
Fターム[4F204FQ17]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形装置の構成部品、付属装置 (2,193) | 成形用クッション材、マット (70)
Fターム[4F204FQ17]の下位に属するFターム
特殊形状のもの (4)
積層構造のもの (11)
流動性媒体を含むもの (7)
Fターム[4F204FQ17]に分類される特許
1 - 20 / 48
成形プレス用クッション材
【課題】成形プレス用クッション材として優れた機能、特に優れたクッション性と貼り付き防止効果を有するクッション材を提供する。
【解決手段】1層以上のフェルト層と、フェルト層の両外周面に耐熱クロス(例えばガラスクロス)を配置し、更にその両外周面にテトラフルオロエチレン系フィルムを表層材として配置した成形プレス用クッション材である。
(もっと読む)
熱プレス用クッション材

【課題】高温条件下で繰り返し使用されても、熱収縮が少なく、寸法の経時安定性が良好であり、高いクッション性を有する熱プレス用クッション材を提供する。
【解決手段】熱プレス用クッション材は、その構成材料として、ポリスルホンアミド繊維を用いるものであり、ポリスルホンアミド繊維を、ニードルパンチにより基布と一体化させた不織布を備える構成とする。
(もっと読む)
クッション材用表層材および熱プレス用クッション材
【課題】凹凸追従性が優れており、ひびやシワ、クラックの発生を低減させたクッション材用表層材を提供する。
【解決手段】クッション材用表層材11aは、表層材11aの一方面側に配置され、表層材11aの一方面を覆う樹脂層12と、表層材11aの他方面側に配置され、表層材11aの他方面を覆うゴム層13と、樹脂層12およびゴム層13の間に配置され、経糸および緯糸のうちの少なくともいずれか一方に嵩高糸を用いた織布層14とを備える。織布層14は、樹脂層12側に設けられ、織布の一部に樹脂層12を構成する樹脂を含浸させて形成される織布−樹脂複合層17と、ゴム層13側に設けられ、織布の一部にゴム層13を構成するゴムを含浸させて形成される織布−ゴム複合層18とを含む。織布層14の内部には、空隙20が設けられている。
(もっと読む)
金属箔積層体の製造方法
【課題】複数の絶縁基材からなる積層基材の両側に一対の金属箔が貼着された金属箔積層体を製造する際に、この金属箔積層体の吸湿はんだ耐熱性を改善する。
【解決手段】絶縁基材2aを複数積層した状態で加圧して一体化させることにより、積層基材2を作製する。次に、この積層基材2を熱処理する。その後、この積層基材2を一対の金属箔3A、3Bで挟み込んで加熱加圧して一体化させることにより、金属箔積層体を製造する。これにより、積層基材2の熱処理を行う前に予め複数の絶縁基材2aを互いに密着させて界面の発生を防ぐことができる。その結果、吸湿はんだ耐熱試験で絶縁基材2aの表面に膨れが生じなくなり、吸湿はんだ耐熱性に優れる金属箔積層体を得ることができる。
(もっと読む)
プレス成形装置及びプレス成形方法
【課題】繊維強化樹脂を三次元形状に成形する場合に、繊維強化樹脂の成形時間を短縮することができるプレス成形装置を提供する。
【解決手段】上型100と下型200とを備え、上型100と下型200とで繊維強化樹脂20をプレス成形するプレス成形装置10であって、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の上方に配置される第1弾性シート300と、周縁部が上型100又は下型200に保持され、プレス成形の際に繊維強化樹脂20の下方に配置され、プレス成形中に、第1弾性シート300とで繊維強化樹脂20を挟み込む第2弾性シート400とを備える。
(もっと読む)
繊維強化樹脂部品およびその製造方法並びに製造装置
【課題】部品数を削減して組み立て工数を低減可能であり、補強部材用の型が不要となってコストの削減が可能な繊維強化樹脂部品およびその製造方法並びに製造装置を提供する。
【解決手段】本発明は、複数層で配置される繊維基材7〜9に樹脂を含浸させた繊維強化樹脂部品1である。当該繊維強化樹脂部品1は、隣接して同一層を構成する繊維基材8,9の端部同士が互いに重なって重畳部12を形成し、各層の前記重畳部12が積層方向に重なって形成される補強部5を有している。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
熱プレス装置、及び熱プレス方法
【課題】プレス圧力の解放時に引き剥がしにより積層体に作用する引っ張り応力を抑制できる熱プレス装置を提供する。
【解決手段】積層体20の上下両面を挟み込む上下一対の板状の緩衝材10a、10bと、上下一対の緩衝材をさらに上下から挟み込む上下一対の熱プレス板1a、1bとを備え、積層体20を加熱加圧して熱プレスする。熱プレスした後にプレス圧力を解放して一方の熱プレス板1aを相対的に上昇させる際に、積層体20との接触面に隙間ができるように変形する板状部材15a、15bを、緩衝材10a、10bに設けた。
(もっと読む)
繊維強化熱可塑性材料に加圧する加圧装置、繊維配設装置、および繊維強化熱可塑性材料の配設方法
鋳型に対して繊維強化熱可塑性材料を加圧する加圧装置が記載されている。加圧装置(1)は、メインボディ(7)とメインボディの表面に設けられた加圧層(9)とを備えている。この場合において加圧層(9)は、有機材料、好ましくは、セラミック材料を用いて具現化され、鋳型の輪郭に適合するような構造をしているために、柔軟性を備えている。加圧装置の耐熱性が高まり、処理後の繊維強化熱可塑性材料の特性が改善される。 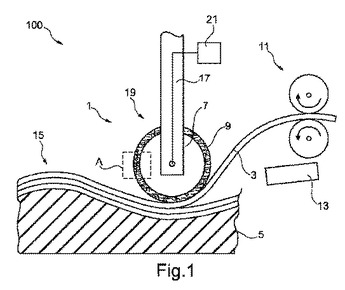 (もっと読む)
(もっと読む)
複合材料から成る部品を製造するための可撓性膜
本発明は、複合材料から成る部品を製造するのに用いられる成形装置に関する。この成形装置は誘導性の可撓性膜(1)と導電性の剛体部分(2)を含む。誘導性の可撓性膜は磁界を発生し、それが剛体部分に渦電流を生成し、熱の流れを生む。この熱の流れが伝導によって複合材料から成る部品を加熱する。 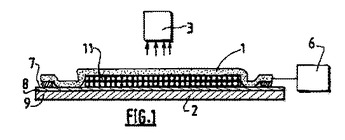 (もっと読む)
(もっと読む)
成形プレス用耐熱クッション材
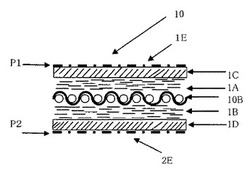
【課題】成形プレス用耐熱クッション材として優れた機能、特に昇温速度の調整とクッション性の良いクッション材を提供する。
【解決手段】基体10Bとフェルト材1A、1Bを積層させてなる成形プレス用耐熱クッション材であって、セラミック繊維を含むフェルト材を1層以上有することを特徴とする、成形プレス用耐熱クッション材である。
(もっと読む)
クッション性シート及びその製法
【課題】本発明は、クッション性シートのX−Y方向の熱変形を抑え、また使用後の被プレス物によるZ方向の変形を減少させることにより、繰り返し使用に耐え得るクッション性シートを提供することを目的とする。
【解決手段】本発明に係るクッション性シートは、空孔率40%以上90%以下の連続した空孔部を有する多孔質シートの空孔部にフッ素ゴムエラストマーを含浸複合した後の全体の空孔率が0%以上60%以下であることにより、Z方向の変形を減少させて繰り返して使用することができるものである。
(もっと読む)
加圧成形パッド
【課題】オス型に積層した繊維強化樹脂複合材の積層体の外側に被せて用いられる加圧成形パッドの加圧成形時に必要な弾性特性を損なわず、着脱や成形使用の繰返しにおいて変形の激しい部分の損傷を防止する。
【解決手段】本発明の加圧成形パッドは、オス型治具4の頂部bに跨って被せられるゴム製の加圧成形パッド15であって、表面のうち、頂部の曲率の大きい一端部に合わせられる部分の外表面のみに、目の空いた織物14が接着され、織物が接着される表面以外の表面にゴム材が露出するとともに内部がゴム材のみで構成されてなる。織物は、構成糸14a1本の太さ以上の間隔に目の空いたものとする。本パッドは、頂部の曲率の大きい一端から他端側に移るに従って当該頂部の曲率が小さくなるオス型の形状に倣って曲率が変化する形状を有し、前期一端相当位置から他端側に移るに従って織物の構成糸が太く、織物の目が粗くなっている。
(もっと読む)
微細構造転写装置
【課題】本発明は、パターン形成において、高精度なパターニングを行う微細構造転写装置を提供することである。
【解決手段】本発明は、微細パターンが形成されたスタンパを被転写体に接触させ、被転写体にスタンパの微細パターンを転写する微細構造転写装置において、被転写体における微細パターンの転写領域で、前記の気泡を外部に導くような弾性力分布を持たせる機構とする。
(もっと読む)
微細形状転写シートの製造装置および微細形状転写シートの製造方法
【課題】プレスを繰り返し実施しても緩衝材の厚み減少分が元の状態近くまでその都度復元し、シート状基材に転写ムラを発生することなく転写成形することのできる微細形状転写シートの製造装置と微細形状転写シートの製造方法を提供する。
【解決手段】微細形状が表面に形成された金型3と、金型3の表面にシート状の樹脂基材2を押圧するプレート板15aと、シート状の樹脂基材2とプレート板15aとの間に設けられた緩衝材17とを含む微細形状転写シートの製造装置1であって、緩衝材17のクッション量が50μm以上かつ変形回復率が40%以上であること。また、当該緩衝材17を介してプレート板15aによりシート状の樹脂基材2を金型3に押圧して樹脂基材2の表面に微細形状を転写する製造方法。
(もっと読む)
真空積層装置による積層成形方法
【課題】取扱いに困難性のある流動性部材を使用することなく、搬送材を用いるにも拘わらず被積層材の溝を積層材で良好に被着することができる成形方法を提供することを目的とする。
【解決手段】開閉する上盤2と下盤3のそれぞれの対向面に吸引手段、加圧手段及び加熱手段を備えた真空積層装置1のチャンバ8へ、溝幅が0.2mm以上でかつ溝深さが0.1〜0.4mmの凹凸面を有する被積層材21、積層材20及び弾性材19をこの順序で二の搬送材17,18に載置・挟持して前記チャンバ8へ搬入し、前記チャンバ8を気密に閉鎖し、前記吸引手段で前記チャンバ8内を減圧し、前記加圧手段と前記加熱手段で前記搬送材18と前記弾性材19を介して前記被積層材21及び積層材20を加圧・加熱し、前記積層材20が前記被積層材21の凹凸面の溝内を被着するように成形する。
(もっと読む)
積層板の製造方法
【課題】フレキシブルプリント基板などの積層板製造時の熱ラミネートに際し、加圧加熱成形温度が350℃以上であっても、皺などの外観不良発生を抑制できる積層板製造法を提供する。
【解決手段】少なくとも(a)非熱可塑性のポリイミドフィルム、(b)熱可塑性および/または熱圧着性の接着剤の層及び(c)金属層(箔)の三層を含む複数の被積層材料を、加圧加熱成形装置により貼り合わせてなる積層板の製造方法であって、前記装置の加圧面と前記被積層材料との間に耐熱性繊維を含むフェルトより成る緩衝材を配置し、350〜500℃の加圧加熱成形を行うことを特徴とする積層板の製造方法。
(もっと読む)
熱プレス用クッション材および積層板の製造方法
【課題】板厚精度が良好であり、残留歪み、反りが少なく、内層回路が設けられていない箇所における製品品質にも優れた積層板が製造可能な熱プレス用クッション材および積層板の製造方法を提供する。
【解決手段】熱プレス用クッション材11aは、初期の厚み寸法(H1)から所定のプレス形成圧力を負荷した際の圧縮時厚み寸法(H2)を差し引いた圧縮厚み変形量(a)と、プレス成形圧力を除去した際の除圧時厚み寸法(H3)から圧縮時厚み寸法(H2)を差し引いた反発厚み変形量(b)との比(a:b)が、1:1〜1:0.8である。
(もっと読む)
電子部品の圧縮成形方法及び金型
【課題】電子部品の圧縮成形用金型において、所要複数個の下型キャビティ4内で加熱溶融化された樹脂材料16を所要の加圧力(樹脂圧)にて均等に且つ各別に加圧する。
【解決手段】上下両型1(2・3)を所要の型締圧力にて型締めすることにより、下型キャビティ4内で加熱溶融化された樹脂材料16中に基板6に装着した電子部品5を浸漬する。このとき、まず、キャビティ側面部材9の先端面9a(下型面)を上型2の基板供給部7に供給セットした基板6の表面6aに当接し、次に、加圧部材13による所要の加圧駆動力を、第二弾性部材15を介してキャビティ底面部材8に伝達することにより、下型キャビティ4内で加熱溶融化された樹脂材料16をキャビティ底面部材8で所要の加圧力にて(弾性付勢力にて)均等に且つ各別に加圧(圧縮)する。
(もっと読む)
プレス成形用クッション材、その製造方法およびそれを用いたプレス成形方法
【課題】被成形体全体に均等にプレス圧を伝達するための成形生に優れたプレス成形用クッション材およびそれを用いたプレス成形方法を提供する。
【解決手段】熱プレス成形用のクッション材は、1層または2層以上のフェルト層14と、超高分子ポリオレフィンを含む1層または2層以上のポリマー層12a,12bと、を具備する。このクッション材はフェルト層とポリマー層とが交互に積層接着されており、表面に凹凸形状を有する電子機器部品を含む被成形体を熱プレス成形するために使用される。
(もっと読む)
1 - 20 / 48
[ Back to top ]