
ラックアンドピニオン式電動パワーステアリング装置の製造方法

【課題】従来の鉄系材料を用いたラックと同等又はそれ以上の強度と抗折性を備え、特に、ギヤ歯部とねじ部の強度向上が図られると共に大幅に軽量化されて、信頼性の高いラックが得られるラックアンドピニオン式電動パワーステアリング装置の製造方法を提供する。
【解決手段】引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束31を液状熱硬化性樹脂に含浸させながら、回転する芯材30に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材32を成形した後、この円筒状素材32を切削加工してラック21を製造する。
【解決手段】引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束31を液状熱硬化性樹脂に含浸させながら、回転する芯材30に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材32を成形した後、この円筒状素材32を切削加工してラック21を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ラックアンドピニオン式電動パワーステアリング装置の製造方法に関し、より詳細には、ラックアンドピニオン式電動パワーステアリング装置のラックの製造方法に関する。
【背景技術】
【0002】
乗用車においては、ステアリング軸の回転を左右の転舵輪の運動に変換する機構として、高剛性且つ軽量であることから、ラックアンドピニオン機構が主に用いられている。一方、電動モータの出力によって操舵を補助する電動パワーステリング装置は、モータの回転力をステリング軸に伝達するコラムアシスト式、回転力をピニオンに伝達するピニオンアシスト式、及び回転力をボールねじを介してラックに伝達するラックアシスト式が知られている。
【0003】
操舵の補助を行わないマニュアルステリング装置においては、運転者がステアリングホイ−ルに加えた回転力のみがラックアンドピニオン機構によって転舵輪の運動に変換され るので、ラック及びピニオンに負荷される応力は小さい。また、油圧によって操舵を補助する油圧式パワーステアリング装置においては、操舵を補助する力がラックアンドピニオン機構を介さず直接ラックに伝達されるため、ラック及びピニオンに負荷される応力は小さい。さらに、ラックアシスト式の電動パワーステアリング装置においても、前述したように操舵を補助する回転力がラックアンドピニオン機構を介さず、ボールねじを介してラックに伝達されるため、ラック及びピニオンに負荷される応力は油圧式パワーステアリング装置と同程度である。
【0004】
これに対して、コラムアシスト式及びアシスト式の電動パワーステアリング装置におい ては、運転者がステアリングホイールに加えた回転力と、電動モータから出力される操舵 を補助する回転力との合力が、ラック及びピニオンに負荷されるため、ラック及びピニオンに負荷される応力は、マニュアルステリング装置や油圧式パワーステリング装置の応力と比較すると10倍以上にもなり、相互に噛み合うラック及びピニオンの歯部に摩耗が生じる可能性があった。
【0005】
通常、このラック及びピニオンの歯部の摩耗を抑制するため、ラック及びピニオンの歯部とラックの背面に浸炭焼入れ処理や高周波焼入れ処理を施して、表面硬さをHRC55〜63程度とすると共に、歯の根元芯部の硬さを上記表面硬さよりも10〜20倍程度低い硬さとしている。また、ラック及びピニオンの歯部とラックの背面に、焼入れ処理による第1硬化層と、第1硬化層にショットピーニング処理を施した、焼き入れ硬化層よりも硬い第2硬化層と、の2重の硬化層を設け、ラック及びピニオンの歯部の摩耗を抑制する技術が開示されている(例えば、特許文献1参照)。
【0006】
また、樹脂化により軽量化を図ったウォームギヤ減速機構として、アラミド繊維連続シートを複数層重ねて巻き付けた後、マトリックス樹脂組成物液を含侵して環状形状体を成形し、更に切削加工を施した樹脂製歯車が開示されている(例えば、特許文献2参照)。さらに、ウォームギヤ減速機が、熱硬化性ポリアミノアミド樹脂とアラミド繊維を含む連続シートとを含む繊維強化樹脂複合体である樹脂部を、金属性芯金の外周に一体的に設けると共に、樹脂部の外周面に歯を形成したウォームホイールを備える電動パワーステアリング装置が知られている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005-125972号公報
【特許文献2】特開2006-77809号公報
【特許文献3】特開2007-210424号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
近年、地球温暖化対策として、炭酸ガス排出量の低減や、自動車の低燃費化を達成するため、各部品の軽量化が強く求められている。上記特許文献1に記載のラックアンドピニオン式ステアリング装置は、鉄系材料からなるラック及びピニオンの歯部摩耗を抑制する技術であり、部品の軽量化に対する寄与率は大きくない。また、電動パワーステアリング装置に用いられるラックアンドピニオン機構においても、中空構造とすることによって軽量化を図ったラックもあるが、鉄系材料を使っている限り、一定以上の強度を維持しつつ、更なる軽量化することには限界がある。
【0009】
また、上記特許文献2及び3に記載の電動パワーステアリング装置は、部品を樹脂化することによって軽量化を図っているが、ウォームギヤ減速機構を対象とした技術であり、ラックアンドピニオン式ステアリング装置の軽量化を目的としたものではなかった。
【0010】
本発明は、前述した事情に鑑みてなされたものであり、その目的は、従来の鉄系材料を用いたラックと同等又はそれ以上の強度と抗折性を備え、特に、ギヤ歯部とねじ部の強度向上が図られると共に大幅に軽量化されて、信頼性の高いラックが得られるラックアンドピニオン式電動パワーステアリング装置の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明の上記目的は、下記の構成により達成される。
(1)運転者の操舵によって回転するステアリング軸と、ステアリング軸に連結されるピニオンと、ピニオンに噛合すると共に車輪に連結されるラックと、ステアリング軸又はピニオンに伝達されて操舵を補助する回転力を発生させる電動モータと、を備えるラックアンドピニオン式電動パワーステアリング装置の製造方法において、ラックが、引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束を液状熱硬化性樹脂に含浸させながら、回転する芯材に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材を成形した後、円筒状素材を切削加工して形成され、フィラメント束は、少なくともギヤ歯部とねじ部の表層からの一定深さの部分が、ギヤ歯部とねじ部の角度と略一致するパラレル巻きによって巻き付けられることを特徴とするラックアンドピニオン式電動パワーステアリング装置の製造方法。
(2)有機繊維は、炭素繊維、パラ系アラミド繊維、ポリアリレート繊維、及びポリパラフェニレンベンズビスオキサゾール繊維から選ばれる少なくとも1つであることを特徴とする(1)に記載のラックアンドピニオン式電動パワーステアリング装置の製造方法。
(3)液状熱硬化性樹脂は、エポキシ樹脂とビスマレイミド樹脂の少なくとも一方であることを特徴とする(1)又は(2)に記載のラックアンドピニオン式電動パワーステアリング装置の製造方法。
【発明の効果】
【0012】
本発明のラックアンドピニオン式電動パワーステアリング装置の製造方法によれば、引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束を液状熱硬化性樹脂に含浸させながら、回転する芯材に巻き付け、熱で硬化させるフィラメントワインディング法によって成形した円筒状素材を切削加工してラックを製造するため、鉄系材料以上の強度を維持しつつ、大幅の軽量化と優れた抗折性を持つラックを提供することができる。また、ギヤ歯部とねじ部に相当する部分の有機繊維フィラメントの巻き付け方を、ギヤ歯部とねじ部の角度に一致させたパラレル巻きとしたので、ギヤ歯部とねじ部の強度が向上し、信頼性を更に高めることができる。
【0013】
また、プリプレグを積層して製造するシートワインディング法(プリプレグの厚さと巻数による)と比較すると、フィラメント径と巻数を調整することによって外径精度を細かくコントロールすることができるので、ラックの製作コストを抑制することができる。また、切削加工でギヤ歯部等を仕上げても、シートワインディング法で見られるようなプリプレグ間で生じる可能性がある層間剥離等が起き難く、信頼性の高いラックを得ることができる。
【0014】
なお、有機繊維としては、引張強度が2GPa以上、且つ引張弾性率が50GPa以上の炭素繊維、パラ系アラミド繊維、ポリアリレート繊維、ポリパラフェニレンベンズビスオキサゾール繊維であることが好ましい。さらに、液状熱硬化性樹脂としては、エポキシ樹脂とビスマレイミド樹脂の少なくとも一方であることが好ましい。
【図面の簡単な説明】
【0015】
【図1】自動車の操舵機構部の概略構成図である。
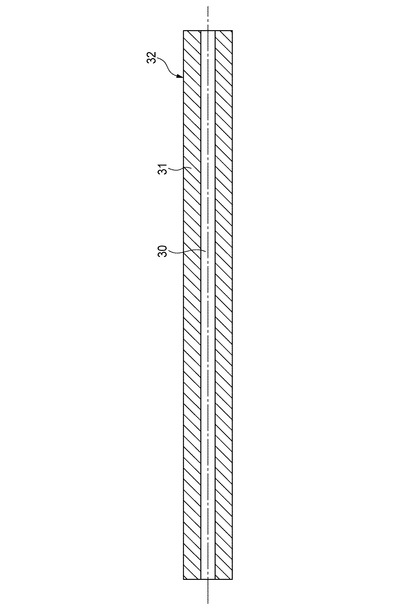
【図2】フィラメントワインディング法によって製作された円筒状素材の断面図である。
【図3】切削加工によって円筒状素材にギヤ歯部及びねじ部が形成されたラックの断面図である。
【図4】フィラメントワインディング法におけるフィラメントの巻き方を説明する図であり、(a)はヘリカル巻きの概略図、(b)はパラレル巻きの概略図である。
【発明を実施するための形態】
【0016】
以下、本発明に係るラックアンドピニオン式電動パワーステアリング装置の製造方法 の一実施形態について、図面に基づいて詳細に説明する。
【0017】
図1に示すように、ラックアンドピニオン式電動パワーステアリング装置10のステアリング軸11は、不図示のステアリングホイールが上端部に固定されて、ステアリング軸用ハウジング12の内部に、軸心を中心に回転自在に支承されている。また、ステアリング軸用ハウジング12は、下部を車両の前方に向けて傾斜した姿勢で、車室内部の所定位置に固定されている。
【0018】
ステアリング軸11の回転を左右の操舵輪の運動に変換するラックアンドピニオン機構20は、軸方向に移動可能なラック21と、ラック21の軸心に対して斜めに支承され、ラック21の歯部に噛合するピニオンを有するピニオン軸22と、ラック21及びピニオン軸22を支承する筒状のラック用ハウジング23と、で構成されている。そして、ラックアンドピニオン機構20は、その長手方向が車両の幅方向に沿うようにして、車両の前部のエンジンルーム内にほぼ水平に配置されている。
【0019】
また、ピニオン軸22の上端部とステアリング軸11の下端部とは、2個の自在継手2 5,26で連結されている。さらに、ラック21の両端部には、不図示の転舵輪が連結されている。
【0020】
そして、運転者によってステアリングホイールに操舵トルク(回転力)が加えられると、ステアリング軸11が回転する。この操舵トルクは、ステアリング軸11に取り付けられた不図示のトーションバーにより検出され、検出された操舵トルクに基づいて、電動モータ13の出力(操舵を補助する回転力)が制御される。電動モータ13の出力は、ステアリング軸11の中間部分に供給され(ピニオン軸22に供給されるようにしてもよい)、運転者の操作による操舵トルクと合わされて、ラックアンドピニオン機構20によって転舵輪を駆動する運動に変換される。
【0021】
ピニオン軸22は、従来から使用されてきた鉄系材料を熱処理することにより、表面硬度を上げて耐摩耗性を向上させたものが用いられている。
【0022】
そして、本実施形態のラック21は、従来の鉄系材料に代わって、引張強度が2GPa以上、且つ引張弾性率が50GPa以上の高強度・高弾性率の有機繊維のフィラメントを束にした有機繊維フィラメント束31を液状熱硬化性樹脂に含浸させながら、回転する芯棒(芯材)30に所定の角度で巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材32を成形した後(図2参照)、この円筒状素材32に切削によってピニオンが噛合するギヤ歯部33及びボールジョイントが螺合する雌ねじ部(ねじ部)34が加工されて仕上げられている(図3参照)。
【0023】
そして、本実施形態では、有機繊維フィラメント束31を構成する引張強度が2GPa以上、且つ引張弾性率が50GPa以上の有機繊維としては、下記表1及び表2に示すようなものを使用することができる。
【0024】
【表1】

【0025】
【表2】
【0026】
表1に示すパラ系アラミド繊維としては、具体的には、ポリパラフェニレンテレフタラミドと、それに第3成分としてジアミンを共重合させて延伸性等を改善したコポリパラフェニレン−3,4’−オキシジフェニレンテレフタラミドである。PBO繊維は、ポリパラフェニレンベンズビスオキサゾール(又はポリパラフェニレンベンゾビスオキサザール)繊維のことである。ポリアリレート繊維は、二価フェノールと芳香族ジカルボン酸との重縮合物である全芳香族ポリエステル繊維のことである。また、表1に示す3種類の繊維の中では、PAN系炭素繊維の引張強度(2.0〜7.1GPa程度)のレベルに近いPBO繊維が最も好適である。
【0027】
引張強度が2GPa以上、且つ引張弾性率が50GPa以上の有機繊維材としては、表2に示す超高分子量ポリエチレン繊維やPAN系炭素繊維があるが、超高分子量ポリエチレン繊維は融点が140℃程度であり、使用時に軟化することが想定されるので、適用が困難である。また、PAN系炭素繊維は、鉄系材料への傷付性があるので、相手部材であるピニオンに熱処理等の硬化処理を行う必要があるため、コストアップにつながる可能性がある。ただし、炭素繊維部分を表面層に使わずに、ラックの剛性を向上させるために、芯材近傍部分に炭素繊維フィラメントを用いてもよい。
【0028】
それに対して、表1に示す3種類の有機繊維は、高強度でありながら、柔軟性を有し、鉄系材料への傷付性がなく、摺動特性にも優れ、従って、相手材であるピニオンに熱処理等の硬化処理を行う必要がなく、低コスト化につながる。また、従来の鉄同士の摺動に比べて、滑らかな作動が可能になる。
【0029】
これらの有機繊維は、液状熱硬化性樹脂との接着性を向上させるために、繊維表面にウレタン樹脂、エポキシ樹脂、アクリル樹脂、及びビスマレイミド樹脂から選ばれる少なくとも一つのサイジング剤で処理されたものを用いるのがより好適である。
【0030】
有機繊維は、平均直径で6〜21μm、より好ましくは、8〜15μmである。なお、平均直径が6μm未満の場合は、繊維径が細すぎて、一本あたりの強度が低いため、安定した製造が困難となり、大幅なコストアップとなるので、実用性が低い。また、平均直径が21μmを越える場合は、一本あたりの強度は増加するものの、繊維が太くなることで、緻密なフィラメントワインディングが困難になり、好ましくない。
【0031】
なお、上記した有機繊維の一部を、鉄への傷付性がなく、強度が低いものの耐熱性に優れる高耐熱性有機繊維を代わりに含有させてもよい、具体的には、メタ系アラミド繊維、ポリフェニレンサルファイド(PPS)繊維、及びポリイミド(PI)繊維等である。
【0032】
また、有機繊維のフィラメント束31を含浸させる液状熱硬化性樹脂としては、エポキシ樹脂が好適に用いられる。その他、ビスマレイミド樹脂、ポリアミノアミド樹脂、及びフェノール樹脂等も適用可能である。なお、ポリアミノアミドはエポキシ樹脂の硬化剤としても使用可能である。
【0033】
また、フィラメントワインディング法により成形された有機繊維強化プラスチックにおいて、エポキシ樹脂等の熱硬化性樹脂分は、20〜40重量%、より好ましくは25〜35重量%含有された状態で用いることが好適である。なお、熱硬化性樹脂分の含有率が20重量%未満の場合は、含有率が少なすぎてフィラメント同士の接着接合が難しく、安定した成形体を製造することが困難になり、好ましくない。また、熱硬化性樹脂分の含有率が40重量%を越える場合は、成形体状態での柔軟性は向上するものの、有機繊維の絶対量が少なすぎるために、鉄鋼材料並の引張強度を達成することが難しくなり、好ましくない。
【0034】
また、本実施形態では、有機繊維フィラメント束31は、完成したラックに求められる、一定レベル以上の引張強度と曲げ強度を達成するために、図4に示すように、芯棒30に対して垂直に近い80〜89°で巻き付けるパラレル巻き工程と、芯棒30に対して平行に近い10〜20°で巻きつけるヘリカル巻き工程とを組み合わせて行う。
【0035】
また、本実施形態では、切削加工によって形成されるギヤ歯部33及び雌ねじ部34の強度を向上させるために、ギヤ歯部33及び雌ねじ部34に相当する部分のフィラメント束31の巻き付け方を、芯棒30に対するギヤ歯角度・ねじ(山)角度に一致させたパラレル巻きとしている。これにより、相手部材とかみ合った時にかかる力を、含有される有機繊維がほとんど切断されていない状態で受けることができるので、繊維自体の高強度が発揮され、優れた耐久性を発揮することが可能になる。
【0036】
なお、芯棒30としては、ラック全体を軽量化するために、アルミニウム、又は表面に酸化被膜(アルマイト)処理を行ったアルミニウム製の丸棒を用いるのが最も好適であるが、強度が不足する場合、あるいはフィラメント巻き付け時の変形(撓み)を考慮して、鉄系材料を用いてもよい。
【実施例】
【0037】
本発明のラックアンドピニオン式電動パワーステアリング装置の製造方法の作用効果を確認するため、本発明の製造方法により製作されたラック(本発明例)と、従来の製造方法により製作されたラック(比較例)について、抗折性、耐久性、及びねじ強度の各試験を行い比較した。
【0038】
(本発明例の製作方法)
鉄製の芯棒30をフィラメントワインディング装置に固定した状態で回転させ、有機繊維フィラメント束31を樹脂含浸槽に浸漬して液状エポキシ樹脂に含浸させた後、張力を掛けながら樹脂含浸槽を移動してフィラメント束31を芯棒30に巻き付けた。
【0039】
巻き方は、図4に示すようなヘリカル巻き(角度は、芯棒30に対して15°に設定)を一定厚み(ギヤ歯部33の底に相当する外径に対して0.3mm小さいところまで)になるまで繰り返した後、パラレル巻き(角度は、芯棒30に対して、ギヤ歯部33に相当する部分では歯部の角度に一致した85°に設定、雌ねじ部34に相当する部分ではねじ角度に略一致した88°に設定)を最終的な径を超えたところまで繰り返した。その後、液状エポキシ樹脂を硬化させるために、150℃で2時間熱処理を行った。次いで、端面からはみ出した芯棒30と、両端部分を切断し、外径の仕上げ加工を行い、図2に示す円筒状素材32を製作した。
【0040】
そして、図3に示すように、円筒状素材32に切削加工を施して、ギヤ歯部33及び雌ねじ部34を形成してラック21とした。これにより、芯棒30に対するギヤ歯部33の角度とフィラメント束31の巻き付け角度(85°)は一致しており、相手部材に対して最も高い強度が保持される。また、雌ねじ部34のねじ角度(リード角)とフィラメント束31の巻き付け角度(88.3°)が略一致しており、高いねじ強度が保持される。
【0041】
(本発明例1の仕様)
(1)有機繊維の種類:PAN系炭素繊維(サイジング剤処理済み、東邦テナックス製テナックス(商標登録)・フィラメントHTA−12K)
(2)フィラメント繊維直径:7μm
(3)フィラメント束数:12000本
(4)フィラメント引張強度:3.92GPa
(5)フィラメント引張弾性率:235GPa
(6)フィラメント伸度:1.7%
(7)液状熱硬化性樹脂含有率:25重量%(エポキシ樹脂、硬化温度150℃)
(8)巻き方の仕様(円筒状素材外径φ28mm、鉄製芯棒外径φ8mm)
ヘリカル巻き(角度は、芯棒に対して15°に設定)厚さ2.0mm
パラレル巻き(角度は、芯棒に対して85°に設定、両端のねじ部のみ88.3°)
厚さ8mmで巻いて硬化させた後、外径部などを切削加工により仕上げ。
【0042】
(本発明例2の仕様)
(1)有機繊維の種類:ポリアリレート繊維(サイジング剤処理済み、クラレ製ベクトラン、高強力タイプ)
(2)フィラメント繊維直径:10μm
(3)フィラメント引張強度:3.23GPa
(4)フィラメント引張弾性率:74.6GPa
(5)フィラメント伸度:3.8%
(6)液状熱硬化性樹脂含有率:25重量%(エポキシ樹脂、硬化温度150℃)
(7)巻き方の仕様:本発明例1と同じ
【0043】
(本発明例3の仕様)
(1)有機繊維の種類:PBO繊維(サイジング剤処理済み、東洋紡製ザイロンHM、高弾性率タイプ)
(2)フィラメント繊維直径:12μm
(3)フィラメント引張強度:5.8GPa
(4)フィラメント引張弾性率:270GPa
(5)フィラメント伸度:2.5%
(6)液状熱硬化性樹脂含有率:25重量%(エポキシ樹脂、硬化温度150℃)
(7)巻き方の仕様:本発明例1と同じ
【0044】
(比較例1の仕様)
鉄系材料(S45C)を冷間鍛造、熱処理して、図3に示す本発明例1のラックと同一形状で中空構造のラックを製作した。
【0045】
(比較例2の仕様)
本発明例1で使用したPAN系炭素繊維を用い、ヘリカル巻き(15°)とパラレル巻き(85°)を厚さ1.0mmずつ交互に巻きつけて円筒状素材を形成し、切削加工により図3に示す本発明例1のラックと同一形状のラックを製作した。
【0046】
(抗折性評価)
比較例1のラックが破壊する破壊荷重を、本発明例1〜3の各ラックに加えて、折れるまでのたわみ量を比較した。結果を表3に示す。なお、たわみ量は、比較例1のたわみ量を1とした相対値で示す。
【0047】
【表3】
【0048】
表3から明らかなように、引張強度が2GPa以上、且つ引張弾性率が50GPa以上の有機繊維フィラメント束を用いたフィラメントワインディング法によってラックを形成することによって、鉄系材料以上の強度を維持しつつ、大幅な軽量化と優れた抗折性を持つラックを得られることがわかった。
【0049】
(耐久性評価及びねじ強度評価)
本発明例1のラックと、比較例2のラックについて、比較例1のラックで実際に使用されている耐久試験スペック及びねじ強度スペックに基づく試験を行い、比較評価した。結果を表4に示す。
【0050】
【表4】
【0051】
表4から明らかなように、本発明例1のラックは、耐久性及びねじ強度ともに、比較例2のラックと比較して大幅に向上していることわかった。
【0052】
従って、本発明のラックアンドピニオン式電動パワーステアリング装置の製造方法でラック21を形成することによって、従来の鉄系材料を用いたラックと同等又はそれ以上の強度と抗折性、特に、ギヤ歯部33と雌ねじ部34の強度が向上し、大幅に軽量化されるにもかかわらず、耐久性、信頼性の高いラック21が得られ、本発明の有効性が実証された。
【0053】
なお、本発明は、前述した実施形態及び実施例に限定されるものではなく、適宜、変形、改良、等が可能である。
【符号の説明】
【0054】
10 ラックアンドピニオン式電動パワーステアリング装置
11 ステアリング軸
13 電動モータ
21 ラック
22 ピニオン軸(ピニオン)
30 芯棒(芯材)
31 有機繊維フィラメント束
32 円筒状素材
33 ギヤ歯部
34 雌ねじ部(ねじ部)
【技術分野】
【0001】
本発明は、ラックアンドピニオン式電動パワーステアリング装置の製造方法に関し、より詳細には、ラックアンドピニオン式電動パワーステアリング装置のラックの製造方法に関する。
【背景技術】
【0002】
乗用車においては、ステアリング軸の回転を左右の転舵輪の運動に変換する機構として、高剛性且つ軽量であることから、ラックアンドピニオン機構が主に用いられている。一方、電動モータの出力によって操舵を補助する電動パワーステリング装置は、モータの回転力をステリング軸に伝達するコラムアシスト式、回転力をピニオンに伝達するピニオンアシスト式、及び回転力をボールねじを介してラックに伝達するラックアシスト式が知られている。
【0003】
操舵の補助を行わないマニュアルステリング装置においては、運転者がステアリングホイ−ルに加えた回転力のみがラックアンドピニオン機構によって転舵輪の運動に変換され るので、ラック及びピニオンに負荷される応力は小さい。また、油圧によって操舵を補助する油圧式パワーステアリング装置においては、操舵を補助する力がラックアンドピニオン機構を介さず直接ラックに伝達されるため、ラック及びピニオンに負荷される応力は小さい。さらに、ラックアシスト式の電動パワーステアリング装置においても、前述したように操舵を補助する回転力がラックアンドピニオン機構を介さず、ボールねじを介してラックに伝達されるため、ラック及びピニオンに負荷される応力は油圧式パワーステアリング装置と同程度である。
【0004】
これに対して、コラムアシスト式及びアシスト式の電動パワーステアリング装置におい ては、運転者がステアリングホイールに加えた回転力と、電動モータから出力される操舵 を補助する回転力との合力が、ラック及びピニオンに負荷されるため、ラック及びピニオンに負荷される応力は、マニュアルステリング装置や油圧式パワーステリング装置の応力と比較すると10倍以上にもなり、相互に噛み合うラック及びピニオンの歯部に摩耗が生じる可能性があった。
【0005】
通常、このラック及びピニオンの歯部の摩耗を抑制するため、ラック及びピニオンの歯部とラックの背面に浸炭焼入れ処理や高周波焼入れ処理を施して、表面硬さをHRC55〜63程度とすると共に、歯の根元芯部の硬さを上記表面硬さよりも10〜20倍程度低い硬さとしている。また、ラック及びピニオンの歯部とラックの背面に、焼入れ処理による第1硬化層と、第1硬化層にショットピーニング処理を施した、焼き入れ硬化層よりも硬い第2硬化層と、の2重の硬化層を設け、ラック及びピニオンの歯部の摩耗を抑制する技術が開示されている(例えば、特許文献1参照)。
【0006】
また、樹脂化により軽量化を図ったウォームギヤ減速機構として、アラミド繊維連続シートを複数層重ねて巻き付けた後、マトリックス樹脂組成物液を含侵して環状形状体を成形し、更に切削加工を施した樹脂製歯車が開示されている(例えば、特許文献2参照)。さらに、ウォームギヤ減速機が、熱硬化性ポリアミノアミド樹脂とアラミド繊維を含む連続シートとを含む繊維強化樹脂複合体である樹脂部を、金属性芯金の外周に一体的に設けると共に、樹脂部の外周面に歯を形成したウォームホイールを備える電動パワーステアリング装置が知られている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005-125972号公報
【特許文献2】特開2006-77809号公報
【特許文献3】特開2007-210424号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
近年、地球温暖化対策として、炭酸ガス排出量の低減や、自動車の低燃費化を達成するため、各部品の軽量化が強く求められている。上記特許文献1に記載のラックアンドピニオン式ステアリング装置は、鉄系材料からなるラック及びピニオンの歯部摩耗を抑制する技術であり、部品の軽量化に対する寄与率は大きくない。また、電動パワーステアリング装置に用いられるラックアンドピニオン機構においても、中空構造とすることによって軽量化を図ったラックもあるが、鉄系材料を使っている限り、一定以上の強度を維持しつつ、更なる軽量化することには限界がある。
【0009】
また、上記特許文献2及び3に記載の電動パワーステアリング装置は、部品を樹脂化することによって軽量化を図っているが、ウォームギヤ減速機構を対象とした技術であり、ラックアンドピニオン式ステアリング装置の軽量化を目的としたものではなかった。
【0010】
本発明は、前述した事情に鑑みてなされたものであり、その目的は、従来の鉄系材料を用いたラックと同等又はそれ以上の強度と抗折性を備え、特に、ギヤ歯部とねじ部の強度向上が図られると共に大幅に軽量化されて、信頼性の高いラックが得られるラックアンドピニオン式電動パワーステアリング装置の製造方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明の上記目的は、下記の構成により達成される。
(1)運転者の操舵によって回転するステアリング軸と、ステアリング軸に連結されるピニオンと、ピニオンに噛合すると共に車輪に連結されるラックと、ステアリング軸又はピニオンに伝達されて操舵を補助する回転力を発生させる電動モータと、を備えるラックアンドピニオン式電動パワーステアリング装置の製造方法において、ラックが、引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束を液状熱硬化性樹脂に含浸させながら、回転する芯材に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材を成形した後、円筒状素材を切削加工して形成され、フィラメント束は、少なくともギヤ歯部とねじ部の表層からの一定深さの部分が、ギヤ歯部とねじ部の角度と略一致するパラレル巻きによって巻き付けられることを特徴とするラックアンドピニオン式電動パワーステアリング装置の製造方法。
(2)有機繊維は、炭素繊維、パラ系アラミド繊維、ポリアリレート繊維、及びポリパラフェニレンベンズビスオキサゾール繊維から選ばれる少なくとも1つであることを特徴とする(1)に記載のラックアンドピニオン式電動パワーステアリング装置の製造方法。
(3)液状熱硬化性樹脂は、エポキシ樹脂とビスマレイミド樹脂の少なくとも一方であることを特徴とする(1)又は(2)に記載のラックアンドピニオン式電動パワーステアリング装置の製造方法。
【発明の効果】
【0012】
本発明のラックアンドピニオン式電動パワーステアリング装置の製造方法によれば、引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束を液状熱硬化性樹脂に含浸させながら、回転する芯材に巻き付け、熱で硬化させるフィラメントワインディング法によって成形した円筒状素材を切削加工してラックを製造するため、鉄系材料以上の強度を維持しつつ、大幅の軽量化と優れた抗折性を持つラックを提供することができる。また、ギヤ歯部とねじ部に相当する部分の有機繊維フィラメントの巻き付け方を、ギヤ歯部とねじ部の角度に一致させたパラレル巻きとしたので、ギヤ歯部とねじ部の強度が向上し、信頼性を更に高めることができる。
【0013】
また、プリプレグを積層して製造するシートワインディング法(プリプレグの厚さと巻数による)と比較すると、フィラメント径と巻数を調整することによって外径精度を細かくコントロールすることができるので、ラックの製作コストを抑制することができる。また、切削加工でギヤ歯部等を仕上げても、シートワインディング法で見られるようなプリプレグ間で生じる可能性がある層間剥離等が起き難く、信頼性の高いラックを得ることができる。
【0014】
なお、有機繊維としては、引張強度が2GPa以上、且つ引張弾性率が50GPa以上の炭素繊維、パラ系アラミド繊維、ポリアリレート繊維、ポリパラフェニレンベンズビスオキサゾール繊維であることが好ましい。さらに、液状熱硬化性樹脂としては、エポキシ樹脂とビスマレイミド樹脂の少なくとも一方であることが好ましい。
【図面の簡単な説明】
【0015】
【図1】自動車の操舵機構部の概略構成図である。
【図2】フィラメントワインディング法によって製作された円筒状素材の断面図である。
【図3】切削加工によって円筒状素材にギヤ歯部及びねじ部が形成されたラックの断面図である。
【図4】フィラメントワインディング法におけるフィラメントの巻き方を説明する図であり、(a)はヘリカル巻きの概略図、(b)はパラレル巻きの概略図である。
【発明を実施するための形態】
【0016】
以下、本発明に係るラックアンドピニオン式電動パワーステアリング装置の製造方法 の一実施形態について、図面に基づいて詳細に説明する。
【0017】
図1に示すように、ラックアンドピニオン式電動パワーステアリング装置10のステアリング軸11は、不図示のステアリングホイールが上端部に固定されて、ステアリング軸用ハウジング12の内部に、軸心を中心に回転自在に支承されている。また、ステアリング軸用ハウジング12は、下部を車両の前方に向けて傾斜した姿勢で、車室内部の所定位置に固定されている。
【0018】
ステアリング軸11の回転を左右の操舵輪の運動に変換するラックアンドピニオン機構20は、軸方向に移動可能なラック21と、ラック21の軸心に対して斜めに支承され、ラック21の歯部に噛合するピニオンを有するピニオン軸22と、ラック21及びピニオン軸22を支承する筒状のラック用ハウジング23と、で構成されている。そして、ラックアンドピニオン機構20は、その長手方向が車両の幅方向に沿うようにして、車両の前部のエンジンルーム内にほぼ水平に配置されている。
【0019】
また、ピニオン軸22の上端部とステアリング軸11の下端部とは、2個の自在継手2 5,26で連結されている。さらに、ラック21の両端部には、不図示の転舵輪が連結されている。
【0020】
そして、運転者によってステアリングホイールに操舵トルク(回転力)が加えられると、ステアリング軸11が回転する。この操舵トルクは、ステアリング軸11に取り付けられた不図示のトーションバーにより検出され、検出された操舵トルクに基づいて、電動モータ13の出力(操舵を補助する回転力)が制御される。電動モータ13の出力は、ステアリング軸11の中間部分に供給され(ピニオン軸22に供給されるようにしてもよい)、運転者の操作による操舵トルクと合わされて、ラックアンドピニオン機構20によって転舵輪を駆動する運動に変換される。
【0021】
ピニオン軸22は、従来から使用されてきた鉄系材料を熱処理することにより、表面硬度を上げて耐摩耗性を向上させたものが用いられている。
【0022】
そして、本実施形態のラック21は、従来の鉄系材料に代わって、引張強度が2GPa以上、且つ引張弾性率が50GPa以上の高強度・高弾性率の有機繊維のフィラメントを束にした有機繊維フィラメント束31を液状熱硬化性樹脂に含浸させながら、回転する芯棒(芯材)30に所定の角度で巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材32を成形した後(図2参照)、この円筒状素材32に切削によってピニオンが噛合するギヤ歯部33及びボールジョイントが螺合する雌ねじ部(ねじ部)34が加工されて仕上げられている(図3参照)。
【0023】
そして、本実施形態では、有機繊維フィラメント束31を構成する引張強度が2GPa以上、且つ引張弾性率が50GPa以上の有機繊維としては、下記表1及び表2に示すようなものを使用することができる。
【0024】
【表1】
【0025】
【表2】
【0026】
表1に示すパラ系アラミド繊維としては、具体的には、ポリパラフェニレンテレフタラミドと、それに第3成分としてジアミンを共重合させて延伸性等を改善したコポリパラフェニレン−3,4’−オキシジフェニレンテレフタラミドである。PBO繊維は、ポリパラフェニレンベンズビスオキサゾール(又はポリパラフェニレンベンゾビスオキサザール)繊維のことである。ポリアリレート繊維は、二価フェノールと芳香族ジカルボン酸との重縮合物である全芳香族ポリエステル繊維のことである。また、表1に示す3種類の繊維の中では、PAN系炭素繊維の引張強度(2.0〜7.1GPa程度)のレベルに近いPBO繊維が最も好適である。
【0027】
引張強度が2GPa以上、且つ引張弾性率が50GPa以上の有機繊維材としては、表2に示す超高分子量ポリエチレン繊維やPAN系炭素繊維があるが、超高分子量ポリエチレン繊維は融点が140℃程度であり、使用時に軟化することが想定されるので、適用が困難である。また、PAN系炭素繊維は、鉄系材料への傷付性があるので、相手部材であるピニオンに熱処理等の硬化処理を行う必要があるため、コストアップにつながる可能性がある。ただし、炭素繊維部分を表面層に使わずに、ラックの剛性を向上させるために、芯材近傍部分に炭素繊維フィラメントを用いてもよい。
【0028】
それに対して、表1に示す3種類の有機繊維は、高強度でありながら、柔軟性を有し、鉄系材料への傷付性がなく、摺動特性にも優れ、従って、相手材であるピニオンに熱処理等の硬化処理を行う必要がなく、低コスト化につながる。また、従来の鉄同士の摺動に比べて、滑らかな作動が可能になる。
【0029】
これらの有機繊維は、液状熱硬化性樹脂との接着性を向上させるために、繊維表面にウレタン樹脂、エポキシ樹脂、アクリル樹脂、及びビスマレイミド樹脂から選ばれる少なくとも一つのサイジング剤で処理されたものを用いるのがより好適である。
【0030】
有機繊維は、平均直径で6〜21μm、より好ましくは、8〜15μmである。なお、平均直径が6μm未満の場合は、繊維径が細すぎて、一本あたりの強度が低いため、安定した製造が困難となり、大幅なコストアップとなるので、実用性が低い。また、平均直径が21μmを越える場合は、一本あたりの強度は増加するものの、繊維が太くなることで、緻密なフィラメントワインディングが困難になり、好ましくない。
【0031】
なお、上記した有機繊維の一部を、鉄への傷付性がなく、強度が低いものの耐熱性に優れる高耐熱性有機繊維を代わりに含有させてもよい、具体的には、メタ系アラミド繊維、ポリフェニレンサルファイド(PPS)繊維、及びポリイミド(PI)繊維等である。
【0032】
また、有機繊維のフィラメント束31を含浸させる液状熱硬化性樹脂としては、エポキシ樹脂が好適に用いられる。その他、ビスマレイミド樹脂、ポリアミノアミド樹脂、及びフェノール樹脂等も適用可能である。なお、ポリアミノアミドはエポキシ樹脂の硬化剤としても使用可能である。
【0033】
また、フィラメントワインディング法により成形された有機繊維強化プラスチックにおいて、エポキシ樹脂等の熱硬化性樹脂分は、20〜40重量%、より好ましくは25〜35重量%含有された状態で用いることが好適である。なお、熱硬化性樹脂分の含有率が20重量%未満の場合は、含有率が少なすぎてフィラメント同士の接着接合が難しく、安定した成形体を製造することが困難になり、好ましくない。また、熱硬化性樹脂分の含有率が40重量%を越える場合は、成形体状態での柔軟性は向上するものの、有機繊維の絶対量が少なすぎるために、鉄鋼材料並の引張強度を達成することが難しくなり、好ましくない。
【0034】
また、本実施形態では、有機繊維フィラメント束31は、完成したラックに求められる、一定レベル以上の引張強度と曲げ強度を達成するために、図4に示すように、芯棒30に対して垂直に近い80〜89°で巻き付けるパラレル巻き工程と、芯棒30に対して平行に近い10〜20°で巻きつけるヘリカル巻き工程とを組み合わせて行う。
【0035】
また、本実施形態では、切削加工によって形成されるギヤ歯部33及び雌ねじ部34の強度を向上させるために、ギヤ歯部33及び雌ねじ部34に相当する部分のフィラメント束31の巻き付け方を、芯棒30に対するギヤ歯角度・ねじ(山)角度に一致させたパラレル巻きとしている。これにより、相手部材とかみ合った時にかかる力を、含有される有機繊維がほとんど切断されていない状態で受けることができるので、繊維自体の高強度が発揮され、優れた耐久性を発揮することが可能になる。
【0036】
なお、芯棒30としては、ラック全体を軽量化するために、アルミニウム、又は表面に酸化被膜(アルマイト)処理を行ったアルミニウム製の丸棒を用いるのが最も好適であるが、強度が不足する場合、あるいはフィラメント巻き付け時の変形(撓み)を考慮して、鉄系材料を用いてもよい。
【実施例】
【0037】
本発明のラックアンドピニオン式電動パワーステアリング装置の製造方法の作用効果を確認するため、本発明の製造方法により製作されたラック(本発明例)と、従来の製造方法により製作されたラック(比較例)について、抗折性、耐久性、及びねじ強度の各試験を行い比較した。
【0038】
(本発明例の製作方法)
鉄製の芯棒30をフィラメントワインディング装置に固定した状態で回転させ、有機繊維フィラメント束31を樹脂含浸槽に浸漬して液状エポキシ樹脂に含浸させた後、張力を掛けながら樹脂含浸槽を移動してフィラメント束31を芯棒30に巻き付けた。
【0039】
巻き方は、図4に示すようなヘリカル巻き(角度は、芯棒30に対して15°に設定)を一定厚み(ギヤ歯部33の底に相当する外径に対して0.3mm小さいところまで)になるまで繰り返した後、パラレル巻き(角度は、芯棒30に対して、ギヤ歯部33に相当する部分では歯部の角度に一致した85°に設定、雌ねじ部34に相当する部分ではねじ角度に略一致した88°に設定)を最終的な径を超えたところまで繰り返した。その後、液状エポキシ樹脂を硬化させるために、150℃で2時間熱処理を行った。次いで、端面からはみ出した芯棒30と、両端部分を切断し、外径の仕上げ加工を行い、図2に示す円筒状素材32を製作した。
【0040】
そして、図3に示すように、円筒状素材32に切削加工を施して、ギヤ歯部33及び雌ねじ部34を形成してラック21とした。これにより、芯棒30に対するギヤ歯部33の角度とフィラメント束31の巻き付け角度(85°)は一致しており、相手部材に対して最も高い強度が保持される。また、雌ねじ部34のねじ角度(リード角)とフィラメント束31の巻き付け角度(88.3°)が略一致しており、高いねじ強度が保持される。
【0041】
(本発明例1の仕様)
(1)有機繊維の種類:PAN系炭素繊維(サイジング剤処理済み、東邦テナックス製テナックス(商標登録)・フィラメントHTA−12K)
(2)フィラメント繊維直径:7μm
(3)フィラメント束数:12000本
(4)フィラメント引張強度:3.92GPa
(5)フィラメント引張弾性率:235GPa
(6)フィラメント伸度:1.7%
(7)液状熱硬化性樹脂含有率:25重量%(エポキシ樹脂、硬化温度150℃)
(8)巻き方の仕様(円筒状素材外径φ28mm、鉄製芯棒外径φ8mm)
ヘリカル巻き(角度は、芯棒に対して15°に設定)厚さ2.0mm
パラレル巻き(角度は、芯棒に対して85°に設定、両端のねじ部のみ88.3°)
厚さ8mmで巻いて硬化させた後、外径部などを切削加工により仕上げ。
【0042】
(本発明例2の仕様)
(1)有機繊維の種類:ポリアリレート繊維(サイジング剤処理済み、クラレ製ベクトラン、高強力タイプ)
(2)フィラメント繊維直径:10μm
(3)フィラメント引張強度:3.23GPa
(4)フィラメント引張弾性率:74.6GPa
(5)フィラメント伸度:3.8%
(6)液状熱硬化性樹脂含有率:25重量%(エポキシ樹脂、硬化温度150℃)
(7)巻き方の仕様:本発明例1と同じ
【0043】
(本発明例3の仕様)
(1)有機繊維の種類:PBO繊維(サイジング剤処理済み、東洋紡製ザイロンHM、高弾性率タイプ)
(2)フィラメント繊維直径:12μm
(3)フィラメント引張強度:5.8GPa
(4)フィラメント引張弾性率:270GPa
(5)フィラメント伸度:2.5%
(6)液状熱硬化性樹脂含有率:25重量%(エポキシ樹脂、硬化温度150℃)
(7)巻き方の仕様:本発明例1と同じ
【0044】
(比較例1の仕様)
鉄系材料(S45C)を冷間鍛造、熱処理して、図3に示す本発明例1のラックと同一形状で中空構造のラックを製作した。
【0045】
(比較例2の仕様)
本発明例1で使用したPAN系炭素繊維を用い、ヘリカル巻き(15°)とパラレル巻き(85°)を厚さ1.0mmずつ交互に巻きつけて円筒状素材を形成し、切削加工により図3に示す本発明例1のラックと同一形状のラックを製作した。
【0046】
(抗折性評価)
比較例1のラックが破壊する破壊荷重を、本発明例1〜3の各ラックに加えて、折れるまでのたわみ量を比較した。結果を表3に示す。なお、たわみ量は、比較例1のたわみ量を1とした相対値で示す。
【0047】
【表3】
【0048】
表3から明らかなように、引張強度が2GPa以上、且つ引張弾性率が50GPa以上の有機繊維フィラメント束を用いたフィラメントワインディング法によってラックを形成することによって、鉄系材料以上の強度を維持しつつ、大幅な軽量化と優れた抗折性を持つラックを得られることがわかった。
【0049】
(耐久性評価及びねじ強度評価)
本発明例1のラックと、比較例2のラックについて、比較例1のラックで実際に使用されている耐久試験スペック及びねじ強度スペックに基づく試験を行い、比較評価した。結果を表4に示す。
【0050】
【表4】
【0051】
表4から明らかなように、本発明例1のラックは、耐久性及びねじ強度ともに、比較例2のラックと比較して大幅に向上していることわかった。
【0052】
従って、本発明のラックアンドピニオン式電動パワーステアリング装置の製造方法でラック21を形成することによって、従来の鉄系材料を用いたラックと同等又はそれ以上の強度と抗折性、特に、ギヤ歯部33と雌ねじ部34の強度が向上し、大幅に軽量化されるにもかかわらず、耐久性、信頼性の高いラック21が得られ、本発明の有効性が実証された。
【0053】
なお、本発明は、前述した実施形態及び実施例に限定されるものではなく、適宜、変形、改良、等が可能である。
【符号の説明】
【0054】
10 ラックアンドピニオン式電動パワーステアリング装置
11 ステアリング軸
13 電動モータ
21 ラック
22 ピニオン軸(ピニオン)
30 芯棒(芯材)
31 有機繊維フィラメント束
32 円筒状素材
33 ギヤ歯部
34 雌ねじ部(ねじ部)
【特許請求の範囲】
【請求項1】
運転者の操舵によって回転するステアリング軸と、前記ステアリング軸に連結されるピニオンと、前記ピニオンに噛合すると共に車輪に連結されるラックと、前記ステアリング軸又は前記ピニオンに伝達されて前記操舵を補助する回転力を発生させる電動モータと、を備えるラックアンドピニオン式電動パワーステアリング装置の製造方法において、
前記ラックが、引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束を液状熱硬化性樹脂に含浸させながら、回転する芯材に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材を成形した後、前記円筒状素材を切削加工して形成され、
前記フィラメント束は、少なくともギヤ歯部とねじ部の表層からの一定深さの部分が、前記ギヤ歯部と前記ねじ部の角度と略一致するパラレル巻きによって巻き付けられることを特徴とするラックアンドピニオン式電動パワーステアリング装置の製造方法。
【請求項2】
前記有機繊維は、炭素繊維、パラ系アラミド繊維、ポリアリレート繊維、及びポリパラフェニレンベンズビスオキサゾール繊維から選ばれる少なくとも1つであることを特徴とする請求項1に記載のラックアンドピニオン式電動パワーステアリング装置の製造方法。
【請求項3】
前記液状熱硬化性樹脂は、エポキシ樹脂とビスマレイミド樹脂の少なくとも一方であることを特徴とする請求項1又は2に記載のラックアンドピニオン式電動パワーステアリング装置の製造方法。
【請求項1】
運転者の操舵によって回転するステアリング軸と、前記ステアリング軸に連結されるピニオンと、前記ピニオンに噛合すると共に車輪に連結されるラックと、前記ステアリング軸又は前記ピニオンに伝達されて前記操舵を補助する回転力を発生させる電動モータと、を備えるラックアンドピニオン式電動パワーステアリング装置の製造方法において、
前記ラックが、引張強度2GPa以上、且つ引張弾性率50GPa以上の有機繊維のフィラメントを束にした1本以上のフィラメント束を液状熱硬化性樹脂に含浸させながら、回転する芯材に巻き付け、熱で硬化させるフィラメントワインディング法によって円筒状素材を成形した後、前記円筒状素材を切削加工して形成され、
前記フィラメント束は、少なくともギヤ歯部とねじ部の表層からの一定深さの部分が、前記ギヤ歯部と前記ねじ部の角度と略一致するパラレル巻きによって巻き付けられることを特徴とするラックアンドピニオン式電動パワーステアリング装置の製造方法。
【請求項2】
前記有機繊維は、炭素繊維、パラ系アラミド繊維、ポリアリレート繊維、及びポリパラフェニレンベンズビスオキサゾール繊維から選ばれる少なくとも1つであることを特徴とする請求項1に記載のラックアンドピニオン式電動パワーステアリング装置の製造方法。
【請求項3】
前記液状熱硬化性樹脂は、エポキシ樹脂とビスマレイミド樹脂の少なくとも一方であることを特徴とする請求項1又は2に記載のラックアンドピニオン式電動パワーステアリング装置の製造方法。
【図1】


【図2】
【図3】

【図4】

【図2】
【図3】
【図4】
【公開番号】特開2010−264813(P2010−264813A)
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願番号】特願2009−116259(P2009−116259)
【出願日】平成21年5月13日(2009.5.13)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成22年11月25日(2010.11.25)
【国際特許分類】
【出願日】平成21年5月13日(2009.5.13)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]