
Fターム[4F205HA33]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 樹脂 (969) | 硬化性樹脂 (706)
Fターム[4F205HA33]に分類される特許
361 - 380 / 706
繊維複合要素の製造装置及び製造方法
本発明は、繊維複合材料要素を製造すべく少なくとも1つのウェブ状材料(6)を型枠工具(10)即ち部分的完成品(2)の表面に位置させる少なくとも1つの搬送装置(4)を有する、繊維複合材料(2)を製造するための装置(1)に関する。装置(1)は搬送装置が設けられる少なくとも1つの搬送具(20)を有し、その上にて搬送装置(4)を移動させるための搬送具が表面(8)に対して移動自在である。本発明は繊維構造体要素の製造方法に更に関する。 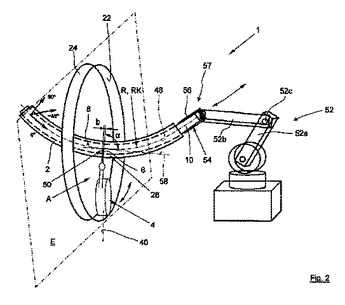 (もっと読む)
(もっと読む)
フィラメントワインディング成形における樹脂付着方法と樹脂付着装置
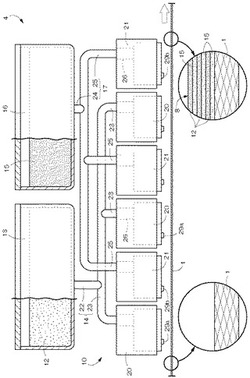
【課題】樹脂付着作業の高速化を図ることができ、しかもメンテナンスの容易化を図ることができる、FW成形における樹脂付着方法および樹脂付着装置を提供する。
【解決手段】本発明においては、液滴噴射方式により繊維1の表面に向けて樹脂8を噴射することにより、該繊維1に樹脂8を付着させる。樹脂付着装置4は、主剤噴射用のノズル29aと硬化剤噴射用のノズル29bとを多数個備える液滴噴射装置10と、これらノズル29a・29bと所定の対向間隔を置いて繊維1を走行させる走行装置11と、主剤12が充填された主剤タンク13を含み液滴噴射装置10に主剤12を供給する第1経路14と、硬化剤15が充填された硬化剤タンク16を含み液滴噴射装置10に硬化剤15を供給する第2経路17とを備える。
(もっと読む)
繊維強化樹脂複合材料及びそれを成形してなる成形品

【課題】軽量かつ耐衝撃性、材料の飛散防止性能に優れると共に、プレス成形が困難な凹凸の多い成形品等を成形する際の賦形性に優れる、繊維強化樹脂複合材料を提供する。また、繊維強化樹脂複合材料を成形してなる、軽量で、耐衝撃性、材料の飛散防止性能及び外観に優れる成形品を提供する。
【解決手段】繊度が200dtex〜900dtexの高強度かつ高弾性率の有機繊維糸条よりなる目付(単位面積当りの重量)が50g/m2〜200g/m2の3軸織物を、強化繊維が炭素繊維よりなる目付が50g/m2〜500g/m2の織物で、マトリックス樹脂が熱硬化性樹脂で、かつ樹脂の重量含有率が30%〜70%である樹脂シートの少なくとも片面に、積層一体化してなる繊維強化樹脂複合材料、並びに、該材料を成形してなる成形品。
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 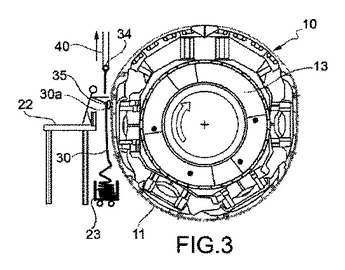 (もっと読む)
(もっと読む)
多色成形品の製造方法及びこの製造方法を用いて作製した多色FRP成形品
【課題】本発明は、スプレーによる色分けやマスキングによる色分けが困難なほどに柄模様が微細であっても、この微細な柄模様(凹凸)の凹部(底部)と凸部(頂部)が色分けされることにより、微細な柄模様が多色化された多色成形品の製造方法及びこの製造方法によって製造された多色成形品を提供することを目的とする。
【解決手段】本発明は、凹凸による型模様を備え、前記型模様が、前記凹凸の底部Aによって形成される第1パターンと、前記凹凸の頂部Bによって形成される第2パターンと、前記頂部Bよりも高い頂部Cによって形成される第3パターンとを有するFRP型を用い、それぞれのパターン毎に異なる色のゲルコート樹脂を塗布した後、スキージングすることにより、微細な多色模様を形成する多色成形品の製造方法、及び、この製造方法で製造した多色成形品である。
(もっと読む)
管状体の製造方法及び管状体
【課題】製造工程中において樹脂含有率を低下させうる管状体の製造方法の提供。
【解決手段】本発明は、FRP管状体の製造方法に関する。この製造方法は、マンドレル2に繊維とマトリクス樹脂とを含む繊維強化樹脂部材4を巻回して中間成形体6を得る工程、上記中間成形体6の外周面に張力を付与しつつラッピングテープ8、10を巻き付けるテープ巻き付け工程、上記ラッピングテープ8、10が巻き付けられた上記中間成形体6において上記マトリクス樹脂を硬化させる硬化工程及び上記硬化工程の後に上記マンドレル2の引き抜き及び上記ラッピングテープ8、10の除去を行って硬化管状体を得る工程を含む。上記テープ巻き付け工程は、上記中間成形体6の外周面に織物テープ8を巻き付ける第一巻き付け工程及びこの第一巻き付け工程の後に樹脂フィルムテープ10を巻き付ける第二巻き付け工程を含む。
(もっと読む)
繊維強化樹脂製筒状体の製造方法
【課題】長手方向の途中に太径部を有する繊維強化樹脂製筒状体の製造方法において、マンドレルに対する中子の形成を簡単にすると共に、繊維強化樹脂製筒状体を成形後の中子の除去を容易にし、生産性を向上するようにした繊維強化樹脂製筒状体の製造方法を提供する。
【解決手段】マンドレル1の長手方向途中に水分を含有した天然粘土2により太径の中子3を形成し、天然粘土2が固化したのちマンドレル1に中子3を被覆するようにプリプレグを巻き付けて筒状体4を形成し、プリプレグを加熱硬化させたのち筒状体4からマンドレル1を抜き取ると共に、水7を筒状体4内へ流し入れて中子3を溶解除去する。
(もっと読む)
繊維強化樹脂製管状体の製造方法
【課題】プリプレグの角部の欠けを防止することで、十分な性能を有した繊維強化樹脂製管状体を得ることのできる繊維強化樹脂製管状体の製造方法を目的とする。
【解決手段】強化繊維とマトリックス樹脂を含む繊維強化樹脂からなる四辺形のプリプレグ11をローリング板(下ローリング板112)上でマンドレル10に巻回して管状体を製造する際に、マンドレル10の外周面に、マンドレル10の軸方向に対して斜めに強化繊維が引き揃えられたプリプレグ11の1辺(巻き始め端部12)を仮止めする仮止め工程と、プリプレグ11の仮止めされていない2つの角部のうち、前記強化繊維の引き揃え方向と交差する仮止めされていない2辺で挟まれた角部Cが、ローリング板上における予め滑剤120が塗布された部分に対応するように、前記プリプレグ11をローリング板上に配置し、マンドレル10にプリプレグ11を巻回する巻回工程とを有する。
(もっと読む)
繊維複合部品を製造するための方法
本発明は、繊維およびマトリックス材料からなる予備成形物(12)を、成形用型に入れ、但し、予備成形物(12)は周縁(18)を有すること、および、繊維複合部品が製造されるように、予備成形物(12)にマイクロ波(28)を照射すること、を有する、繊維複合部品を製造するための方法に関する。本発明によれば、予備成形物の周縁(18)を、少なくとも部分的に、成形用型(10)と接触させるように、予備成形物(12)を成形用型(10)に入れることが提案されている。 (もっと読む)
プリフォームの製造方法および製造装置
【課題】プリフォーム製造の生産性が高い上に、切り込みを形成したプリプレグを雌型と雄型とで挟んでプリフォームを製造する場合でも、得られるプリフォームにおける皺の発生を抑制できるプリフォームの製造方法および製造装置を提供する。
【解決手段】本発明のプリフォームの製造方法は、シート状のプリプレグ30を切り込んで、その両側を重ね合わせて賦形するプリフォームの製造方法であって、雌型10に取り付けた帯状または棒状の弾性部材40によって、プリプレグの、切り込みの片側の近傍33を雄型20に押圧しながら、プリプレグ30を雄型20により雌型10内に押し込んで賦形する方法である。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12、13から繰り出される繊維束RをマンドレルM1に巻付ける巻付け装置と、巻付け前のマンドレルを巻付け位置に設置し、巻付け後のマンドレルを巻付け位置から排出する設置・排出装置5と、繊維束を保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束を切断する切断装置とを備え、受渡装置は、巻付け後のマンドレルから巻付け前のマンドレルに繊維束を受け渡す受渡リング31、32を含み、巻付け後のマンドレルの軸方向端部に当接する先の受渡リングと、次に巻付け位置に設置される巻付け前のマンドレルのための後の受渡リングとを有し、先の受渡リングと後の受渡リングとを連結手段を介して軸方向に連結し、後の受渡リングに繊維束を巻付けた後、先の受渡リングと後の受渡リングとの間で、繊維束を切断し、巻付け後のマンドレルを排出するフィラメントワインディング自動化システム。
(もっと読む)
制振性繊維強化複合材料
【課題】
産業用梁部材において、軽量かつ高剛性でありながら、制振性に優れた繊維強化複合材料を提供することである。
【解決手段】
複数層の強化繊維層を含む積層体を組み合わせなる、長手方向に直交する断面が4角形である繊維強化複合材料であって、それぞれの積層体は別個に積層されており、少なくとも1つの積層体には破断伸びが50〜1000%である粘弾性樹脂層が含まれ、前記粘弾性樹脂層が含まれてなる積層体中少なくとも1層の粘弾性樹脂層は前面にわたって存在してなることを特徴とする繊維強化複合材料。
(もっと読む)
管状プリプレグ賦形品の製造方法および繊維強化樹脂製管状体の製造方法
【課題】プリプレグの巻き忘れを防止できる管状プリプレグ賦形品の製造方法、所望の強度および剛性を有する管状体を容易に製造できる繊維強化樹脂製管状体の製造方法を提供する。
【解決手段】本発明の管状プリプレグ賦形品の製造方法は、2枚以上のプリプレグ11,12,13を巻回し、積層して、管状プリプレグ賦形品10を製造する際に、各プリプレグの、巻き方向に沿う一方または両方の縁部11a,12a,13aが露出するように積層する方法である。本発明の繊維強化樹脂製管状体の製造方法は、上述した管状プリプレグ賦形品の製造方法により製造した管状プリプレグ賦形品10を加熱硬化する方法である。
(もっと読む)
被成形材の成形方法
複合部品の製造における被成形材を成形する製造方法に関するものである。その方法は、雄型の上に、前記雄型の頂部の上に位置する第1の部位及び該雄型の片側に突き出す第2の部位とを有する前記被成形材と隔壁を載置する工程と、前記隔壁の全域に亘って圧力差を与え、前記圧力差を与える際に前記雄型を超えて前記隔壁を広げることにより、前記雄型の側部に前記被成形材の第2の部位を接触させて次第に変形させる工程を有する。前記隔壁は、該隔壁の平面内で5MPa超の引張係数を有する。任意に、支持膜は、前記被成形材の対向する側部に載置しても良い。支持膜が使用される場合において、前記隔壁は、該隔壁の平面内で、支持膜の平面内における剛性よりも大きい剛性を有する。  (もっと読む)
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してFRP型、及びFRP成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れるFRP成形品の製造方法及びこの製造方法により作製したFRP成形品を提供することを目的とする。
【解決手段】本発明は、FRP型の織り目模様を施す表面の上にガラス繊維マットを載せて、このガラス繊維マットに不飽和ポリエステル樹脂を含浸させ、この上に織物を載せて、この織物に不飽和ポリエステル樹脂を含浸させた後、前記不飽和ポリエステル樹脂が半硬化となった状態で、前記織物を引き剥がすことにより、前記織物の織り目模様を転写してFRP型を作製する工程と、このFRP樹脂型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
引抜成形品の製造方法
【課題】寸法精度に優れ、外観品位の高い引抜成形品を、より高い成形速度で生産性よく製造することのできる引抜成形方法を提供すること。
【解決手段】連続的に給糸した補強繊維に熱硬化性樹脂を含浸させた基材を、加熱した引抜成形用金型空間に挿通するとともに、基材に張力を加えて引き抜くことにより、繊維強化樹脂を成形する引抜成形方法であって、金型空間内での基材中の熱硬化性樹脂の反応率が50〜80%となる部分より、成形方向に垂直な金型空間の断面の面積を、基材入口側金型空間における対応する断面の面積より大きくすること、好ましくは1倍を超え1.1倍以下とすることを特徴とする、引抜成形品の製造方法。
(もっと読む)
FRP成形品の製造方法及びこの製造方法を用いて作製したFRP成形品
【課題】本発明は、液状樹脂を使用してモデル型、FRP型、及び成形品を作製する場合に、織物の織り目模様が精密に転写され自然な風合が再現でき、装飾性に優れる成形品の製造方法及びこの製造方法により作製した成形品を提供することを目的とする。
【解決手段】本発明は、モデル型の織り目模様を施す表面の上にモデルとなる織物を載せ、この織物に硬化剤を配合した液状樹脂を含浸させた後、前記織物の織り目模様が浮き出るように、織り目に残る前記液状樹脂の量を調整し、この織物を硬化させてモデル型を作製する工程と、このモデル型から反転してFRP型を作製する工程と、このFRP型から反転してFRP成形品を作製する工程とを有するFRP成形品の製造方法である。
(もっと読む)
引抜成形品の製造方法、および該製造方法により得られた成形品
【課題】本発明は、速硬化性のみならずマトリックスと繊維強化材との接着性にも優れる、引抜成形に好適に用い得る樹脂組成物を提供することを目的とする。
【解決手段】本発明の引抜成形品の製造方法は、エポキシ樹脂(A)、エポキシ樹脂用硬化剤(B)、(メタ)アクリレート(C)、(メタ)アクリレート用硬化剤(D)、および有機親和性を有する層状珪酸塩(E)を含む樹脂組成物と繊維強化材とを用いて引抜成形することを特徴とする。
(もっと読む)
ピンを差し込んで性能を補強した複合材積層構造物、前記複合材積層構造物の製造方法、装置、及び前記装置の製作方法
本発明は、複合材積層構造物の厚さ方向にピンを差し込んで複合材積層構造物の層間性能を補強するか、複数の積層部材を接触連結する、ピンを差し込んで性能を補強または複数部材を連結した複合材積層構造物、前記複合材積層構造物の製造方法、装置及び前記装置の製作方法に関する。本発明の複合材積層構造物の製造装置は、層間分離性能補強または複数の積層部材間の接触連結のためにピンを差し込む複合材積層構造物の製造装置であって、硬化前または硬化後の状態の複合材積層構造物21上にのせられて、垂直方向に形成された複数個の穴53内に、それぞれ前記複合材積層構造物21内に挿入されるピン51が備えられる下部ガイド50と、前記下部ガイド50上にのせられて、前記ピン51と対応する位置に垂直方向に移動自在に形成されるガイドピン41が備えられる上部ガイド40と、を含んで構成される。 (もっと読む)
繊維強化プラスチック長尺シートの製造方法
【課題】厚み精度が高く、幅を広くしても表面が平滑な繊維強化プラスチック長尺シートを製造する方法を提供する。
【解決手段】炭素繊維とフェノール樹脂組成物とを含むシート2を、このシートの両表面を一対のベルト3で挟んだ状態で、ダイス4のスリットに連続的に引き込みながら加熱し、フェノール樹脂組成物を硬化するに繊維強化プラスチック長尺シート1の製造方法であって、ダイス4は、加熱装置を埋め込んだ一対の金属ブロックとその一対の金属ブロックの間にスリットを設けるスペーサーとからなり、さらにこのスペーサーがガス抜き孔を有している繊維強化プラスチック長尺シート1の製造方法で達成される。
(もっと読む)
361 - 380 / 706
[ Back to top ]