
Fターム[4F205HA33]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック等の成形の区分 (5,033) | 材料による分類 (1,842) | 樹脂 (969) | 硬化性樹脂 (706)
Fターム[4F205HA33]に分類される特許
281 - 300 / 706
複合部品の作製に適した新規な補強材料
本発明は、複合部品を作製するための、熱硬化性樹脂と合わせる新規な中間材料であって、100〜280g/m2の重量を有する炭素繊維の一方向層からなり、その各面において0.5〜50ミクロン、好ましくは3〜35ミクロンの厚さを有する、熱可塑性繊維のウェブが合わされており、全厚が80〜380ミクロン、好ましくは90〜320ミクロンである上記中間材料、並びにこのような材料から複合部品を製造するための方法、及び得られる複合部品に関する。 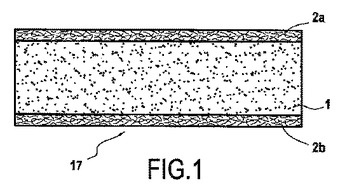 (もっと読む)
(もっと読む)
交絡ガラスストランドとその製造方法、及びガラス繊維強化樹脂引抜成形材

【課題】ボルト等のネジ材を構成する繊維強化樹脂複合材を製造する場合に、ネジ山の凹凸部を十分に補強でき、経済的に優れた製造原価で製造できるガラスストランドと、このガラスストランドを用いて得られるガラス繊維強化樹脂引抜成形材を提供する。
【解決手段】交絡ガラスストランドSは、2以上のガラスストランドが互いに交絡している交絡ガラスストランドであって、2以上のガラスストランドの番手の合計値に対する前記交絡ガラスストランドの交絡番手が3.0%以上18.0%以下の範囲内で大きく、かつJIS R3420(2006)に従う引張強度が100MPa以上である。交絡ガラスストランドSの製造方法は、ストランドの番手に対して、交絡番手が3.0%以上18.0%以下の範囲内で大きくなるように弛ませるものである。ガラス繊維強化樹脂引抜成形材は、本発明の交絡ガラスストランドSを体積百分率表示で30%から50%含有してなるものである。
(もっと読む)
一軸性複合材料の中に端部連結構造を形成するためのインサート及び方法

一軸性複合材料に適合した端部連結構造を形成するためのインサートであり、例えば風車のローターハブなどに用いられるものである。このインサート(30)はスリーブにより構成され、該スリーブは多軸配向とされた複数の繊維を含んでいる。該スリーブはその内周面の少なくとも一部にねじ部が形成されている。該スリーブにねじ切り加工を施してねじ部を形成するようにしてもよく、或いは、該スリーブをマンドレル(112、301)上において形成するようにしてもよい。このインサートは、螺旋ねじ溝型インサート部材(300、301)を備えたものとするのもよく、そうすることによって、容易に再使用することができる。 (もっと読む)
外形を備えたプリフォームを形成すべく補強繊維構造体の部分を配置し、同部分に襞を形成するための方法および装置
本発明は、乾燥したシート状構造体(55)のウェブ形式の複数の部分(8、25、45、54)を自動的に配置し、同部分に襞を形成するための装置(1、15)に関し、これを繰り返すことにより、コア(7、19)に外形を備えたプリフォーム(53)を形成し、複合材料から強化プロフィールを形成する。部分が2つのローラコンベア(9、10、21、22)間にてカセット(3乃至6、20)に保持され、コア(7、19)に同時に配置されることにより、外形を備えたプリフォーム(53)は、高い寸法精度と同時に高い生産性にてCRPプロフィールを形成する。プリフォーム(53)は合成要素を形成すべく型中にて硬化可能なプラスチック材料に浸されるRTM装置にて処理される。さらに、本発明は少なくとも一軸に対して湾曲されるように形成されるCRPプロフィールを効率的に形成する方法に関する。 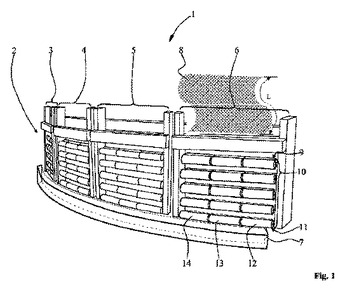 (もっと読む)
(もっと読む)
防汚性FRP成形品およびその製造方法
【課題】光触媒層表面を金属化合物薄膜で覆うことなく、親水化を向上させることができ、光触媒粒子を担持する樹脂材料の分解による破壊、減肉が製品の耐久性に悪影響を与えないFRP成形品を安価に提供することにある。
【解決手段】少なくとも表面の一部がゲルコート樹脂層で覆われたFRP成形品であって、前記ゲルコート樹脂層の厚みが100μm〜1,000μmであるとともに、少なくともルチル型酸化チタンを含む光触媒粒子が練混された前記ゲルコート樹脂層の表面を研磨処理することにより前記光触媒粒子が露出されてなることを特徴とする防汚性FRP成形品。
(もっと読む)
高圧縮率を有する折り畳みコアおよびそれから製造された物品
本発明は、高圧縮率を有する折り畳みモザイク式コア構造に関する。コア構造は、不織シートと、硬化樹脂および不織シートの合わせた重量の百分率としての硬化樹脂の重量が少なくとも50パーセントであるような量の硬化樹脂とを含む。不織シートは、さらに、少なくとも200グラム/デニール(180グラム/デシテックス)のモジュラスおよび少なくとも10グラム/デニール(9グラム/デシテックス)の靭性を有する繊維を含み、樹脂による含浸の前に、不織シートは、式Dp=K×((dr×(100−%r)/%r)/(1+dr/ds×(100−%r)/%r)から計算される見掛け密度を有し、式中、Dpは含浸前のシートの見掛け密度であり、drは硬化樹脂の密度であり、dsは含浸前のシート中の固体材料の密度であり、%rは最終コア構造中の重量%単位での硬化樹脂含量であり、Kは1.0〜1.5の値を有する数である。さらに、樹脂による含浸前の不織シートのGurley多孔度は、30秒/100ミリリットル以下である。また本発明は、このような折り畳みコアを組み込んだ複合構造にも関する。 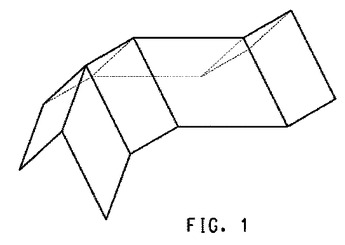 (もっと読む)
(もっと読む)
繊維強化複合樹脂線状物とその製造方法
【課題】軽量で、かつ、耐久性に優れたダクト用芯材に好適な繊維強化複合樹脂線状物を提供すること。
【解決手段】ダクト、特に、集塵用ダクトなどの大口径のダクトの形状を保持する芯材として特に利用される線状物であって、未硬化状熱硬化性樹脂12が含浸された長繊維11と、該長繊維11の外周を被覆する熱可塑性樹脂13と、から構成された線状物中間体が熱硬化処理されてスパイラル状又はリング状の形態とされた繊維強化複合樹脂線状物を提供する。
(もっと読む)
複合材でつくられるノズルまたは末広ノズル要素の製造方法
製造すべきノズルまたは末広ノズル要素の表面に求められる幾何構造を複製する表面を有する型(40)に繊維テクスチャの複数のパネルを合わせることによって、および相互接触する縁部で複数のパネルを連結することによって繊維プリフォーム(50)を得て、樹脂を含む固化成形組成物で含浸された繊維プリフォームに行われる形成操作によって固化成形された繊維強化材を形成するにあたり、型(40)と含浸された繊維プリフォームに当てたシェル(52、54)との間で形成操作を行い、少なくとも35%の繊維体積分率を有し、少なくとも軸方向寸法のほとんどにわたって多くとも5mmの厚さを有する固化成形された繊維強化材を得る。樹脂を熱分解させた後に気相中での化学浸透によって固化成形された繊維強化材の緻密化を継続して、緻密化の後に、製造すべきノズルまたは末広ノズル要素の形状および壁厚を実際に有する部品を得るようにする。 (もっと読む)
傾斜した補強材並びにそれを形成する装置および方法
丸みを付けた肩部を有する、C字状断面のコンポーネントを形成するダイツールは、第1および第2の外側ダイであって、各外側ダイは、丸みを付けた丸め部分でフランジ部分に結合し、かつ各フランジ部分が最も外側になるように、共通軸線に沿って互いに対称的に配置した、截頭円錐状部分、並びに第1および第2外側のダイ間に配置した、円柱状の外側支持ダイを有する、該第1および第2の外側ダイを備える。ダイツールは、さらに、第1および第2の内側ダイであって、各内側ダイは、丸みを付けた丸め部分で周面に結合し、かつ円錐状表面が最も外側になるように、共通軸線に沿って互いに対称的に配置した、ほぼ円錐状の表面を有するディスク、並びに第1および第2の内側ダイ間に配置した、円柱状の内側支持ダイを有する、該第1および第2の内側ダイを備える。第1および第2の内側ダイ並びに内側支持ダイは、第1および第2の外側ダイにおけるフランジ部分間に離間させて配置し、形成すべきC字状断面のコンポーネントの所望断面に対応するキャビティを画定する。内側および外側のダイにおける、丸みを付けた丸め部分は、内側および外側のダイの周縁に沿って変化する曲率半径を有し、内側および外側のダイは、回転可能とし、これにより、キャビティにおける丸みを付けた肩部の曲率半径は、ダイが回転するに従って変化するよう構成する。 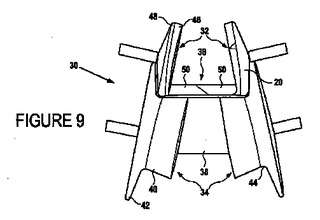 (もっと読む)
(もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
丸みを帯びた肩部を有するC字形断面部品を形成するための金型(30)が、丸みを帯びた凸状部分各々によって反対向きの平面状端面に接続される円筒外面を有する円筒体(36)を有する内型(32)と、丸みを帯びた凹状部分(48、50)各々によって対向する端フランジ(46)に接続される円筒中心部分(44)を有する外型(34)とを具備し、ここで、内型の一部分が、形成されるべきC字形断面部品の所望の断面に対応する空洞部を画定するために外型の端フランジ(46)間に配置され且つ端フランジから離間されるように構成され、丸みを帯びた凸状部分及び丸みを帯びた凹状部分が、内型及び外型各々の外周回りで変化する曲率半径を有し、丸みを帯びた凸状部分及び丸みを帯びた凹状部分の、内型及び外型が互いに近接している箇所の曲率半径が、内型及び外型が回転されるとき、変化するように内型及び外型が回転可能である。 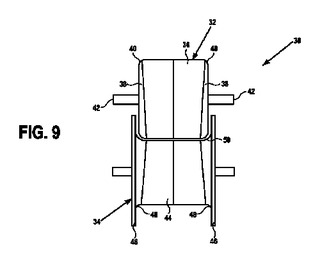 (もっと読む)
(もっと読む)
傾斜したスティフナー、傾斜したスティフナーを形成するための装置及び方法
スティフナー(24)が細長いウェブ(30)要素と少なくとも一つの細長い脚(28)要素とを有し、ウェブ要素及び脚要素は、湾曲したエルボ部によって接続され、ここで、湾曲したエルボ部の半径は、スティフナーの第2位置(E)よりも第1位置(C)で大きい。ロール成形型(32)が第1ローラー(34)及び第2ローラー(36)を具備し、第1ローラーは、第2ローラーの円周面内の対応する成形凹部内に配置されるべく構成された成形区域を有し、第1ローラー及び第2ローラーは、ローラー間を通過させられる細長い部材(20)上に付与されるべき所望の形状に対応する、ローラー間の隙間(40)を画成し、ここで、所望の形状はウェブ部分と脚部分との間の湾曲したエルボ部を含む、ロール成形型において、湾曲したエルボ部に対応する、ローラー間の隙間の曲率半径が最小値と最大値との間で変化するように、第2ローラー内の凹部の形状と、第1ローラーの対応する区域の形状とは、ローラーの円周の一部分の回りで変化する。ロール成形型を通して細長い部材を送り込み、且つ、細長い部材の一部分が型のローラー間に送り込まれているとき、第1位置と第2位置との間で型のローラーを回転させることによって、スティフナーは成形され、これによって、スティフナーに形成される湾曲したエルボ部の曲率半径が変化される。 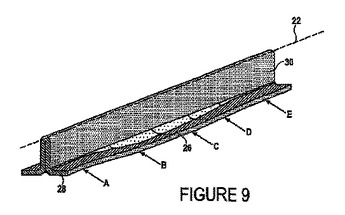 (もっと読む)
(もっと読む)
複合構造物の製造方法および装置
複数のテープを基板上にレイアップする複合テープ付与機械によって、複合部品を形成する。該テープの横向き位置は、テープがレイアップされている際に調整することができる。 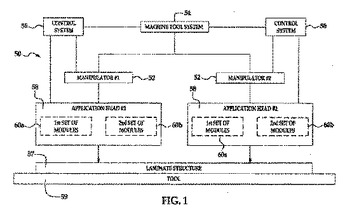 (もっと読む)
(もっと読む)
複合材料の要素を製造するための装置及び方法
本発明は、積層され且つ予め切断された未重合の積層体(21,22)に始まる、高分子樹脂を予め含浸させた強化繊維を含む複合材料の3次元ビーム型要素を製造するための装置において、ローラ列(17)をそれ自身に備えるヘッド(15)を備え、前記ヘッド(15)は固定台板に沿って長手方向に移動可能であり、前記ヘッド(15)が移動すると、前記ローラ列が未重合の前記積層体(21,22)に対して作用してそれらを圧縮・成形し、それによって、前記積層体(21,22)がその後の一体化が可能な状態になるように、前記積層体(21,22)をそれらの最終形状に一気に成形する装置に関する。また、本発明は複合材料の3次元ビーム型要素を製造するための方法に関する。 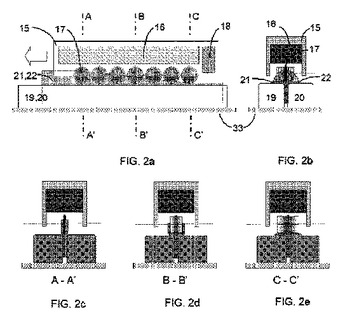 (もっと読む)
(もっと読む)
マイクロ波を使用して繊維強化複合材料からなる構造部分を製造する方法及び成形用具
繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する方法が開示されて、前記方法は、a)重合可能な繊維強化複合材料(4)からなる前記少なくとも一層(2)をある形状(5)に整えて、前記形状(5)は基部面(6)及び複数の盛り上がった部分(7)を有し、b)少なくとも一つの前記盛り上がった部分(7)と接触させるように少なくとも一つの成形用具(8)を位置決めして、前記成形用具(8)は、前記少なくとも一つの盛り上がった部分(8)に対する少なくとも一つの接触面(9)がマイクロ波感受性材料(10)からなり、c)前記少なくとも一つの成形用具(8)をマイクロ波(3)で照射することにより少なくとも一つの前記盛り上がった部分(7)を重合させることを少なくとも含む。前記成形用具は三次元の型(11)を有し、前記成形用具(8)は前記部分(1)に対する接触面(9)を有し、少なくとも前記接触面(9)はマイクロ波感受性材料(10)からなる。 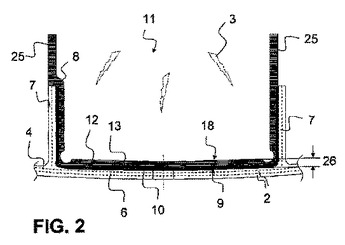 (もっと読む)
(もっと読む)
マイクロ波重合を使用して繊維強化複合材料からなる構造部分を製造する方法
マイクロ波(3)を吸収する繊維強化複合材料(4)を含む少なくとも一層(2)を有する部分(1)を製造する本発明による方法であって、前記方法は、a)前記少なくとも一層(2)をある形状(5)に整えて、b)前記少なくとも一層(2)の第一表面部分(6)をマイクロ波(3)で処理して、前記少なくとも一層(2)の温度を制限する手段は少なくとも一つの隣り合う第二表面部分(7)と少なくとも一時的に相互作用することを少なくとも含む。前記方法では、特に、a)及びb)が複数の部分(1、11)に対して実施され、前記部分(1、11)は少なくとも下記により更に処理され、c)各第二表面部分(7)の少なくとも一部が少なくとも一つの重なる領域(12)を作るように、複数の部分(1、11)が互いに対して位置決めされ、d)前記少なくとも一つの重なる領域(12)をマイクロ波(3)で処理する。 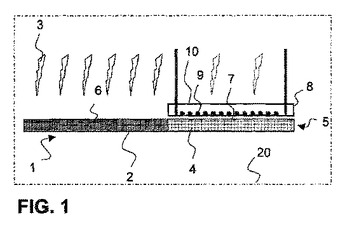 (もっと読む)
(もっと読む)
有機マトリックス複合材から作られる構造部品を製造する方法、および得られる部品
本発明は、補強材(5、7)をその軸方向延長部(XX)に含むマンドレル(3)の上に繊維状材料のロービングを編組することによってプリフォームを形成する繊維構造体(9)を製造するステップと、プリフォームに有機樹脂を含浸させるステップと、この樹脂を硬化させるステップとを含み、前記補強材が、連結部材を収容するために軸(XX)に直角の軸を備えるボア(5’、V)を有する前記カバーを形成する、有機マトリックス複合材から作られる構造部品を製造する方法に関する。方法は、突出する複数突刺(30)が、前記ボア(5’、7’)の両側にあるそれの表面の少なくとも一部を覆って補強材(5、7)の中に組み込まれ、ロービングが前記突刺を取り巻いて少なくとも部分的に交差するように、編組が、突刺を取り巻いて行われることを特徴とする。  (もっと読む)
(もっと読む)
車両用ボディシェル構造及びその製造方法
本発明は、車両用ボディシェル構造の製造方法に関し、硬化可能なマトリクス材料を入れ込まれた平坦な布製の支持エレメントが準備され、この支持エレメントは、強化/成形エレメントの対応する位置決め後に、少なくとも1つのシェル中子の周囲に成形され、続いてマトリクス材料が硬化される。少なくとも1つのシェル中子を取り除くと、溶接接合の一体型ボディシェル構造ができる。本発明は、さらに、本方法によって製造されたボディシェル構造に関する。 (もっと読む)
流体不浸透性が改善された複合パネル
繊維層および熱硬化性樹脂成分と硬化剤と繊維ミクロパルプとを含む樹脂を含むプレプレグ複合材料。ミクロパルプ成分は、0.01〜100マイクロメートルの体積平均長さを有するアラミド繊維である。プレプレグは、硬化構造体への流体浸透を最少化するために複合パネル構造体の中で有用である。このプレプレグは、ハニカムサンドイッチパネルを製造するために特に適する。アラミド繊維ミクロパルプを含有するフィルム接着剤、液体樹脂およびペースト樹脂も開示される。  (もっと読む)
(もっと読む)
航空機胴体中に配置される中間デッキを支持するための支柱、およびその支柱用のロッドボディを製造するための方法
【課題】ロッドボディが軽量構造でありつつ良好な座屈抵抗および耐損傷性を備えさらに向上された耐火性を備える支柱を創出する。
【解決手段】航空機胴体1中に配置される中間デッキ2を支持するための支柱であって、繊維強化材料を含む中空円筒形のロッドボディ3を含み、そのロッドボディ3の2つの端部が航空機胴体1に、または中間デッキ2に着脱可能に取り付けるための取り付け部として設計される、支柱に関し、ロッドボディ3は、45°の位置合わせで、または90°の位置合わせで同じ数の縦糸および横糸を用いた炭素繊維布から製作される少なくとも1つの第1の補強層10aと、0°の位置合わせで横糸より多くの数の縦糸を含む炭素繊維布から製作される少なくとも1つの第2の補強層10b、10cと、ガラス繊維を含む最終層とを含み、それらは、人工樹脂と共に、コンパクトな繊維強化材料を形成する。
(もっと読む)
タービン翼半体の製造方法、タービン翼半体、タービン翼の製造方法およびタービン翼
【課題】樹脂注入成形によるタービン翼半体(1,2)の製造方法において、より少ない時間でタービン翼を生産する方法を提供することを目的とする。
【解決手段】製造方法は、以下のステップ:繊維マット(4)を有するタービン翼シェル用の型(3)を準備すること、強化用部材(6)を該型(3)の中の該繊維マット(4)上に置くこと、空気不透過封止膜(17)を該繊維マット(4)上にかつ該強化用部材(6)にもたれかけて置くこと、減圧下において該強化用部材(6)の下側の領域を含む該繊維マット(4)の中に硬化性樹脂を導入すること、タービン翼半体(1、2)を形成するために該樹脂を硬化させること、この結果前記タービン翼半体(1、2)は該硬化樹脂によって該強化用部材(6)に接着されたタービン翼シェル(11)を具備する、を備える。
(もっと読む)
281 - 300 / 706
[ Back to top ]