
Fターム[4F205AA40]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 樹脂材料等(主成形材料) (3,919) | 硬化性樹脂 (1,743) | ポリイミド(←ポリアミドイミド) (317)
Fターム[4F205AA40]に分類される特許
41 - 60 / 317
印刷基材、印刷原版及び印刷版の製造方法、並びに印刷基材の製造装置
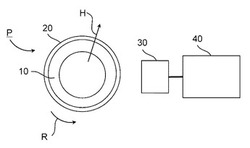
【課題】印刷基材の生産性が高く、印刷基材の樹脂層の表面がべとつかず、かつ、印刷基材の熱硬化性樹脂組成物の低粘度化を抑制した、印刷基材の製造方法を提供する。
【解決手段】繊維状物質を含む熱硬化性樹脂組成物(20)を電磁誘導性支持体(10)の表面上に配置する工程Aと、前記電磁誘導性支持体(10)を高周波誘導加熱することにより、前記樹脂組成物(20)が前記電磁誘導性支持体(10)と接する面側から前記電磁誘導性支持体(10)と離れる方向に、前記熱硬化性樹脂組成物(20)を硬化させて、前記電磁誘導性支持体(10)の表面上に繊維強化樹脂層を形成する工程Bと、を含む印刷基材の製造方法である。
(もっと読む)
電磁誘導発熱層を有する多層無端管状ベルト
【課題】本発明は、電磁誘導発熱方式により発熱させても、ポリイミド層と発熱層を含む金属層とが高温定着時に優れた密着強度を持ち、かつ、高速回転時の機械的ストレスによる金属発熱層のクラック、酸化劣化等による耐久性の低下を抑制して長期に渡って安定した発熱特性が維持できる無端環状ベルトを提供することを目的とする。
【解決手段】内周側から外周側にかけて、ポリイミド樹脂層A、ニッケル層B、発熱層C、及びニッケル層Dの順で積層され、該ポリイミド樹脂層Aがポリイミド樹脂及びニッケル系微粒子を含むことを特徴とする多層無端管状ベルト。
(もっと読む)
ケースの製造方法、及びケース

【課題】各織物25の幅を大きくしなくても、ファンケース1の強度低下を抑えつつ、軸長の長いファンケース1を製造すること。
【解決手段】(N+2)種類の組み合わせの複数の織物25をマンドレル7の成形面S側に順次巻付けることにより、軸方向の位置が異なる(N+2)種類の継ぎ目Jを有しかつファンケース1の最終形状と同形状の成形体1Fを成形すること。
(もっと読む)
ケースの製造方法、及びケース
【課題】軸方向に沿って外径が大きく変化するファンケース1を製造する場合であっても、複合材料の強度低下に繋がるしわや繊維の蛇行の発生を抑えて、ファンケース1の強度及び剛性を十分に高めること。
【解決手段】織物25をマンドレル7の成形面S側に巻付ける織物巻付工程と、ロービング35をマンドレル7の周方向に対して−10〜+10度の傾斜角βを保った状態でマンドレル7の成形面S側に螺旋状に巻付けるロービング巻付工程を交互に複数回繰り返すこと。
(もっと読む)
ポリイミド系複合体の製造方法及びポリイミド系複合体
【課題】無色透明性及び寸法安定性に優れるポリイミド系複合体の製造方法を提供すること。
【解決手段】(1)テトラカルボン酸二無水物及びジアミン化合物の少なくともいずれかが脂肪族化合物であり、有機オニウムイオンにより有機化された層状珪酸塩が分散している有機溶媒中で、前記テトラカルボン酸二無水物と前記ジアミン化合物とを少なくとも反応させて、ポリアミド酸と有機化層状珪酸塩とを含む複合体分散液を得る工程と、(2)前記複合体分散液を加熱することによりイミド化する工程と、を含むポリイミド系複合体の製造方法。
(もっと読む)
繊維強化樹脂製チーズの成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製チーズが得られる成形方法を提供する。
【解決手段】上記繊維強化樹脂製チーズの成形方法を、端部を略45度に切断された円筒管同士をそれらの切断面において略直角に突合せ、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して直角曲り円筒管を成形し、次いで該円筒管の頂部をその上記原料円筒管と同等サイズで略45度に切断し、このものを、端部を略45度に切断された、上記原料円筒管と同等サイズの別の円筒管と、それらの切断面において直角につき合わせてチーズ形にし、その接合部およびその周縁部一帯の円筒外面を繊維補強材で包被し、この繊維補強材をバッグフィルムで円筒管上に気密に覆うとともに、バッグフィルム内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化するものとする。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】 キャスト法による薄膜のポリイミドフィルムの製造において、支持基材とポリイミドフィルムとの剥離性を良好にする。
【解決手段】 ポリイミドフィルムの製造方法は、ポリイミド樹脂製支持基材の上に、ポリアミド酸溶液を塗布・乾燥し、ポリアミド酸層を形成する工程、ポリアミド酸層を熱処理してイミド化し、支持基材の上に、ポリイミドフィルム層を積層形成する工程、及び、ポリイミドフィルム層を支持基材から剥離してポリイミドフィルムを形成する工程において、支持基材のガラス転移温度Tg1と、ポリイミドフィルムのガラス転移温度Tg2との関係をTg1>Tg2≧300℃とし、かつ、イミド化の際の熱処理温度の上限TmaxをTg2≦Tmax≦Tg2+30℃とする。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】 キャスト法による薄膜のポリイミドフィルムの製造において、ポリイミド樹脂製支持基材とポリイミドフィルムとの剥離性を良好にする。
【解決手段】 ポリイミドフィルムの製造方法は、ポリイミド樹脂製支持基材の上に、ポリアミド酸溶液を塗布・乾燥し、ポリアミド酸層を形成する工程、ポリアミド酸層を熱処理してイミド化し、支持基材の上に、ポリイミドフィルム層を積層形成する工程、及び、ポリイミドフィルム層を支持基材から剥離してポリイミドフィルムを形成する工程、を備え、支持基材のガラス転移温度Tg1とポリイミドフィルムのガラス転移温度Tg2との関係を、Tg1≦Tg2≦Tg1+30℃とし、かつ、イミド化の際の熱処理温度の上限Tmaxを、Tg1≦Tmax≦Tg1+30℃とする。
(もっと読む)
三次元ブレイディング、繊維強化複合材料及び繊維強化複合材料の製造方法
【課題】軽量で高いエネルギー吸収が可能で、安定破壊が可能なクラッシュ部材に好適な三次元ブレイディング及び繊維強化複合材料を提供する。
【解決手段】三次元ブレイディング11は軸方向に延びる芯糸12で形成された4層以上の芯糸層13と、芯糸層13を貫通するように組織される貫通糸14a,14bからなり、円筒状に形成されている。貫通糸14aは隣り合う芯糸層13を貫通して折り返すように組織され、最外層と最内層の間に設けられた芯糸層13のうちの選択された芯糸層13間の剥離する強度が他の芯糸層13間の剥離する強度よりも弱い。三次元ブレイディング11は、好ましくは樹脂を含浸硬化させてクラッシュ部材を構成する繊維強化複合材料として使用される。
(もっと読む)
無端ベルトの製造方法
【課題】遠心成形法により、無端ベルトを製造する際に、塗布型から塗布膜を容易に剥離できるようにする。
【解決手段】塗布型1の内周面に、凹部4を形成する。凹部4は、塗布型1の内周面に形成される塗布膜2の軸方向端部に対応する位置に形成される。凹部4に、塗布膜2を乾燥固化させるときの乾燥温度より高い気化温度で気化する充填部材3が充填される。遠心成形法により、塗布型1に塗布膜2を形成する。塗布型1を加熱して、塗布膜2を乾燥固化し、さらに気化温度以上に加熱する。充填部材3が気化して、凹部3から消失する。塗布膜2の端部と塗布型1の内周面との間に隙間ができる。この隙間を利用して、塗布膜2を塗布型1から剥がす。
(もっと読む)
画像形成装置用の無端ベルト、その製造方法、及び画像形成装置
【課題】主鎖にエーテル基を持たないフッ素化ポリイミド樹脂から構成される場合に比べ
て、長期間に渡り離型性を有する画像形成装置用の無端ベルトを提供する。
【解決手段】表面層を有するように構成し、さらに、その表面層の少なくとも外表面が主鎖にエーテル基を持つフッ素化ポリイミド樹脂からなるように構成する。
(もっと読む)
ポリイミドフィルムの製造方法
【課題】 本発明の課題は無機粒子凝集体の少ないポリイミドフィルムの製造方法を提供することである。
【解決手段】 芳香族ジアミンと芳香族酸二無水物を反応させて得られるポリアミド酸を含むポリアミド酸溶液を支持体上に流延し、製膜し、イミド化することによって得られるポリイミドフィルムの製造方法であって、該ポリイミドフィルムが無機粒子を含有し、かつ該無機粒子を有機溶剤もしくは少なくとも有機溶剤を含む溶液に分散させた状態で、重合槽のポリアミド酸溶液中に直接添加することを特徴とする、ポリイミドフィルムの製造方法により、上記課題を解決し得る。
(もっと読む)
熱伝導性ポリイミド成形体およびその製造方法
【課題】厚さ方向の熱伝導率の高いポリイミド成形体を提供する。
【解決手段】非球状の熱伝導性フィラーが分散したポリアミック酸溶液を、支持体に塗布し、塗布膜を形成する工程(A);塗布膜の厚さ方向に沿った磁場を印加しつつ塗布膜を乾燥し、ポリアミック酸フィルムを得る工程(B);および得られたポリアミック酸フィルムを成形型にセットし、イミド化する工程(C)、を含む方法によって、熱伝導性ポリイミド成形体を製造する。
(もっと読む)
繊維補強複合材料
【課題】軽量、耐熱性、耐衝撃性などに優れた摩擦係合装置用摩擦材支持体用繊維補強複合材料を提供する。
【解決手段】繊維材料がシート面内でランダム配向する繊維シートとバインダー成分を含むシート基材からなる繊維補強複合材料であって、下記a)〜b)を満足すること特徴とする繊維補強複合材料。
a)該繊維材料が、芳香族ポリアミド繊維および炭素繊維を含む湿式不織布であること。
b)該繊維補強複合材料の任意方向の曲げ強度が100MPa以上であり、かつ曲げ強度等方性係数が0.8以上であること。
(もっと読む)
フレキシブル金属箔積層体及びその製造方法
本発明は、フレキシブル金属箔積層体及びその製造方法に関し、具体的には、ポリイミド樹脂に変換可能なポリイミド前駆体樹脂を金属箔上に複数回塗布して乾燥した後、赤外線熱処理によってポリイミド樹脂に変換したフレキシブル金属箔積層体に関するものであって、金属箔と直接接するポリイミド樹脂層のガラス転移温度が300℃以上であり、ポリイミド樹脂層の全体線熱膨張係数が20ppm/K以下であることを特徴とする。これにより、エッチング前後の反り(curl)が発生せず、熱処理による寸法変化が少なく、金属箔との接着力及びイミド化終了後の外観が良好であるフレキシブルプリント回路基板用のフレキシブル金属箔積層体が提供される。 (もっと読む)
ラックアンドピニオン式電動パワーステアリング装置の製造方法
【課題】従来の鉄系材料を用いたラックと同等又はそれ以上の強度と抗折性を備え、特に、ギヤ歯部とねじ部の強度向上が図られると共に大幅に軽量化されて、信頼性の高いラックが得られるラックアンドピニオン式電動パワーステアリング装置の製造方法を提供する。
【解決手段】引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束31を液状熱硬化性樹脂に含浸させながら、回転する芯材30に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材32を成形した後、この円筒状素材32を切削加工してラック21を製造する。
(もっと読む)
タンク及びその製造方法
【課題】樹脂製ライナの熱劣化を防止できるタンクの製造方法を提供する。
【解決手段】熱伝導率が0.03W/m・K以下の断熱材により樹脂製ライナの外周面を被覆する断熱材被覆工程S11と、熱硬化性樹脂とその熱硬化性樹脂を含浸した繊維とを含む樹脂含浸繊維により上記断熱材の外周面を被覆するFRP被覆工程S12と、上記熱硬化性樹脂を加熱により硬化する熱硬化工程S13とを含むタンクの製造方法。
(もっと読む)
シームレスベルトの製造方法及びシームレスベルト、それを用いた電子写真装置
【課題】金型からの脱型が容易で生産効率が高く、欠陥のない高品質な樹脂製シームレスベルトの製造方法と、該ベルトを中間転写ベルトに装備した電子写真装置を提供する。
【解決手段】円筒状の型の内面又は外面に、樹脂成分(例えば、ポリイミド又はポリアミドイミドの各前駆体)と電気抵抗調整材(例えば、カーボンブラック)を含む塗工液を塗布して塗膜を形成し、前記塗膜を乾燥及び/又は硬化させてシームレスベルト状の成形膜とした後に、前記成形膜が形成された円筒状の型を高圧水蒸気雰囲気に曝し(例えば、図1の装置300中にて水蒸気に曝露)、その後に、前記成形膜を前記円筒状の型から脱型してシームレスベルトを製造し、これを電子写真装置の中間転写ベルトとして装備する。
(もっと読む)
ポリイミド含有ポリアミドイミド混和フィルムの製造方法
【課題】分子鎖の中にアミド基とイミド基を含む樹脂をフィルムに容易に製造できる方法を提供する。
【解決手段】アミドイミド樹脂溶液に所定量のポリイミド前駆体溶液を混合する工程;混合された溶液を化学的イミド化剤とともに支持体上に流延塗布、乾燥して自己支持型ゲルフィルムを得る工程;及び自己支持型ゲルフィルムを支持体から剥離して熱処理する工程;を含む。ポリアミドイミドフィルムの製造において、ポリアミドイミド樹脂単独でなったフィルムに比べ、フィルム製造のための生産性に優れ、フィルムの機械的物性、耐熱特性の向上に有利である。
(もっと読む)
繊維強化樹脂歯車
【課題】本発明の目的は、歯車の噛み合い時に生ずる騒音の減少効果に優れ、かつ機械的強度を兼ね備えた繊維強化樹脂歯車を提供する。
【解決手段】繊維補強材により補強された、樹脂からなる繊維強化樹脂歯車であって、該繊維補強材が、強化繊維A及びBからなり、該強化繊維Aが、引張弾性率が5〜50GPa、25℃における損失正接(tanδ)が0.040以上のパラ型芳香族ポリアミド繊維、該強化繊維Bが、引張弾性率が54GPa以上のパラ型芳香族ポリアミド繊維であり、強化繊維A:強化繊維Bの重量比率が3:97〜56:44であることを特徴とする繊維強化樹脂歯車とする。
(もっと読む)
41 - 60 / 317
[ Back to top ]