
Fターム[4F204FB22]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の区分 (3,532) | 多種材料物品の成形 (480) | 多層化成形 (426)
Fターム[4F204FB22]の下位に属するFターム
Fターム[4F204FB22]に分類される特許
81 - 100 / 307
管継手の製造方法及び管継手
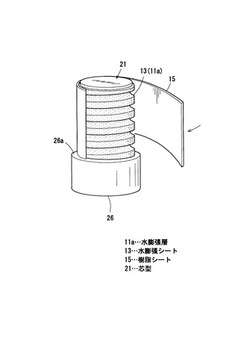
【課題】不良品の発生を抑制して品質の高い管継手が得られるようにすることを目的とする管継手の製造方法及び管継手を提供する。
【解決手段】芯型21の外周側を水膨張シート13により被覆する水膨張シート被覆工程と、その水膨張シート被覆工程により被覆された水膨張シート13の外周側を、樹脂シート15,151,167または樹脂筒体16により被覆する樹脂材被覆工程と、上記各被覆工程により積層された水膨張シート13と樹脂シート15,151,167または樹脂筒体16を、これらよりも外周側に配置された第2可動型29で型締めして一体化する型締め工程とを備える。
(もっと読む)
FRP成形品の製造方法

【課題】少ない工程で手間がかかることなく、透明感のある御影石調や大理石調等種々の模様が付与され、意匠性に優れたFRP成形品の製造方法を提供する。
【解決手段】トナーとガラス繊維とを含有しないSMC材料からなる透明樹脂層1と、柄入りまたは着色されたSMC材料からなる模様樹脂層3との間に白色のポリエステル樹脂からなる不織布2を挟んで加熱下に加圧し、積層、一体化することを特徴とする模様を有するFRP成形品Aの製造方法。好ましくは、上記白色のポリエステル樹脂からなる不織布2は、その目付量が50g/m2〜100g/m2とされる。
(もっと読む)
プレス成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供。
【解決手段】
本発明は強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、成形型の下面となる型上に積層、配置した成形材料(A)、(B)を加圧する工程を有するプレス成形方法であり、成形材料(A)が前記キャビティの有する最大面積以上の面積を有する形状、成形材料(B)が少なくとも前記凹部の開口部の投影面積以上の投影面積を有する形状の成形材料(A)、(B)を用いてプレス成形する方法である。
(もっと読む)
複雑性が緩和された自動繊維配置装置及び方法
複合積層体を基板上に形成する方法であって、該方法は:基板の上で自動繊維配置ヘッドを移動させ;繊維配置ヘッドを使用して、複数の平行する複合テープストリップ(36)を基板(102)上に置き、これには、少なくとも特定のテープストリップの開始点ずらして曲線パターン(Aからf)を形成することが含まれ;単一の切刃(92)を使用して、全てのテープストリップの端部を切断することを含む。 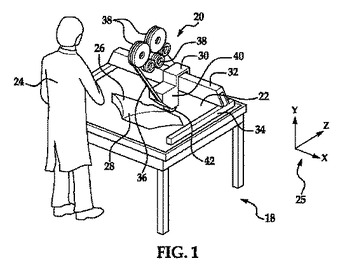 (もっと読む)
(もっと読む)
プレス成形方法および成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供
【解決手段】成形型を用いて、強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも下記2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、前記成形型の下面となる型の上に積層、配置した成形材料(A)、(B)を前記成形型の上面となる型を用いて加圧する工程を有するプレス成形方法。成形材料(A)が前記凹部の型の有する開口部の投影面積以下の投影面積を有する形状、成形材料(B)が少なくとも前記突起部形成用の溝部の投影面積以上の投影面積を有する形状である。
(もっと読む)
機械加工部分を有する複合カップリング
【課題】任意のアセンブリまたは補強材構成に適合することができ、それ自体の機械的一体性を保持するカップリングを提供すること。
【解決手段】本発明は、ファイバ構造物によって補強されるポリマーマトリックスを備える複合材料から構成されるカップリング(100)に関する。カップリングは、主要ファイバ構造物(30)によって補強される構造部分(130)と、主要ファイバ構造物(30)とは異なる第1のファイバ構造物(20)によって補強される第1の機械加工部分(120)とを備え、構造部分(130)のマトリックスおよび第1の機械加工部分(120)のマトリックスが、同一であり、第1の機械加工部分(120)が、構造部分(130)の主面の少なくとも1つの一部に位置し、第1の機械加工表面に機械加工され、第1の機械加工表面と主要ファイバ構造物(30)のファイバとの間では交差しない。
(もっと読む)
複合材部材の製造方法及びプリプレグシートの積層体
【課題】本発明の目的は、しわの少ない複合材部材の製造方法を提供することである。
【解決手段】複合材部材の製造方法は、プリプレグシートが積層された積層体(4)を型(7)に沿わせて賦形するステップを具備する。積層体(4)は、繊維が一方向に揃えられた第1層を含む。第1層において、一方向と交差する第1表面(44a)と、一方向と交差する第2表面(44b)とが互いに対向するようにつき合わされている。
(もっと読む)
シートモールディングコンパウンド用一体成形型加飾シート及び加飾成形品
【課題】 加圧熱成形時に膜厚を保持でき成形品の端から接着剤のはみ出し等がなく、SMCとの接着性に優れ、且つ、耐温水性に優れる、SMC用一体成形型加飾シートを提供する。
【解決手段】 少なくとも透明樹脂層と装飾層と接着層とがこの順に積層され、前記接着層が、数平均分子量1000以上のヒドロキシ基を有するラジカル重合性化合物と、ポリイソシアネートと、ラジカル重合開始剤と、充填剤とを含み、且つ、前記ラジカル重合性化合物のヒドロキシ基に対する前記ポリイソシアネートのイソシアネート基の当量比が0.03〜0.7の範囲を満たすように前記ポリイソシアネートを含有するシートモールディングコンパウンド用一体成形型加飾シート及び加飾成形品。
(もっと読む)
積層体を製造するための方法
本発明は、木材または木材材料から成るプレート状中心部と、中心部の少なくとも片面にある装飾層と、装飾層の上にある、アミノプラストから成る被覆層とを有する装飾模様付き積層体を製造するための方法であって、装飾層を取り付けるステップと、装飾層上に被覆層を形成するために、アミノプラスト前駆物質の水溶液から層を塗布するステップと、被覆層を少なくとも部分的に乾燥させるステップと、前記アミノプラストを加圧および加熱下で硬化させるステップとを含み、最終的な被覆層を形成するために、まず前記アミノプラスト前駆物質の溶液の一部を塗布し、そのようにして生成された部分層を乾燥させ、このステップを少なくとも2回繰り返す方法に関する。 (もっと読む)
繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つ繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる繊維強化樹脂中空部品の成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10の外周に強化繊維21とマトリックス用樹脂24とを積層して中空積層体20とする。その中空樹脂コア10内に加圧用バッグ30を挿入配置する。中空積層体20を成形型40内に配置する。次に、成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して樹脂と強化繊維とを一体化する。
(もっと読む)
ゴム栓とその製造方法、およびゴム栓を備えた医療用容器、ならびにゴム栓を具備するゴム栓体と、ゴム栓体を備えた医療用容器
【課題】容器に収容される内容物の成分の吸着および透過を抑制し、容易に製造でき、かつ製造コストを低減できるゴム栓とその製造方法、およびゴム栓を備えた医療用容器、ならびにゴム栓を具備するゴム栓体と、ゴム栓体を備えた医療用容器を実現する。
【解決手段】容器に収容される内容物成分の吸着および透過を抑制するバリアシート11が、上下に仕切るように埋め込まれたことを特徴とするゴム栓10。
(もっと読む)
車両用成形天井及びその製造方法
【課題】本発明の目的は、吸音性能に優れた車両用成形天井であって、表面材を美麗に保ちつつ、かつ成形天井の端末加工等において表皮材の巻き込み作業を容易に行いうる車両用成形天井及びその製造方法を提供することにある。
【解決手段】基材14に不織布17を介してPET繊維からなる不織布18を表面材20として積層して、ポリウレタン発泡体11に含浸させた接着剤を用いて接着形成した車両用成形天井において、前記不織布17の目付を10〜30g/m2の範囲にあるようにした。
(もっと読む)
多層銅張積層板の製造方法、多層銅張積層板及びサイズ切替式銅箔位置規定治具
【課題】プレス段内の製品間に使用する金属板へのプリプレグの樹脂流れ付着を抑制することが可能な多層銅張積層板の製造方法、多層銅張積層板及びサイズ切替式銅箔位置規定治具を提供する。
【解決手段】予め回路形成された内層板とプリプレグと銅箔とを組合せ積層し積層体となす工程、前記積層体を金属板を用いて、プレス段内で加熱加圧し多層化接着する工程を有する多層銅張積層板の製造方法において、プレス段内の許容範囲内で積層体(製品)と金属板を交互に積載し上蓋を被せ加熱加圧する前に、内層板とプリプレグを組合せ、さらに前記内層板とプリプレグを銅箔と組合せる際に銅箔のセット位置を規定するサイズ切替式銅箔位置規定治具1、2を使用し、加熱加圧時に発生するプリプレグの樹脂流れ量に応じて銅箔の長さを変更し加熱加圧することで、プレス段内の積層体間に使用する金属板へのプリプレグの樹脂流れ付着を抑制する、多層銅張積層板の製造方法。
(もっと読む)
繊維強化複合材料
【課題】布状繊維樹脂材と短繊維樹脂材との境界部に発生する応力を緩和させ、該部分の強度低下を抑えることができる繊維強化複合材料を提供する繊維強化複合材料を提供する。
【解決手段】 短強化繊維21及び樹脂22からなる短繊維樹脂材20の表面の少なくとも一部に、布状強化繊維基材31と該布状強化繊維基材に含浸された樹脂とからなる布状繊維樹脂材30の一方の面30aを、接合させた繊維強化複合材料10であって、布状繊維樹脂材30の周縁端30bの少なくとも一部と、周縁端30bの一部に連続した布状繊維樹脂材の他方の面30cの一部30dとが、短繊維樹脂材20の一部によって覆われるように、短繊維樹脂材20に接合されてなる。
(もっと読む)
繊維強化樹脂製構造体の製造方法
【課題】高強度で品質の良好な、2つ以上の凸条を有する繊維強化樹脂製構造体を高い生産効率で安定して製造する方法を目的とする。
【解決手段】基板と、該基板の同一面に形成された2つ以上の凸条とを有する繊維強化樹脂製構造体を、凸条を形成する凸条用キャビティが2つ以上設けられた圧縮成形用金型を用いて製造する方法において、前記凸条を形成するシートモールディングコンパウンド30を、前記圧縮成形用金型内の、凸条用キャビティ23と凸条用キャビティ24との間に配置する工程と、前記圧縮成形用金型内に、前記基板を形成するプリプレグを配置する工程と、圧縮成形用金型内でシートモールディングコンパウンドとプリプレグを加熱、加圧して圧縮成形する工程とを含む繊維強化樹脂製構造体の製造方法。
(もっと読む)
プリフォームの製造方法
【課題】繊維強化樹脂成形品を得るのに適した、強化繊維に未硬化樹脂を含浸したシート状のプリプレグを複数枚積層し、その積層プリプレグを賦形してプリフォームを作る際、賦形後の形状の戻りを防止でき、繊維配列の乱れの発生を防止できるプリフォームの製造方法を提供する。
【解決手段】複数枚積層したシート状のプリプレグを予備賦形して予備賦形品を得る工程と、予備賦形品を脱気する工程とを有することを特徴とするプリフォームの製造方法。
(もっと読む)
複合製品
【課題】改良された複合製品及び複合製品の成形方法を提供する。
【解決手段】複合製品の成形方法に関する。この方法の一例は、シート状成形材料からなる層(34)の形成と基層(36)の形成から構成される。シート状成形材料の層は、基層(36)の表面上に据えられ、金型(30)の中で基層にプレスされる。いくつかの例では、基層(36)は連続気泡構造の発泡体であり、ガス及び/又は蒸気はプレスされている領域から排出することができる。
(もっと読む)
ICタグ付き食器とその成形方法
【課題】 熱硬化性樹脂製のICタグ付き食器において、熱硬化性樹脂の持つ強靭性をICタグの保護に作用させることにより、ICタグを、食器本体に対して安全に取付けることを目的とする。
【解決手段】 熱硬化性樹脂製の圧縮成形食器であって、外壁部分2と内壁部分3とから成る食器本体1と、外壁部分2と内壁部分3の間に埋設されたICタグ6とから構成され、ICタグ6を、外壁部分2と内壁部分3の接合面に形成された保持機能部4に不動に位置させ、ICタグ6を正確に埋設位置させ、これにより熱硬化性樹脂の強靭さにより、ICタグ6な効果的に保護する。
(もっと読む)
ゴム引布の成形方法、ダイヤフラムの製造方法
【課題】 ゴム引布の基布を構成する繊維の縦方向及び横方向の各特性の変動の影響を受けないゴム引布の成形方法、ダイヤフラムの製造方法の提供。
【解決手段】 基布の両面にゴムを塗設及び圧縮して3層構造に積層したゴム引布の連続ロールを切断してシート体7を得る切断工程と、切断された複数枚のシート体を載置板8上に重ねて載置して一次加硫する一次加硫工程と、一次加硫工程後のシート体を、一枚ずつ成形金型に装填し、加熱しつつ加圧して、シート体に対する二次加硫とプレス成形とを同時に行うプレス二次加硫工程とを備える。
(もっと読む)
FRPの製造方法
【課題】材料収率の向上に寄与するFRPの製造方法を提供する。
【解決手段】樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記樹脂拡散媒体2は、少なくとも一端部が密閉されており、かつ、該密閉されている部分の全部または一部を、前記強化繊維基材の一部と重ねて配置するFRPの製造方法に関するものである。また、樹脂拡散媒体2を用いて強化繊維基材1に樹脂を注入する工程を有するFRPの製造方法において、前記強化繊維基材1の少なくとも一端部には、前記樹脂拡散媒体2を配置せず、かつ、該一端部に板材を配置するFRPの製造方法。
(もっと読む)
81 - 100 / 307
[ Back to top ]