EK13]の下位に属するFターム
多段加熱 (18)
Fターム[4F204EK13]に分類される特許
61 - 80 / 301
翼の製造を改良するための方法及び装置
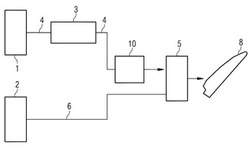
【課題】翼を製造するための改良された方法及び装置を提供し、射出された混合物内のガス気泡が低減又は排除されるようにする。
【解決手段】第1の容器(1)が脱気システム(3)に接続されており、これにより、樹脂が第1の容器(1)から脱気システム(3)へ提供され、脱気システム(3)が、提供された樹脂内のガスの量が減じられるように構成及び設計されており、ガスが減じられた樹脂が硬化剤と混合可能であり、これにより、樹脂及び硬化剤混合物が、翼(8)を製造するために使用される閉鎖された複合構造体(8)内に射出するために適用可能である。
(もっと読む)
発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材

【課題】シート材の透気抵抗度の調整が容易であり、発泡成形時にシート材に発泡性原料を含浸させることなくシート材を成形型の成形面に容易に倣わせることができ、目的とする形状を安定して得ることができる発泡成形体及びその発泡成形方法並びに発泡成形体用のシート材を提供すること。
【解決手段】発泡成形体1は、発泡成形体1の外面にシート材3が一体化されたものである。シート材3は、延伸加工を行って複数の微細孔を形成してなる延伸多孔質フィルム31と、不織布32との積層体で構成され、気体を透過させる一方、液体は透過させない性質を有している。発泡成形体1は、シート材3の不織布32側が発泡成形体1の外表面側に配置されて、シート材3と発泡成形体本体2とが一体化されて形成されている。
(もっと読む)
インサート部品を有する繊維強化樹脂部材の製造方法
【課題】インサート部品を有する繊維強化樹脂部材の成形において、成形後に追加加工を必要とせず、容易に精密な位置決めが可能な製造方法を提供する。
【解決手段】インサート部品4を有する繊維強化樹脂部材の製造方法であって、プリフォーム1の外表面に設けた突出部7を、成形型10に設けた凹部8に嵌入し、前記インサート部品4を成形型10によって位置決めすることを特徴とする。更に突出部7をスチールにし、成形型10の凹部8の底部に磁石9を配置すれば、突出部7を磁力で固定でき正確な位置決めができる。
(もっと読む)
人造大理石成形品
【課題】高価な金型が不要で、プレス成形機の使用時間が短く、SMC成形品またはBMC成形品の生産性を向上できるとともに、低コストで成形され、人造大理石層と、SMC成形品またはBMC成形品との接着性に優れた人造大理石成形品を提供する。
【解決手段】本発明の人造大理石成形品は、金型内でSMC成形品11を成形する工程と、金型より取り出したSMC成形品11に表面処理を施す工程と、SMC成形品11の表面処理が施された面に対し間隙を設けて対向するように注型成形型を配置し、その間隙に熱硬化性樹脂組成物を注型し、硬化させることにより人造大理石層を形成し、その人造大理石層と、SMC成形品11の表面処理が施された面とを接着一体化する工程と、を少なくとも経て成形されたことを特徴とする。
(もっと読む)
マイクロニードル製造方法とマイクロニードル基板
【課題】 貫通孔付のマイクロニードルを容易に製造することができるマイクロニードル製造方法を提供すると共にそのようなマイクロニードル製造方法により製造されたマイクロニードル基板を提供することにある。
【解決手段】 硬化性樹脂に熱又は光エネルギーを付与し、且つ、そのエネルギーを制御することにより上記硬化性樹脂の外周部を硬化部とすると共に内周部を未硬化部とし、次に、上記未硬化部の硬化性樹脂を除去することにより貫通孔を備えたマイクロニードルを得るようにしたもの。
(もっと読む)
発泡体の充填方法
【課題】パネルを介して隣り合う中空部において、一方の中空部への発泡体の充填を利用して他方の中空部においても発泡体を充填することのできる発泡体の充填方法を提供する。
【解決手段】車両用ピラー51の中空部Sの一部は、リンフォースパネル54を介して隣り合う主充填部S1及び副充填部S2に区画される。流路用部材22は、リンフォースパネル54と間隙Gを有した状態とされている。流路用部材22は、主充填部S1側からリンフォースパネル54を越えて副充填部S2側へ延出されている。流動規制部材23は、主充填部S1に配置されている。流動規制部材23は、発泡性材料11の流動を規制することで、発泡性材料11の流動を流路用部材22へ指向する。流路用部材22と流動規制部材23の間で加熱された発泡性材料11の一部は、流路用部材22とリンフォースパネル54との間隙Gを流路として副充填部S2へ流入される。
(もっと読む)
現像ローラ及びその製造方法、プロセスカートリッジ並びに電子写真画像形成装置
【課題】当接する他部材との間の電位差により引き起こされる電流リークを抑制し、長期間にわたって安定した画像形成が可能な現像ローラを提供する。
【解決手段】軸芯体、シリコーンゴムを含む弾性層及び樹脂層をこの順で具備する現像ローラであって、該弾性層の端面にSiO2が偏在していることを特徴とする。なお、このシリコーンゴム弾性層端面にSiO2を偏在させることで、該弾性層の端部は高抵抗化されている。また、該SiO2の偏在は、弾性層端部に直流電流を印加することにより達成できる。
(もっと読む)
エポキシ樹脂の注型成形方法
【課題】樹脂注型用金型の表面温度を測定することにより、エポキシ樹脂組成物の反応発熱量を計測し、このデータから硬化物の最適脱型時間を算出して加熱制御を行うエポキシ樹脂の注型成形方法を提供する。
【解決手段】エポキシ樹脂の注型成形方法において、注型用金型の表面温度を測定し、注型用金型加熱媒体の設定温度を超えた反応発熱のピークを経て、注型用金型加熱媒体の設定温度より+5℃に降下した時点で加熱を終了することを特徴とする。
(もっと読む)
ガスケット、ガスケットの製造方法、光学素子の製造方法
【課題】フィルム部材を良好に配置することができるガスケット、ガスケットの製造方法、及び、ガスケットを用いた光学素子の製造方法を提供する。
【解決手段】筒状の本体部(2)と、本体部(2)の内側に配置されるフィルム部材(F)と、を備え、本体部(2)とフィルム部材(F)とが一体成形され、フィルム部材(F)の外縁部(Fo)が本体部(2)に埋設されている。
(もっと読む)
ウェハレベルレンズの製造方法
【課題】樹脂材料の硬化に伴う収縮によっても、型の転写面と樹脂材料との密着が維持され、型の転写面の形状、が正確に転写でき、またレンズ部間の距離精度が高いウェハレベルレンズアレイの製造方法の提供。
【解決手段】一次元または二次元に配列される複数のレンズ部と、該レンズ部を相互に連結する基板部1と、を有し、該レンズ部及び該基板部1が樹脂材料で一体に形成されるウェハレベルレンズアレイの製造方法であって、前記レンズアレイの一方の表面に整合する第1の型102の転写面と、該レンズアレイの反対側の表面に整合する第2の型104の転写面との間に前記樹脂材料を配置し、前記レンズ部の前記樹脂材料を硬化する第1の硬化工程と、該基板部を含む前記基板部の前記樹脂材料を硬化する第2の硬化工程と、をこの順で有するウェハレベルレンズアレイの製造方法。
(もっと読む)
パターン化された乾燥ポリマーを作製する方法およびパターン化された乾燥ポリマー
パターン化された乾燥ポリマーをポリマー溶液またはポリマー分散物から作製する方法であって、ポリマー溶液/分散物の露光区域と、ポリマー溶液/分散物の非露光区域とができるように、ポリマー溶液/分散物の上方にマスクを置く工程と、マスクをかぶったポリマー溶液/分散物に赤外線を照射する工程とを含む方法。 (もっと読む)
光学レンズおよびその製造方法
【課題】成形後のレンズの離型性が良く作業性に優れ、かつ、高屈折率で脈理の少ない光学レンズの製造方法の提供。
【解決手段】本発明の光学レンズの製造方法は、1分子中にエピチオ基を2個以上有する化合物(A)、硫黄含有無機化合物(B)、1分子中にメルカプト基を2個以上有する化合物(C)を含む光学用樹脂組成物を増粘させて、20℃における粘度を130mPa・s以上とし、この光学用樹脂組成物をレンズ成形用モールドに注入して重合硬化させることを特徴とする。
(もっと読む)
ウェハレベルレンズ用成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】成形されたウェハレベルレンズに損傷を与えることなく、成形型から剥すことができるウェハレベルレンズ用成形型、ウェハレベルレンズアレイの製造方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1と、該基板部1に配列された複数のレンズ部10とが形成されたウェハレベルレンズアレイの製造方法であって、ウェハレベルレンズアレイを型102,104から離型する際に、型102,104の内部に設けられた開閉部材E1,E2を移動させることで型102,104と基板部1との間に開口102c,104cを開放し、開口102c,104cから流体を導入することによって型102,104と基板部1との間の少なくとも一部で剥離を生じさせる。
(もっと読む)
繊維強化プラスチック構造体及び繊維強化プラスチック構造体の製造方法
【課題】少なくとも2つのエレメントが繊維強化プラスチック構造体の形状を構成するのに使用される繊維強化プラスチック構造体及び繊維強化プラスチック構造体を製造する方法。
【解決手段】2つの隣接した前記エレメントは、施与された接着剤又は樹脂によりその接触面を介して接合される。接着剤又は樹脂が前記エレメントを接合するのに使用される前に、マットは、接触面の間に位置している。マットは、ランダムに配向されたチョップドファイバーを含んでなる。
(もっと読む)
発泡樹脂成形品の製造方法及び製造設備
【課題】少なくとも一部が合成樹脂からなる副資材を容易に金型内面の湾曲面に沿って延在するように配置することができ、且つ成形後の脱型も容易な発泡樹脂成形品の製造方法及び製造設備を提供する。
【解決手段】工場の床にサーキット状のレール10が敷設され、台車11がこのレール10に沿って移動可能に設置されている。台車11上に、発泡成形用金型12と、合成樹脂製の副資材13を収容し、且つ副資材13を、該合成樹脂の曲げ強度及び曲げ弾性率が所定値以下となる温度以上の温度に加温するための副資材加温装置14が設置されている。副資材組み付けゾーンにおいて、副資材加温装置14から副資材13を取り出し、この副資材13をキャビティ12a内の副資材配置予定領域12bに配置し、係止部に係止する。その後、発泡成形を行う。
(もっと読む)
積層樹脂成形体の製造方法
【課題】表皮層と樹脂発泡体とが積層された積層樹脂成形体として、軟質なものを簡便に、しかも、効率よく製造する。
【解決手段】成形装置10を構成する下型12、第1横型14、第2横型16及び上型18によって、キャビティ20が形成される。そして、第1横型14に対し、キャビティ20の延在方向に沿って原材料28が流動するように注入機22が設置される一方、第2横型16に送気管30が設けられる。注入機22から原材料28が射出される際、送気管30を介してキャビティ20に圧縮エア等のガスが供給され、このガスにより原材料28が注入機22側に押圧される。この状態で原材料28内に独立気泡40が形成されている最中に前記ガスの圧力が低減され、これにより各独立気泡40から亀裂が伝播して互いに連なり、連続気泡が形成される。
(もっと読む)
プラスチックレンズおよびその製造方法
【課題】短時間および簡便な工程によりハイブリッドレンズを得ること。クラゲ状の変形が発生せず、良好な形状を有するハイブリッドレンズを得ること。
【解決手段】熱ラジカル重合および光カチオン重合を組み合わせることにより製造され、部位により硬さまたは屈折率が異なるレンズであって、1つのモールドを用いて製造されることを特徴とするレンズ。このレンズは、例えば、モノマー混合液をモールドチャンバー内で熱重合する工程、中央部のみに光を照射して光カチオン重合する工程、更に熱を加えて光カチオン重合を進行させる工程を含む方法により製造される。
(もっと読む)
樹脂成形体の製造方法
【課題】 光学歪が発生しにくく、ヒケの発生しにくい、樹脂成形体の製造方法を提供すること。
【解決手段】 成形型に多官能(メタ)アクリルモノマーを注入し、前記多官能(メタ)アクリルモノマーに対して、重合転化率が1〜10%となるまで放射エネルギー線を照射して前記多官能(メタ)アクリルモノマーの一部を重合させる第1工程と、前記第1工程の後、重合させた前記多官能(メタ)アクリルモノマーを前記成形型内に保持した状態で、重合させた前記多官能(メタ)アクリルモノマーを加熱して重合転化率が60%以上になるまで前記多官能(メタ)アクリルモノマーの残部をさらに重合させる第2工程とを有することを特徴とする樹脂成形体の製造方法。
(もっと読む)
注型成形方法
【課題】成形時における金型内の樹脂の収縮量に応じて樹脂を追加注入する際に、金型の注入口が詰まることなく注入可能であり、成形品の表面側の形状を安定させ、且つかすれ不良なく、金型内に樹脂を充填可能であり、また、脱型時に樹脂が未硬化になりにくく、未硬化の樹脂が注入口や成形品に付着することをより確実に回避可能である注型成形方法の提供。
【解決手段】金型内部にある樹脂注入口近傍であって、周囲より容積の大きな空間に樹脂を充填する工程と、金型を形成する部位に温度差を設ける工程と、追加樹脂の注入中に金型の前記空間近傍を冷却する工程と、追加樹脂の注入後に金型の前記空間近傍を加熱する工程を含むことを特徴とする注型成形方法を提供する。
(もっと読む)
環状ポリエステルオリゴマーを高分子量化したポリエステル樹脂で封止した電気・電子部品の製造方法
【課題】従来から電気・電子部品の封止に使用されるエポキシ系の熱硬化性樹脂は、熱硬化時の異臭の問題があり、一般の熱可塑性樹脂を用い封止すると流動性に問題があり封止する形態に制限があった。
【解決手段】電気・電子部品を樹脂封止する工程を含む樹脂封止型電気・電子部品の製造方法において、環状ポリエステルオリゴマーを融点以上の温度で溶融させ封止金型に注入し、封止金型内部で前記環状ポリエステルオリゴマーを熱重合反応させることにより得られるポリエステル樹脂で電気・電子部品を樹脂封止することを特徴とする樹脂封止型電気・電子部品を製造する。
(もっと読む)
61 - 80 / 301
[ Back to top ]