
Fターム[4F205HL15]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 製品内での繊維の方向性 (545) | 筒体以外の製品内での繊維の方向性 (272)
Fターム[4F205HL15]の下位に属するFターム
厚み方向 (47)
長手方向 (20)
幅方向 (8)
製品の曲りに沿ったもの (104)
Fターム[4F205HL15]に分類される特許
61 - 80 / 93
複合構造緩衝体
【課題】三次元複合構造体を用いた耐久性に優れた複合構造緩衝体を提供する。
【解決手段】線条ロッドが三次元に斜交配列してなる線条体の空隙が可撓性マトリックスによって充填された複合構造体からなり、該複合構造体の表面が弾性被覆によって覆われていることを特徴とし、橋台と橋桁端との間に介設され、橋梁の耐震構造部材として好適な複合構造緩衝体。
(もっと読む)
フィラメントワインディング装置

【課題】角度の異なる複数の種類のヘリカル巻を短時間且つ確実に行う。
【解決手段】マンドレルMの表面に繊維束Rを巻き付けるフィラメントワインディング装置で、複数の繊維束RをマンドレルMに対してヘリカル巻で巻き付けるためのヘリカル巻ヘッド13を備え、ヘリカル巻ヘッド13は、マンドレルの周方向M2に沿って配置された複数のガイド部からなる少なくとも二つのガイド列15と、各ガイド列15を相対的に回転して、各ガイド部15の位置を変更可能とする位置変更機構とを備えている。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】精度よく複雑な形状に成形することができるとともに、生産性が高いFRPの製造方法を提供する。
【解決手段】FRP製タンクの製造方法では、金属製の中子5に強化繊維を巻き付けて被覆する被覆工程を行った後、強化繊維に母材樹脂を含浸させる含浸工程を行う。その後、母材樹脂を加熱してプリキュアするプリキュア工程と、母材樹脂をプリキュア工程より高い温度で加熱してアフターキュアするアフターキュア工程とを行う。中子5は、プリキュア工程での加熱温度より高く、アフターキュア工程での加熱温度以下の融点を有する金属からなる。そして、アフターキュア工程においては、中子5を溶かして流し出す。
(もっと読む)
多層基材およびプリフォーム
【課題】
多方向に強化繊維糸条が配向しながら曲面追従性に優れた多層基材と、それからなるプリフォームを提供する。
【解決手段】
強化繊維糸条が並列にシート状に配列されて強化繊維層を形成し、その強化繊維層の複数層が、それぞれの強化繊維層を構成する強化繊維糸条の配列方向が異なる角度で積層された状態で一体化されてなる多層基材において、(1)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が強化繊維糸条を横切る方向に切断端を有すると共に、その切断端を有する強化繊維糸条の長さが10〜300mmの有限長であること、または(2)前記の強化繊維層を構成する強化繊維糸条の80重量%以上が10〜300mmの有限長の不連続繊維からなる紡績糸であって、その紡績糸の繊度が300〜5,000texであり、かつ、糸幅/厚み比が2〜20であることを特徴とする多層基材。
(もっと読む)
軸外れ複合プレプレグの製造方法及び装置
本発明は、裏紙の縦方向に対して±5度のような角度でファイバ方向を有するテープ形態の2つの層の軸外れ複合プレプレグ材料を好ましく製造する方法及び装置に関する。このような軸外れプレプレグ複合材料テープの使用は主に航空機の複合翼ストリンガまたはスパーのような高い縦横比の部品を製造するためのものである。 (もっと読む)
多軸基材の製造方法
【課題】たて糸またはよこ糸シートの層を形成する繊維糸条間の隙間(ギャップ)を形成させることなくたて糸シートを挿入・積層して交差積層できる、安価な多軸基材の製造方法を提供。
【解決手段】多数本の繊維糸条が並行にシート状に配列されて層を構成し、該層の少なくとも2層以上が層を構成する繊維糸条が交差するように積層されて積層体を構成し、該積層体の最上層にたて糸シートが配置されて一体化されてなる多軸基材の製造方法において、下記の(A)〜(C)の工程を経た後に、下記の(D)〜(G)の工程を順に経る多軸基材の製造方法。(A)たて糸シート形成工程、(B)よこ糸シート形成工程、(C)たて糸シート再形成工程、(D)たて糸シートの層とよこ糸シートの層を、交差積層する工程、(E)積層体の最上層に配置されているたて糸シートを、さらに開繊する工程、(F)積層体を一体化し多軸基材とする工程、(G)コアに巻き取る巻取工程。
(もっと読む)
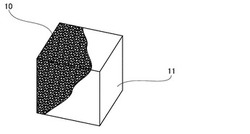
繊維複合材料からなる被加工材の製造方法および全長にわたって変化する断面輪郭を有する異形材の形状の繊維複合部品
少なくとも一支持手段(3)が供給されるステップと、予備含浸された繊維半製品からなるメイン材料(6)および/または第2の材料(7)が、少なくとも二成形ブランクエリア(1,10)を形成すべく、該成形ブランクエリア(1,10)の少なくとも一方は前記メイン材料を有し、前記成形ブランクエリア(1,10)の少なくとも一方は前記第2の材料を有するようにして前記少なくとも一支持手段(3)に被着されるステップと、前記成形ブランクエリア(1,10)が、被加工ブランク(14)を形成すべく、前記少なくとも一支持手段(3)が前記被加工ブランク(14)の表面に配されるようにして互いに圧着されるステップと、前記少なくとも一支持手段(3)と前記第2の材料(7)とが、前記被加工材(15)を形成すべく、前記被加工ブランク(14)から取り除かれるステップとを含む繊維複合材料からなる被加工材(15)の製造方法に関する。 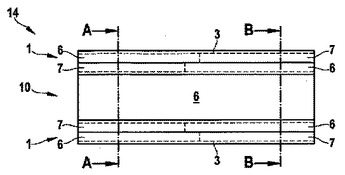 (もっと読む)
(もっと読む)
複数の繊維複合体構成部品を形成する方法
本発明は、繊維複合体構成部品(10)を形成する方法を提案し、その方法は特に、たとえば飛行機建造のための構造構成部品として使用されるような、変化するプロフィール横断面および/または少なくとも部分的に湾曲した推移を有する、複雑な形状のプロフィールを形成するのに適しており、かつ次のステップを有する:a)複数のコア部分(12)を準備するステップ、b)コア部分(12)の各々の上に第1の繊維材料(16)を別に塗布するステップ、c)コア部分列(18)を形成するために、第1の繊維材料(16)によって被覆されたコア部分(12)を互いに継ぎ合せるステップ、d)コア部分列(18)にとって共通の第2の繊維材料(20)を、コア部分列(18)の少なくとも、コア部分(12)が第1の繊維材料(16)によって被覆されている側に沿って塗布するステップと、e)繊維強化された構成部品ボディを形成するために、第1と第2の繊維材料(16、20)を、含浸させて硬化するステップ、f)構成部品ボディを、繊維複合体構成部品(10)となる、複数の部分に分断するステップ。 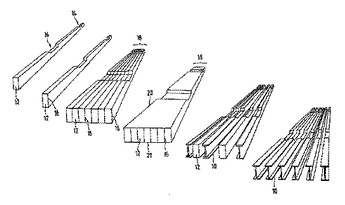 (もっと読む)
(もっと読む)
超電導磁石装置
【課題】 CFRP製熱シールド板の線膨張係数をLN2冷却配管の線膨張係数に近づけることによって、信頼性を向上した超電導磁石装置を得る。
【解決手段】 超電導コイルと、超電導コイルを収納する内槽と、内槽を冷却するための冷却剤を封入している冷却配管と、冷却配管を備え、内槽を被覆して熱侵入を抑制する輻射熱シールド板とを備えた超電導磁石装置において、輻射熱シールド板は、±60度に繊維配向したプリプレグシートを積層して形成した炭素繊維強化プラスチックから成る。
(もっと読む)
複合材料製構造部材の成形方法および複合材料製構造部材
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とすること。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
表面平滑性に優れたハイブリッド複合材料とその成形方法。
【課題】平滑な表面あるいは複雑な形状・模様の意匠性表面を有する繊維強化プラスチック成形品を得るための、ハイブリッド複合材料を提供すること。
【解決手段】
コア層とその片面又は両面に積層配置された表層とからなるハイブリッド複合材料であって、コア層がマトリックス樹脂と繊維強化材とから形成されており、表層が熱可塑性樹脂のチョップドストランド・プリプレグから形成されている表面平滑性に優れたハイブリッド複合材料。チョップドストランド・プリプレグは、繊維体積含有率(Vf)が20〜50%、繊維軸方向の長さが15〜45mm、厚さが0.13mm以下のもので、繊維配向がランダムになるように積層されたものが好ましい。
(もっと読む)
タイヤ補強材としてのゴムシートの製造方法および同製造方法により製造されたゴムシートを用いたタイヤ
【課題】内部に埋め込まれているコードに切断箇所のないタイヤ補強用ゴムシートを一連の連続工程により製造する。
【解決手段】ねじり加工工程100と、このねじり加工工程で撚り合わされたコードを一平面上で所定の幅でジグザグ状あるいはコ字状に折り曲げて平面状のコード体を形成する型付け工程200と、このコード体を上下のシート状ゴム体で挟み込んでゴムシートを構成するゴムシート製造工程300とを連続配置することにより、コードに切断箇所のないタイヤ補強用ゴムシートを一連の連続工程により製造する。
(もっと読む)
遠心分離機用ローターの一体成形方法
【課題】
超高速回転に安定的に耐え得る、繊維強化樹脂製の遠心分離機用ローターを、一体成形により提供すること。
【解決手段】
外周側壁部と底部とセンターボス部とからなる遠心分離機用ローターを一体成形する方法であって、外周側壁部には、円周方向に強化繊維が配向した一方向配列繊維強化材からなるプリプレグを用い、底部には、強化繊維の配向方向が回転軸を中心に円周方向にほぼ等間隔にずれて擬似等方性をなすように積層された複数枚のドーナツ状の繊維強化樹脂シートの積層体を用いる方法において、かかる両者のつなぎ目を、底部を構成する前記ドーナツ状の繊維強化樹脂シートの積層成形体のうち一部又は全部を、半径方向外周側に底部よりも延出して大きめにカットし、この延出部分にほぼ等間隔に複数の切り込みを入れ、この切り込みの入った延出部分を前記外周側壁部の下部に重ねて配置して成形することからなる一体成形方法。
(もっと読む)
タイヤ構成用ゴムシートの製造方法および製造装置
【課題】タイヤのショルダー部やプライのターンアップエンド部でのゴムの剥離問題を解決したタイヤ構成材としてのゴムシートの製造方法および製造装置を提供する。
【解決手段】送り出し装置から送り出された予め撚り合わされたスチールコードあるいは単線のフィラメントの1本を、折り曲げ装置により一平面上でジグザグ状に折り返して平面状のコード体を形成し、これをゴムシート製造装置にてシート状ゴム体に挟み込んでタイヤ構成用ゴムシート(短冊体)を製造する。
(もっと読む)
FRP製角パイプの成形法。
【課題】外内寸法に精確度が要求されるような断面が角形のFRP製角パイプを、プリプレグを用いて、オートクレーブやホットプレスを用いる圧縮成形法で、容易に成形体として得る方法を提供すること。
【解決手段】FRP製角パイプを成形するに際し、断面が角形のマンドレル(中子)にプリプレグを巻回・積層し、このプリプレグの表面に、角パイプの外型となる分割型の型枠を装着・固定し、次いで、型枠を加熱・加圧することからなるFRP製角パイプの成形法。
(もっと読む)
繊維強化プラスチック構造体
【課題】 エネルギー吸収性能を向上したFRP構造体を提供する。
【解決手段】 FRP構造体10は、固化されたマトリックス樹脂17と、マトリックス樹脂により形状維持された第1強化繊維基材15と、マトリックス樹脂に接合され、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する複数の第2繊維16と、で構成されている。第2繊維16は、複数の異なる繊維長さを有する複数種類の第2繊維16A,16B,16C,16Dを含んでいるため、引張り力の増大に応じてマトリックス樹脂から剥離した本数が増加する。
(もっと読む)
FRP製角パイプの成形方法。
【課題】断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて容易に、且つ正確な角を有する成形体として得る方法を提供すること。
【解決手段】上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することからなるFRP製角パイプの成形方法。
(もっと読む)
プリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物
【課題】
物性の優れた繊維強化複合材料構造物を生産性良く製造するためのプリフォーム用基材、プリフォーム、およびこれらを用いた繊維強化複合材料構造物を提供する。
【解決手段】
複数枚の強化繊維シートを積層するとともに該強化繊維シート間を接合したプリフォーム用基材であって、隣接する強化繊維シートを、少なくとも一組の端辺が積層方向と交差する方向に互いに離間し、かつ、平行になるように積層する。
(もっと読む)
繊維強化樹脂製の部材
【課題】軽量化を図りつつ、長手方向に延びる溝又は中空部を有する形状に形成された繊維強化樹脂製の部材の製作効率を高める。
【解決手段】バンパレインフォース10を構成する繊維製の単一の骨格材11は、炭素繊維製の複数本の第1繊維束19、炭素繊維製の複数本の繊維束20及びアラミド繊維製の複数本の第2繊維束21から構成されている。炭素繊維製の第1繊維束19は、底壁14を構成し、アラミド繊維製の第2繊維束21は、フランジ17,18を構成する。第1,2繊維束19,21の長さ方向は、バンパレインフォース10の長手方向に揃えられている。底壁14は、圧縮荷重を受けると見なされるバンパレインフォース10(骨格材11)における圧縮応力部である。フランジ17,18は、引っ張り荷重を受けると見なされるバンパレインフォース10(骨格材11)における引っ張り応力部である。
(もっと読む)
繊維強化熱可塑性複合材料の成形方法およびその中間体
【課題】 作業性が良く、低コスト化が図れ、品質の良い製品が安定して得られる繊維強化熱可塑性複合材料の成形方法の提供。
【解決手段】強化繊維に熱可塑性樹脂を含浸したプリプレグ材料を、金型に設置する所定形状に整形する中間体を製造する。次に、中間体製造工程で製造した中間体を金型内に設置する。そして、設置工程で金型内に設置した中間体をプレスし、繊維強化熱可塑性複合材料の熱可塑性樹脂の融点より高い温度に加熱して成形した後、熱可塑性樹脂の融点より低い温度に冷却する。成形工程では、既に、強化繊維に熱可塑性樹脂が含浸しており、比較的短時間で成形を行なうことができる。また、プリプレグ材料には汎用材料があり、中間体を製造するのに加熱・溶融し、冷却・固化するという一連の成形作業がなく、コストを低く抑えることができる。
(もっと読む)
61 - 80 / 93
[ Back to top ]