
Fターム[4F205AG09]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 一般形状、構造物品(用途物品優先) (2,731) | 管状体(←配管パイプ) (292) | 異形管(←非円形断面) (23)
Fターム[4F205AG09]に分類される特許
1 - 20 / 23
基板収納カセット用繊維強化樹脂製サポートバーの製造方法
【課題】軽量かつ高い曲げ剛性を備えた繊維強化樹脂製サポートバーを早いサイクルで安価に製造する基板収納カセット用繊維強化樹脂製サポートバーの製造方法を提供することである。
【解決手段】断面角形状の長尺状の芯材2に繊維強化樹脂製のプリプレグ3を複数層巻きつけて内筒体4を形成する内筒体形成工程と、前記内筒体4の側面に、該内筒体4の軸方向に沿って、繊維強化樹脂製のプリプレグ3からなる補強層5を積層して予備成形体6を形成する積層工程と、前記予備成形体6の外層にラッピングテープ7を巻きつけるラッピング工程と、前記ラッピングされた予備成形体6を加熱する加熱硬化工程と、により、基板収納カセット用繊維強化樹脂製サポートバーを製造する。
(もっと読む)
湾曲管の製造方法

【課題】プリプレグシートを積層した石膏内型を加熱して硬化させた後に、当該石膏内型を容易に破壊除去することができる湾曲管の製造方法を提供する。
【解決手段】石膏内型2の表面にプリプレグシート1aを積層し、加熱手段によりプリプレグシート1aを硬化させた後に、石膏内型2を破壊除去して湾曲管1を得る湾曲管の製造方法であって、湾曲面3aを内面に有する分離式雌型3の中心部に、熱または溶剤により溶解する中子4を配置して、分離式雌型3と中子4との間に石膏2aを注入し、石膏2aを乾燥させ硬化させた後に、中子4を溶解除去して石膏内型2を得るとともに、この石膏内型2にプリプレグシート1aを積層して加熱手段により硬化させた後に、石膏内型2を破壊除去する。
(もっと読む)
繊維強化樹脂製レジューサの製造方法
【課題】口径組み合わせ毎に成形型を必要とすることなく、一つの成形型で所定口径組み合わせに対応することが可能である、簡便な繊維強化樹脂製レジューサの製造方法を提供する。
【解決手段】上記の製造方法を、使用する最大口径から最小口径まで絞り込んだ断面漏斗状のテーパ面を有する円錐台状の成形型本体と、その両端より延出する回転軸とからなる成形型を用意し、この成形型に、その回転軸を回転させながら、フィラメントワインディング法により樹脂を含浸させた強化繊維基材を、成形型を囲包するように巻き付け、樹脂を固化或いは硬化させて成形したのち、脱型して、漏斗状管状体を作成し、次いで、漏斗状管状体の両端にその口径に略合う直管を連接するものとする。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】 連続した断面形状の繊維強化樹脂成形品を、安定した物性で精度よく製造し、作業環境の悪化を招くことのない新規な製造方法とする。
【解決手段】 一実施形態としての繊維強化樹脂成形品の製造方法は、熱可塑性物の母材樹脂を繊維形態とした樹脂繊維101と補強繊維102とが引き揃えられた複合繊維中間体10を成形金型3に導入し、成形金型3内で加熱し樹脂繊維101を溶融する。さらに、これを成形金型3から連続的に引き出し、冷却して固化する。成形金型3は母材樹脂の溶融温度以上に加熱し、複合繊維中間体10を導入する。樹脂繊維101は、成形金型3の通路31の内周面に沿って高い含有比率で配置されることが好ましい。
(もっと読む)
複合連結棒を製造する方法及びその方法により製造された連結棒
【課題】 好適な連結棒を製造する方法を提供する。
【解決手段】 この方法は少なくとも次の連続工程を含む:a)内部本体(18)を製造する;b)内部本体(18)の一端を、各端片(5)の減少した外径の端部に付加し、内部本体(18)の前記端を端片の肩(6)上に載せる;c)第二マンドレル(19)の第一部分(19a)を各端片の中空円筒形部分(1)内に挿入し、第二マンドレル(19)の第二部分(19b)の自由端に駆動あご(20)を置く;d)前記予備含浸された繊維(16)を内部本体(18)、端片(1,3,4)及び第二マンドレル(単数または複数)の第二部分(単数または複数)(19b)からなる集成体の外表面上に巻き、前記繊維はそのとき外部本体(21)を形成する;e)あご(単数または複数)(20)を除去した後、内部本体(18)及び外部本体(21)を重合し、重合された単一片本体(22)を形成する;f)第二マンドレル(単数または複数)(19)を除去し、重合された単一片本体(22)を必要な長さに切断する。
(もっと読む)
FRP製長尺角パイプの成形方法
【課題】マンドレルを使用しないで、作業効率よくFRP製の長尺角パイプをオートクレーブ成形する方法を提供すること。
【解決手段】別々に賦形された断面コ字形の上側部材と下側部材を、上型と下型からなる成形型に断面ロ字形に接合配置してFRP製の長尺角パイプをオートクレーブ成形するに際し、先ず、上側部材が敷設された上側賦形型を減圧条件下に置いて上側部材を上側賦形型に密着させ、次いで、該上側賦形型に密着した上側部材を、成形型の下型に敷設された下側部材と断面ロ字形に接合配置し、その後、前記上側賦形型を成形型の上型として前記成形型の下型と型締めしオートクレーブ成形を行う成形方法である。
(もっと読む)
補強用プリプレグシート及び構造体の補強方法
【課題】 本発明は、優れた機械的強度を有し且つ軽量性に優れた補強用プリプレグシートを提供する。
【解決手段】 本発明の補強用プリプレグシートは、アラミド繊維又は玄武岩繊維を含む繊維束から形成された網状体に未硬化の熱硬化性樹脂を含浸させてなることを特徴とするので、軽量性に優れていると共に、硬化させることによって優れた機械的強度を発揮するので、風力発電用ブレードなどのように軽量性と強度とが要求される用途に好適に用いることができる。
(もっと読む)
板状成形品及びその製造方法
【課題】板厚精度及び曲げ弾性率に優れ、寸法収縮率が小さく、カスレ、ボイド残り、及び板厚ダレがなく、反り及びねじれが少なく、生産性のよい板状成形品及びその製造方法を提供する。
【解決手段】複数本の繊維糸に熱硬化性樹脂組成物を含浸させたのち加熱金型により硬化して得られた引き抜き成形品の複数を、接着剤、接着シート、及びプリプレグのいずれか1種以上で接着して製造された板状成形品及びその製造方法である。
(もっと読む)
制振性繊維強化複合材料
【課題】
産業用梁部材において、軽量かつ高剛性でありながら、制振性に優れた繊維強化複合材料を提供することである。
【解決手段】
複数層の強化繊維層を含む積層体を組み合わせなる、長手方向に直交する断面が4角形である繊維強化複合材料であって、それぞれの積層体は別個に積層されており、少なくとも1つの積層体には破断伸びが50〜1000%である粘弾性樹脂層が含まれ、前記粘弾性樹脂層が含まれてなる積層体中少なくとも1層の粘弾性樹脂層は前面にわたって存在してなることを特徴とする繊維強化複合材料。
(もっと読む)
繊維強化樹脂部材とその製造方法、および繊維織物の製造装置
【課題】少なくとも曲がり部を有するマンドレル外周において、長手方向糸を滑らせることなく配置することがき、もって長手方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材とその製造方法、および該繊維強化樹脂部材のための繊維織物の製造装置を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の長手方向に延びる複数の長手方向糸Q,…と、該長手方向に対して所定角度傾斜した複数の斜向糸P,…とが編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材1であり、この繊維強化樹脂部材1は少なくとも曲がり部1”とを有しており、曲がり部1”において、長手方向糸Q、…が長手方向に対してたとえば10〜15度の範囲の傾斜姿勢で螺旋巻きされている。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する芯鞘構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】少なくとも次の(1)〜(3)の工程を順次経て芯鞘構造の繊維強化プラスチックを成形する。(1)切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体をマンドレル上に設ける賦形工程、(2)成形型内に積層体を配置し、熱硬化性樹脂を軟化させ、発泡性樹脂を注入して、発泡、硬化させると同時に、前記発泡性樹脂の発泡圧で前記積層体を伸張させ、成形型に押し付けて硬化させ、芯鞘構造の繊維強化プラスチックを成形する成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
FRP管状体
【課題】FRP製ロボットハンドの曲げ剛性向上と機械加工性の向上との両立を可能とするFRP管状体を提供する。
【解決手段】繊維強化プラスチックからなる管状体において、外表面が、管軸方向に対し−5〜+5°の範囲内で一方向に引き揃えられた炭素繊維を強化繊維とするCFRP層[A]と、織物および/または不織布を強化繊維として厚みが0.01〜0.2mmの範囲内のFRP層[B]とからなり、外表面の全面積に占める[A]の面積が30〜98%の範囲内であり、かつ管状体を形成するFRPの厚み方向への貫通穴の外周がFRP層[B]に接していることを特徴とするFRP管状体。
(もっと読む)
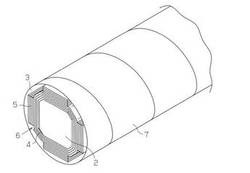
樹脂管及び樹脂管を用いたポンプ装置、並びに、樹脂管成形用内型の組立方法及び樹脂管の製造方法
【課題】所定の曲げ強度を確保しながらも、煩雑な製造工程を招くことなく、製造コストを低減することができる樹脂管及び樹脂管の製造方法を提供する。
【解決手段】複数の平板1、2を軸心方向に沿って環状に組み合わせて断面形状が多角形となる管体用内型3を形成するとともに、管体用内型3の端部にフランジ用型4を取り付けるフランジ型取付工程と、形成された管体用内型3及びフランジ用型4の表面にマトリックス樹脂を含浸した強化繊維10を積層して樹脂管を形成する積層工程と、樹脂が固化した後にフランジ用内型3及び管体用型4を離脱させる型外し工程を備え、前記内型の外面または内面に形成される角部を基準に、樹脂管のフランジ部に設ける接続手段の位置が決定される。
(もっと読む)
建築部材の製造方法
【課題】硬く機械的強度が高く強度のばらつきの小さな建築部材を製造でき、また成形する金型の温度、圧力等の品質管理に必要な条件数が少なく管理が容易で品質の安定性に優れ、さらに容易に長尺の建築部材を製造できる建築部材の製造方法を提供することを目的とする。
【解決手段】本発明は、横断面が略円形,略楕円形又は略多角形のいずれかの棒状に形成された建築部材の製造方法であって、天然繊維5が撚り合わせられ又は編組され若しくはスライバ状にされた繊維集合体9と接着剤若しくは合成樹脂3とを型10内に収容し、(a)接着剤若しくは合成樹脂3を硬化させて、又は、(b)合成樹脂を溶融させた後に型10から引き抜き冷却硬化させて成形体15を形成する成形体形成工程を備える。
(もっと読む)
組機可動式ブレイダー装置
【課題】長尺で、曲がっている部分を有するマンドレルに対するブレイディングを、極めて効率的に行う組機可動式ブレイダー装置を提供すること。
【解決手段】組機2を用いてマンドレル3のまわりにブレイディング層を組織するブレイダー装置であって、組機をマンドレルの軸線に沿って移動させる組機移動手段を設けたものであり、前記組機移動手段が、前記組機に直接的あるいは間接的に設けた駆動源と、マンドレルの平面視軸線および/あるいはマンドレルの側面視軸線に合致する第1のガイド手段および/あるいは第2のガイド手段とを含むものからなる組機可動式ブレイダー装置である。
(もっと読む)
FRP製角パイプの成形法。
【課題】外内寸法に精確度が要求されるような断面が角形のFRP製角パイプを、プリプレグを用いて、オートクレーブやホットプレスを用いる圧縮成形法で、容易に成形体として得る方法を提供すること。
【解決手段】FRP製角パイプを成形するに際し、断面が角形のマンドレル(中子)にプリプレグを巻回・積層し、このプリプレグの表面に、角パイプの外型となる分割型の型枠を装着・固定し、次いで、型枠を加熱・加圧することからなるFRP製角パイプの成形法。
(もっと読む)
繊維強化樹脂製の管状部材およびその製造方法
【課題】軽量であり剛性が高い繊維強化樹脂製の管状部材を容易に得ることができ、成形性に優れた繊維強化樹脂製の管状部材および製造方法を提供することにある。
【解決手段】繊維強化樹脂製の管状部材は、少なくとも長繊維状の多数本の強化繊維が同一方向に配列された繊維強化樹脂層1aから構成されていることを特徴とするものであり、前記管状部材1は、断面が略小判形状であり、その外周面は、4つの面領域、即ち、平面部1bである上面2および下面3と曲面部1dである左側面4及び右側面5に区分されており、前記平面部1cの樹脂含有量の値は、前記曲面部1cの樹脂含有量の値に比べて3%〜30%少ない構成としている。
(もっと読む)
FRP製角パイプの成形方法。
【課題】断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて容易に、且つ正確な角を有する成形体として得る方法を提供すること。
【解決手段】上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することからなるFRP製角パイプの成形方法。
(もっと読む)
複合材及び複合材の製造方法
【課題】軽量化を損なうことなく、剛性・強度を大きくできる繊維強化樹脂製の複合材を提供する。
【解決手段】バンパレインフォース11は、筒形状に形成された繊維強化樹脂製の複数の骨格部材12,13,14と、複数の骨格部材12,13,14の周囲にフィラメント150を巻いて筒状に形成された繊維強化樹脂製の結束部15とから構成されている。骨格部材12,13,14の外周面の一部には平面の接合部121,131,132,141が形成されている。隣り合う骨格部材12と骨格部材13とは、平面の接合部121,131で平面接合されており、隣り合う骨格部材13と骨格部材14とは、平面の接合部132,141で平面接合されている。
(もっと読む)
湾曲した複合構造要素の製造方法
湾曲した複合構造要素の製造方法は、取外し可能な基板上の平らな曲面にウェブプライ(310)を製作し、そのプライを製造工具(200)の湾曲したウェブ表面に置くステップを含むことができる。さらに、複合テープを用いて、キャッププライ(402)を1つまたは両方のフランジ表面に置くことができる。次に構造要素レイアップを検査することができ、いかなる余分な複合材料もトリミングで取除くことができる。 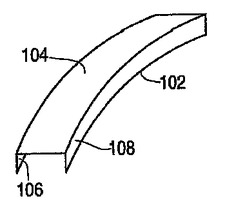 (もっと読む)
(もっと読む)
1 - 20 / 23
[ Back to top ]