
Fターム[4F205AD17]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 形状、構造 (1,074) | 多孔体、発泡体 (48)
Fターム[4F205AD17]に分類される特許
21 - 40 / 48
複合体風力タービンタワー

【課題】 複合体風力タービンタワー(104)、複合体風力タービンタワー(104)を製造する方法、および複合体風力タービンタワー(104)を形成する装置を提供する。
【解決手段】 タワー(104)は、各々がマトリックス材料と、該マトリックス材料内に配置された複数の強化用繊維(401)を有する第1層(501)および第2層(701)を備える。タワー(104)は、第1層(501)と第2層(701)の中間に配置されたコア層(601)をさらに備える。タワー(104)は、現場で部分的または完全に製造することができる。
(もっと読む)
運送車両用の一体型複合素材からなる車体及びその製造方法

本発明は、複合素材を利用して同時硬化方式で成形された車体及びその製造方法に係り、本発明の一側面によれば、心材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の一面に接着される内皮材と、補強纎維に合成樹脂を含浸させて半硬化させたプリプレグからなる、前記心材の他面に接着される外皮材と、前記心材と外皮材との間に挿入される金属板材から構成されるサンドイッチパネルを利用して車体の形状に一体に成形したことを特徴とする運送車両用の一体型複合素材からなる車体が提供される。 (もっと読む)
強化フォーム材を製造するための装置及び方法
本発明は、強化フォーム材を製造するための、及び繊維半製品(4)をフック(16)に受容させるための装置に関する。この場合、この装置は、搬送装置を備えた第1のサブユニットと、受容装置(3)を備えた第2のサブユニット(5)とを有している。搬送装置(1)は、繊維半製品を受容装置(3)に供給するように構成されていて、前記第1のサブユニット(6)と第2のサブユニット(5)とは、第1のサブユニット(4)を第2のサブユニット(5)に対して相対運動させることによって、所定の長さの繊維半製品(4)が提供される。第2のサブユニット(5)の受容装置は、フック(16)に対して受容装置(3)を相対運動させることによって繊維半製品(4)をフック(16)内に受容させることができる。 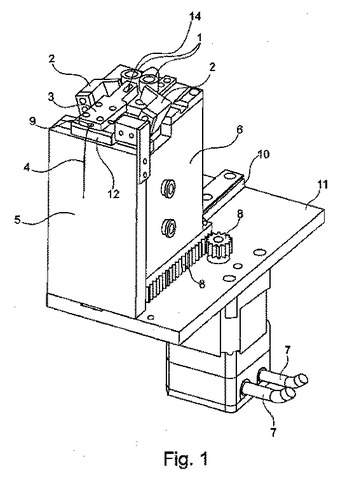 (もっと読む)
(もっと読む)
ハイブリッド複合パネルシステム及び方法
ハイブリッド複合パネルシステム(120)及び方法が開示されている。一実施形態では、アセンブリは第1部分(126)、第1部分(132)に係合している母材(136)、及び第1部分の反対側で母材に係合している第2部分を備えている。第1部分は第1補強材料で補強された複数の第1複合層を含み、第2部分は、第2補強材料で補強された複数の第2複合層を含む。第1及び第2部分は、第1及び第2複合層に対して常時荷重を少なくとも部分的に横方向に担持し、第1部分が印加された常時荷重の大部分を担持するように非対称的に構成されている。 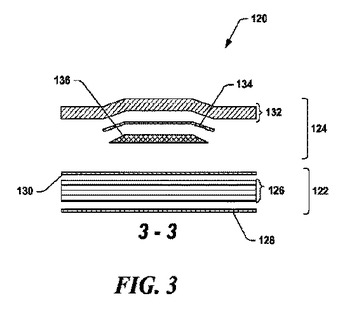 (もっと読む)
(もっと読む)
強化プラスチック製サンドイッチ材の製造方法
【課題】真空注入成形法による、強化プラスチック製サンドイッチ材の製造方法において、樹脂の未含浸の無い、安定な品質を呈し、軽量で低コスト化の図れる改良法を提供する。
【解決手段】前記改良法は、通液性の芯部の両面に通液性補強材を配設してなる被含浸物2に、真空注入成形法によって液状の熱硬化性樹脂を含浸させたのち、硬化させるものである。通液性の芯部としては、樹脂発泡体、貫通穴を開設したシート状体、粒状体を充填した通液性のシート状体が好ましい。通液性補強材としては、不織布、短繊維積層マット状物や長繊維からなるシート状物、布帛、織物、編物のような繊維基材が好ましい。
(もっと読む)
加飾成形用シート、加飾成形用シートの製造方法、樹脂成形品
【課題】 3次元加工の成形品の表面となるように配置させて成形する加飾成形を行う加飾成形用シートにおいて、シート材の連続成形性と、3次元加工の成形品の表面性とを両立させることのできるものを提供する。
【解決手段】 本発明の加飾成形用シート1は、多孔質層10と表皮層11を有している。多孔質層10は、剥離基材上にポリウレタン材料を塗工して湿式凝固法によって連続的に多孔質状に形成したものである。また、表皮層11は多孔質層10に積層されるものである。
そして、加飾成形用シート1を用いて、真空成形などによって成形品5を成形するものであり、成形品5の表面に加飾成形用シート1が配置される。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 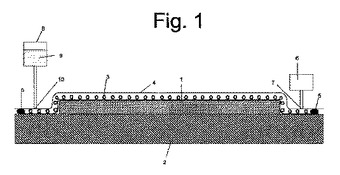 (もっと読む)
(もっと読む)
構造用取付けインサート
部材(12,14)の表面相互間を封止すると共に(或いは)このような部材表面に付着する構造用取付けインサートが開示される。このインサートは、補強材(20)(例えばワイヤメッシュ)及び基材周りに設けられた活性化可能材料(22)を有する。  (もっと読む)
(もっと読む)
補強発泡材料の局所的加工方法及びサンドイッチ構造体
本発明は少なくとも一つの支柱によって補強された発泡材料を有する構造体を加工部位において局所的に加工する方法を提供する。まず、加工部位の領域における支柱連結ゾーン内に前記少なくとも一つの支柱を残しつつ発泡材料が選択的に除去される。次いで、支柱連結ゾーンが充填材で充填され、前記少なくとも一つの支柱が支柱連結ゾーン内で充填材料に連結される。他の態様においては、発泡コアを有するサンドイッチ構造体が提供される。埋込部が少なくとも部分的に発泡コア内に埋め込まれ、充填材料層によって少なくとも一部が囲繞される。少なくとも一つの支柱が発泡材料に組み込まれ、一端部において発泡コアの表面に締結され且つ他端部において充填材層に結合される。 (もっと読む)
コア構造およびその製造方法
本発明は、コア構造の製造方法に関する。最初に、第1のコア構造(1)および第2のコア構造(2)を固定する。第1のコア構造(1)および第2のコア構造(2)は、一定の距離(A)を隔てて位置決めされている。第1のコア構造層(1)と第2のコア構造層(2)との間の空洞(4)の中に、補強素子(3)を挿入する。この補強素子(3)、第1のコア構造層(1)、および、第2のコア構造層(2)は、自己支持型コア構造(10)を形成する。 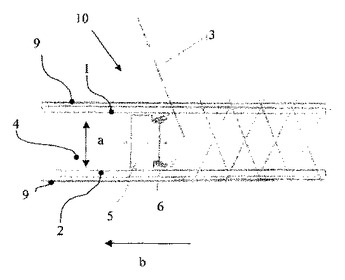 (もっと読む)
(もっと読む)
FRP製成形品、その成形方法並びにその成形型
【課題】品質がばらつかず、接着強度の高いFRP製成形品、その成形方法ならびにその成形型を提供する。
【解決手段】コア材2の外側に繊維材3および樹脂材4からなる少なくとも1層の表皮を接合したFRP製成形品1であって、コア材2の周囲を覆う繊維材3の端部同士を、当該繊維材3のコア材側である内側面8同士で接合させたフランジ部9を有することを特徴とする。
(もっと読む)
FRP成形物の継手構造および継手接合方法
【課題】FRP成形物を船殻に使用しても、水流抵抗の増加や美観の悪化を回避できるようにする。
【解決手段】心材2を中にしてその両外側に繊維強化材3a,3bを積層し、この積層物の継手部となる端縁部に、この継手部の第1の心材となる金属板4の一端側4aをその板厚中心面が積層物の板厚中心面と一致するように埋め込み、樹脂含浸させてこれらが一体化されたFRP成形物1を、金属板4を介して隣接FRP成形物間で連結接合する際に、互いの金属板4,4の露出部4b,4bの先端を突合せ溶接するとともに、これら金属板4,4の前記埋込部を、それぞれボルト・ナット6,7により両FRP成形物1,1の本体側に補助的に固定し、更にこれら補助的固定部および突合せ溶接部8を含む継手部全域に両FRP成形物1,1の本体部の表面と面一となるように第2の心材9を付加し、外側より繊維強化材11a,11bで挟み、樹脂含浸して一体化する。
(もっと読む)
ガラス繊維強化硬質ポリウレタンフォームの製造方法及びガラス繊維強化硬質ポリウレタンフォームの製造装置
【課題】従来よりもより厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造方法並びに厚さ方向のガラス繊維の均一性に優れたガラス繊維強化硬質ポリウレタンフォームの製造に適した製造装置を提供する。
【解決手段】ほぐしローラー20を通過させるほぐし工程と発泡原液組成物を発泡・硬化させる発泡工程を有し、ほぐしローラー20を構成する第1ローラー22と第2ローラー24は、回転軸26、28と回転軸に配設した複数の大径円板30、34と小径円板32、36とからなり、大径円板には両面から傾斜した傾斜部42と断面が円弧状ないし平坦面を有する円弧状の外周縁43とからなる周端部44が形成されており、第1ローラーと第2ローラーの1方の大径円板の周端部が他方の小径円板の外周面に近接ないし当接するように構成されているガラス繊維強化硬質ポリウレタンフォームの製造方法とする。
(もっと読む)
自動車用内装品及びその製造方法
【課題】安価な熱可塑性ウレタンを用い、しかも黄変しにくい表皮の備えた自動車用内装品とする。
【解決手段】少なくとも基材11と表皮12とを備えている。表皮12は、車室表面意匠表皮である第1表皮13と、第1表皮13に積層した第2表皮14とを有している。第1表皮13の組成物は、無黄変ウレタンである。第2表皮14の組成物は、発泡した黄変ウレタンである。
(もっと読む)
繊維強化プラスチック構造体
【課題】 FRP構造体において、金属製インサートとFRP製インサートとの間で剥離が生じても、強固な締結状態が損なわれることを防止可能とする。
【解決手段】 繊維強化プラスチック構造体10は、コア部材12と、コア部材を覆う繊維強化プラスチック製の外皮部材18と、コア部材の外部から内部まで延設された棒状の部材であって、外部に露出した一端には、取付対象物に締結するための締結部が形成され、外部から内部に進むほど、軸線に垂直な断面積が拡大する抜け止め部が形成されている、金属製の第1インサート部材14と、第1インサート部材の抜け止め部と係合する係合部が形成されている、繊維強化プラスチック製の第2インサート部材16と、を備える。
(もっと読む)
編組を用いて製造する繊維複合部品
【課題】軽量で、荷重を適切に担うことができ、従来の金属部品に替えて使用することができるような繊維複合部品を、効率的に、低コストで製造することができるようにする。
【解決手段】繊維複合部品(1)が、凹面として形成された少なくとも1つの端面(4、5)を有するコア材(2)を備えており、その端面に貫通開口(12又は13)が近接配置されており、前記コア材(2)の両側の横側面(6、7)または両側の縦側面(8、9)と、前記貫通開口(12、13)の外周のうちの前記コア材(2)に接していない側の外周とを、編組により形成された繊維複合材(18)がループ状に囲繞している。
(もっと読む)
FRP成形物
【課題】 従来のFRP成形物と金属との接合は、金属外面にローレット加工したり、成形方法により接合強度の向上を図っているが、金属構造物を接合する場合等には、接合強度が不足する場合が多い。
【解決手段】 本発明のFRP成形物においては、鋼板2c等の埋め込み体及び該埋め込み体の開孔2eを一方側から他方側に貫通して設置した炭素繊維等の繊維強化材2dを樹脂含浸により表皮部2aに一体接合した接合端部2とFRP成形部1とでFRP成形物を形成する。
(もっと読む)
強化発泡材
【課題】本発明は発泡材(1)を補強する方法と、補強されたサンドイッチ構造材(5)および類似の装備を備えた航空機に関する。
【解決手段】この方法においては、発泡材(1)は繊維束(3)を与えられるが、発泡材(1)は針(9)によって挿入される。この場合、針(8)が最初に片側から発泡材(1)に管通穴(2)を開け、その後針(8)でもう一方の側に設置される繊維束(3)を把持し、発泡材(1)に前記繊維束を押し込む。
(もっと読む)
ポリウレタン層の製造法、これにより得られたポリウレタン層、及びその人工革としての使用法
本発明は方法、特に溶剤なしでポリウレタン層を製造する方法及び人工革としてのそれの使用に関する。 (もっと読む)
21 - 40 / 48
[ Back to top ]