
Fターム[4F205HL15]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチツク成形用繊維の巻回、分布 (881) | 製品内での繊維の方向性 (545) | 筒体以外の製品内での繊維の方向性 (272)
Fターム[4F205HL15]の下位に属するFターム
厚み方向 (47)
長手方向 (20)
幅方向 (8)
製品の曲りに沿ったもの (104)
Fターム[4F205HL15]に分類される特許
41 - 60 / 93
樹脂含浸処理された複数の配向を有する複合材料の製造法

【課題】 樹脂含浸処理された複数の配向を有する複合材料の製造法を提供する。
【解決手段】 複数のフィラメントバンド(110)からなる複合材料(100)が開示される。フィラメントバンドが固体もしくは半固体の樹脂で含浸される。フィラメントバンド(110)は、複合材料(100)のシート形成するために、複数の配向で巻きつけられる。さらに、複合材料(100)は、複合材料(100)のシートによって、様々な数の層およびファイバ配向を有するべく作製されてもよい。別の実施例において、複数の層およびファイバ配向を必要とする複合材料は、フィラメント巻きつけ工程において製造される。
(もっと読む)
繊維集積ロッドと、その製造方法

【課題】 軸、フレーム等の素材として使用可能な繊維集積ロッドを提供する。
【解決手段】 カーボン繊維束3に塗布した樹脂4が硬化する前に、カーボン繊維束3の多数条3bを張力を加えて集合させて縦繊維部1aを形成し、次に縦繊維部1aの外周にこれを被覆するように前記繊維束3をこれに張力を付与した状態で螺旋状に巻き付けることにより螺旋状部1bを形成する処理を、2回以上実施する。
(もっと読む)
繊維強化樹脂製賦形品およびその製造方法
【課題】側面部に円弧状の隅角部が形成されているにもかかわらず、成形品の隅角部の強度低下が防止された繊維強化樹脂製賦形品を提供する。
【解決手段】本発明の繊維強化樹脂製賦形品1は、底面部10と底面部10より立ち上がった側面部20とを有し、側面部20に円弧状の隅角部21が形成され、底面部10には、一方向に配向した繊維11が含まれ、隅角部21の円弧の頂点Aを境界とした際の片側の第1側面部20aには、第1側面部20aの立ち上がり方向に対して85°〜90°で配向した繊維22が含まれ、もう一方の片側の第2側面部20bの、第1側面部20a側の部分には、第1側面部20a内の繊維22が、第2側面部20bの立ち上がり方向に対して90°〜95°で配向するように入り込み、第2側面部20bの残部には、第2側面部20bの立ち上がり方向に対して平行に配向した繊維23が含まれている。
(もっと読む)
コンポジット構造に用いるハイブリッド三次元織り/積層支材
【課題】コンポジット構造を補強するために用いる織りプリフォーム、およびそのようなプリフォームを製造する技術の提供。
【解決手段】織りプリフォームは、一緒に織った複数の層をもつ中央部分を備える。プリフォームは、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第1の端部部分を含む。プリフォームは、また、複数の個別の織り層であり、中央部分で織り込んだ複数の層と一体に織られ、プリフォームの全長に沿って伸びる第2の端部部分を含む。第1および第2の端部部分における複数の個別の織り層の間に入っているのは、バイアス層である。また、第1および第2の端部部分には、厚さ方向の補強がある。個別の織り層およびバイアス層を横切る補強繊維が、それらの層を固定し補強する。
(もっと読む)
ほぼ円筒形の複合材物品及びファンケーシング
【課題】ファンケーシングなどの円筒形複合材物品を提供する。
【解決手段】その周りに巻付けた末端フランジ54及び曲線輪郭62を備えたファンケーシングプリフォーム42を有する本物品は、複数の円周方向層40を備えたほぼ円筒形の本体52を含み、各層は、少なくとも1つの材料36プライを有し、材料36は、ウィーブファブリック、ノンクリンプファブリック又はその組合せを含む。これらのファブリックは、三軸編組よりも小さな繊維状起伏を示すので、表面がより滑らかであり、衝撃を受けた時に大きなエネルギー散逸をもたらすことができる。
(もっと読む)
管状プリプレグ賦形品の製造方法および繊維強化樹脂製管状体の製造方法
【課題】プリプレグの巻き忘れを防止できる管状プリプレグ賦形品の製造方法、所望の強度および剛性を有する管状体を容易に製造できる繊維強化樹脂製管状体の製造方法を提供する。
【解決手段】本発明の管状プリプレグ賦形品の製造方法は、2枚以上のプリプレグ11,12,13を巻回し、積層して、管状プリプレグ賦形品10を製造する際に、各プリプレグの、巻き方向に沿う一方または両方の縁部11a,12a,13aが露出するように積層する方法である。本発明の繊維強化樹脂製管状体の製造方法は、上述した管状プリプレグ賦形品の製造方法により製造した管状プリプレグ賦形品10を加熱硬化する方法である。
(もっと読む)
フィラメントワインディング自動化システム
【課題】生産効率の向上及び低コスト化を可能とする。
【解決手段】ヘッド部12、13から繰り出される繊維束RをマンドレルM1に巻付ける巻付け装置と、巻付け前のマンドレルを巻付け位置に設置し、巻付け後のマンドレルを巻付け位置から排出する設置・排出装置5と、繊維束を保持して、巻付け後のマンドレルから巻付け前のマンドレルM1に受け渡す受渡装置3と、繊維束を切断する切断装置とを備え、受渡装置は、巻付け後のマンドレルから巻付け前のマンドレルに繊維束を受け渡す受渡リング31、32を含み、巻付け後のマンドレルの軸方向端部に当接する先の受渡リングと、次に巻付け位置に設置される巻付け前のマンドレルのための後の受渡リングとを有し、先の受渡リングと後の受渡リングとを連結手段を介して軸方向に連結し、後の受渡リングに繊維束を巻付けた後、先の受渡リングと後の受渡リングとの間で、繊維束を切断し、巻付け後のマンドレルを排出するフィラメントワインディング自動化システム。
(もっと読む)
複合材料から形成される構造フレーム及び該構造フレームを備えている航空機の胴体
本願発明は、複合材料から形成された構造フレームに関する。本願発明の目的は、構造において単純な状態のままである一方、高い機械的性能を有する構造フレームを得ることである。この目的は、所定の角度で構造フレームのメイン部分における単一方向の繊維の複数のセットを配置することで達成される。このシステムは、特に航空機の胴体のための構造フレームとして使用されることができる。 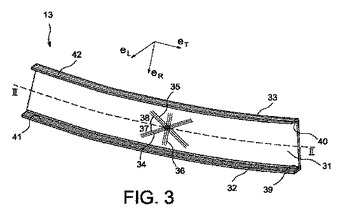 (もっと読む)
(もっと読む)
繊維強化樹脂製歯車
【課題】製造時に歯形を形成することが容易な繊維強化樹脂製歯車を提供することにある。
【解決手段】繊維強化樹脂製歯車11は、芯金12と、芯金12の外周を囲むように設けられるとともに外周部に複数の歯形部13が形成された繊維強化樹脂部14とから構成されている。繊維強化樹脂部14は、歯車11の歯形部13の歯すじ方向に対して平行に配列された複数の連続繊維16からなる連続繊維群を強化材として有する繊維強化樹脂層17を備えている。
(もっと読む)
繊維強化樹脂歯車
【課題】切削加工により歯部を形成することで歯車の周方向に延びる連続繊維が切断された状態になっても歯部の強度低下を抑制することができる繊維強化樹脂歯車を提供する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されている。繊維強化樹脂部14には歯部15が形成されている。繊維強化樹脂部14は連続繊維からなるとともに歯車の周方向に沿う面を形成するように歯車の径方向に積層された複数の繊維層で構成された強化材を有する繊維強化樹脂で形成されている。強化材は、少なくとも歯部15の各山15aと対応する位置に複数の繊維層16を貫通する繊維としての厚さ方向糸17が存在するように形成された三次元繊維組織で構成されている。
(もっと読む)
繊維強化樹脂部材とその製造方法、および繊維織物の製造装置
【課題】少なくとも曲がり部を有するマンドレル外周において、長手方向糸を滑らせることなく配置することがき、もって長手方向糸と斜向糸がともに均一に配置された高品質な繊維強化樹脂部材とその製造方法、および該繊維強化樹脂部材のための繊維織物の製造装置を提供する。
【解決手段】長尺な繊維織物が、該繊維織物の長手方向に延びる複数の長手方向糸Q,…と、該長手方向に対して所定角度傾斜した複数の斜向糸P,…とが編み込まれて形成されており、該繊維織物に樹脂が含浸硬化してなる繊維強化樹脂部材1であり、この繊維強化樹脂部材1は少なくとも曲がり部1”とを有しており、曲がり部1”において、長手方向糸Q、…が長手方向に対してたとえば10〜15度の範囲の傾斜姿勢で螺旋巻きされている。
(もっと読む)
繊維強化樹脂面材
【課題】孔開け加工の際のバリの発生を効果的に抑止できる繊維強化樹脂面材を提供する。
【解決手段】繊維強化樹脂面材10Aは、炭素繊維を束ねてなる炭素繊維束が同一配向を有した姿勢で複数並べられ、面状を呈する第一の繊維束群と、第一の繊維束群と異なる方向に配向する炭素繊維束が同一配向を有した姿勢で複数並べられ、面状を呈する第二の繊維束群と、を少なくとも具備し、少なくとも第一、第二の繊維束群が積層された姿勢で硬化樹脂にて一体に形成されることで炭素繊維強化樹脂基材(CFRPシート1)を成し、炭素繊維強化樹脂基材の表面には、ガラス繊維のクロス材と硬化樹脂とが一体に形成されたガラス繊維強化樹脂表材(GFRPシート2)が固着されている。好ましくは、GFRPシート2はガラス繊維を経編みした構造または緯編みした構造を呈している。
(もっと読む)
ホース用補強糸巻付装置
【課題】 糸吊り現象が発生することなく、品質性及び生産性を向上させることができるホース用補強糸巻付装置を提供する。
【解決手段】 本発明は、筒状の内側管3と内側管3の外周面に巻かれる補強糸5とを少なくとも有するホース7を製造する過程で使用され、内側管3の外周面に補強糸5を巻き付けるホース用補強糸巻付装置1であって、内側管3が挿通可能なホース挿通孔13aが形成され、ホース7の軸に対して回転可能な回転体13と、回転体13に取り付けられ、かつ、補強糸5が巻き付けられるボピン19とを備え、ボピン19は、該ボピン19の軸が回転体13の回転中心を通りかつ回転体13の回転軸に対して略直角であるとともに、回転体13の回転中心に対して放射状に配置されていることを特徴とする。
(もっと読む)
少なくとも1の湾曲区域を有する複合部品の製造方法
本発明は、ポリマーマトリックス内に少なくとも部分的に埋め込まれる強化糸の多層ウェブ集合体を含み、少なくとも1の湾曲区域を有する複合部品を製造する方法であって、複合部品の各層をドレープさせる又は重ね合わせるステップを含む方法において、湾曲区域に隣接する少なくとも1の区域において、少なくとも1のドレープ又は重ね合せステップを、少なくとも1の強化撚糸を含んだウェブ又は撚糸のウェブを含む複合材料層を用いて実施することにより、ウェブ表面に平行な方向に測定した際の糸幅の両側にある、該糸の端路長の差を少なくとも補償することを特徴とする方法に関する。本発明は、こうして得られる複合材料にも関する。 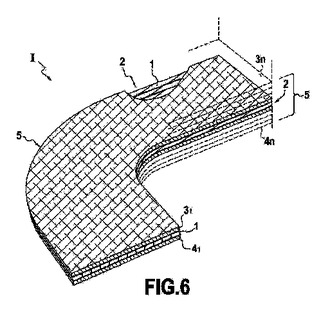 (もっと読む)
(もっと読む)
航空機胴体室部を複合繊維材料で製造する方法及び機器
本発明は、継ぎ目なし一体化且つ基本的に中空の円筒状部品5、とりわけ航空機の胴体部分の製造方法に関する。本方法は、以下の工程を含む:a)第1真空膜3の固定巻心2への付与及び第1真空膜3の真空排気工程、b)巻心を巻き取ることにより、巻心2への胴体部5の積層状態での巻着工程、c)第1真空膜3の通気工程、d)固定巻心と比較して不安定な外型6の胴体部5への付与工程、巻心2は外型6を安定化させ、e)胴体部5を外型6に接近するように引き寄せると共に、胴体部5を少なくともいくつかの領域で、巻回心2から取り外すために、第2真空膜7の外型6への付与及び第2真空膜7の評価工程、f)完成胴体部を製造するために、オートクレーブでの装置全体の硬化工程。これにより、部品5の高い表面品質を生じさせる。更に、極めて高い寸法安定性が、とりわけ接着させられる部品5の断面形状に関して達成される。加えて、本発明は、本方法を実行する機器に関する。 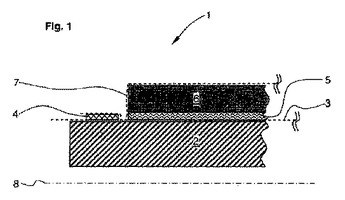 (もっと読む)
(もっと読む)
炭素繊維強化プラスチック製部材
【課題】航空や宇宙航空の航空機主翼または尾翼ボックス構造用の構造部材として用いられる衝撃後圧縮強度と損傷視認性を両立させる炭素繊維強化プラスチック製部材を提供する。
【解決手段】少なくとも2種の一方向材[A]、[B]が積層されてなる航空機主翼または尾翼ボックス構造用の炭素繊維強化プラスチック製部材であって、前記[B]がボックス構造の内面に積層され、かつ[B]のGIIcが[A]のGIIcの110%〜200%の範囲内であるか、または[B]の引張強度が[A]の引張強度の50%〜95%の範囲内であることを特徴とする炭素繊維強化プラスチック製部材。
(もっと読む)
繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置
【課題】繊維強化樹脂製容器の製造方法および繊維強化樹脂製容器製造装置において、寸法を過度に大きくすることなく、一部の層に十分な樹脂を含浸させた繊維強化樹脂製容器を得ることである。
【解決手段】カーボン繊維30に樹脂を含浸させることにより得た樹脂含浸繊維32をライナー12に巻き付けるためのライナー回転装置36と、ライナー回転装置36のライナー12を配置する部分の下側に設けて、樹脂を収容した樹脂補充槽22とを備える。樹脂補充槽22は、補充槽上下移動機構38により上下方向に移動可能とする。樹脂補充槽22の上下位置を、ライナー12に巻き付けた樹脂含浸繊維32の巻き層の数に応じて変えることにより、ライナー12に巻き付けた複数の樹脂含浸繊維32の巻き層の内径寄り部分に含浸させた樹脂量が、巻き層の他の部分の少なくとも一部に含浸させた樹脂量よりも多くなるようにする。
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
複合材料からガスタービンケーシングを製作するための方法およびそれによって得られるケーシング
【課題】構造的観点および耐衝撃性の観点の両方から改善された特性を有する厚み変化を有する複合材料からガスタービンケーシングを製作する方法を提供すること。
【解決手段】特にガスタービンファン用の厚み変化を有する複合材料ケーシングは、繊維強化材を形成し、マトリックスによって繊維強化材の密度を高めることによって製作される。繊維強化材は、マンドレル(40)の上に繊維織物(30)の重ね合わせられた層を巻き付けることによって形成され、織物は厚み変化を有するように3次元製織によって形成される。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
41 - 60 / 93
[ Back to top ]