
Fターム[4F205HM03]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 強化プラスチック成形における樹脂の含浸 (401) | 繊維、プリフォームへの樹脂の含浸方法 (396) | 液状樹脂を用いるもの (345) | 浴への浸漬 (141)
Fターム[4F205HM03]に分類される特許
121 - 140 / 141
繊維強化複合材料成形装置
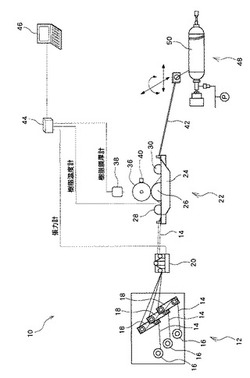
【課題】繊維に樹脂を含浸して繊維強化複合材料を成形する繊維強化複合材料成形装置において、樹脂の含浸不足を検知することである。
【解決手段】繊維に樹脂を含浸し、前記樹脂含浸繊維を巻回部材に巻回することにより繊維強化複合材料を成形する繊維強化複合材料成形装置10であって、樹脂含浸装置22は、樹脂を繊維14に付着させる樹脂付着用ローラ26と、樹脂付着用ローラと所定の幅を有する間隙を設けて配置され、樹脂が付着した繊維34を間隙に通して樹脂含浸量を調整する樹脂含浸量調整用ローラ36と、樹脂含浸量調整用ローラに付着され、樹脂付着用ローラから除かれた余分な樹脂の樹脂量を計測する膜厚検出装置38等の樹脂量計測手段と、樹脂含浸量調整用ローラに付着した樹脂を除去するヘラ40等の樹脂除去手段とを備え、樹脂含浸量調整用ローラの回転方向に対して、間隙と、樹脂量計測手段と、樹脂除去手段とが順に位置する。
(もっと読む)
プロペラシャフトおよびその製造方法

【課題】小径のシャフトであっても共振周波数特性が高くて(曲げ剛性の高い)かつ、所定の捩り強度、円環剛性を確保し、さらに価格の高騰を抑えたプロペラシャフトおよびその製造方法を提供することにある。
【解決手段】内径が50〜100mmで、筒軸方向に対して5°〜60°の螺旋巻の層と筒軸方向に対して75°〜90°の周方向巻の層を有し、少なくとも引張弾性率400〜900Gpaの強化繊維を含み、中央部の厚みが1.5〜5mmであるFRP筒体に継手要素が結合されてなることを特徴とするプロペラシャフト。
(もっと読む)
プロペラシャフト
【課題】
本発明は、耐熱性に優れ、150℃を超える温度下で使用しても力学的物性の低下が極めて少ないプロペラシャフトを提供せんとするものである。
【解決手段】
本発明のプロペラシャフトは、本体筒と、この本体筒の両端部に装着された継手とを有するプロペラシャフトにおいて、前記本体筒が、熱硬化性樹脂を補強繊維で強化してなる繊維強化プラスチックからなり、かつ、該繊維強化プラスチックの25℃環境下での静的ねじり強度をT1、150℃環境下での静的ねじり強度をT2としたとき、T2/T1≧0.83であることを特徴とするものである。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、専用の装置を用いることなく、樹脂含浸繊維の張力の測定を可能とすることである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。ここで、アイクチ案内部18は、さらに、樹脂含浸繊維32に張力を与える張力ローラが受ける反力を検出する機能を有する。検出された反力は樹脂含浸繊維32の張力に相当する。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、繊維に樹脂が適切に含浸されたか否かの判断を迅速に行うことである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。レジンバス16とアイクチ案内部18との間に、レジンバス16から進んできた繊維の温度を測定する非接触型の樹脂含浸繊維温度計28が設けられ、レジンバス16において温度調整された樹脂の温度に基いて設定される管理限界の範囲と、測定された繊維の温度とが比較される。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、繊維への樹脂含浸量の過不足を適切に判断できるようにすることである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維30をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維30に樹脂を含浸させ、樹脂含浸繊維32として供給するレジンバス16と、樹脂含浸繊維32を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。レジンバス16には繊維が接触したローラ上の位置でローラ上残存樹脂量を測定する接触後樹脂量測定器と、ローラに繊維が接触する前のローラ上含浸前樹脂量を測定する接触前樹脂量測定器とが配置され、これらの測定結果から繊維への樹脂含浸量の過不足が判断される。
(もっと読む)
フィラメントワインディング装置
【課題】フィラメントワインディングにおいて、製品成形の工程に支障を与えることなく、製品成形と平行して樹脂含浸繊維における繊維と樹脂の割合を管理することである。
【解決手段】フィラメントワインディング装置10は、カーボン繊維をセットし巻き出しを行うクリールスタンド14と、巻き出されたカーボン繊維に樹脂を含浸させ、樹脂含浸繊維として供給するレジンバス16と、樹脂含浸繊維を揃えてライナー20に沿って巻き付けるアイクチ案内部18とを含んで構成される。クリールスタンド14には、巻付用カーボン繊維30とは別個に工程管理用のダミー繊維34が用意され、ダミー繊維34は巻付用カーボン繊維30と同じ工程を経てVf測定器28に供給される。Vf測定器28において測定された繊維と樹脂の割合のデータは制御部40に送られ製品成形中の工程制御に利用される。
(もっと読む)
長繊維強化熱可塑性樹脂材料の製造装置及びその製造方法
【課題】含浸ダイの導入孔からの溶融樹脂の漏出防止及び溢出量の抑制を図る。
【解決手段】含浸室1に連続した強化繊維の繊維束4を連続して供給するための複数個の導入孔7が入口板2に設けられている含浸ダイにおいて、上記入口板2の各導入孔7に対しシャッター5が導入孔を個別に開閉可能に設けられており、入口板2の導入孔の下側にシャッター受け6が設けられており、前記シャッター5を該シャッター受け6に係合させた状態で上下動させることによって導入孔7を開閉することを特徴とする。
(もっと読む)
炭素繊維強化熱可塑性樹脂テープ及びその製造方法
【課題】テープを材料に用いた炭素繊維強化熱可塑性樹脂(CFRTP)成型物が高い曲げ強度を示す広幅扁平形状の炭素繊維強化熱可塑性樹脂テープを製造する方法を提供する。
【解決手段】内部を走行する炭素繊維4が溶融熱可塑性樹脂で含浸される溶融樹脂含浸装置6と、溶融熱可塑性樹脂中を通過して溶融樹脂が含浸された炭素繊維4を引き抜く下流側スリットノズル12とを備え、前記樹脂含浸装置6の下流側端部にはノズル上部部材20及びノズル下部部材26が所定間隔離間して取り付けられると共に、前記ノズル上部部材20とノズル下部部材26との間隙を130μm以下にし、下流側スリットノズル12の下流にテープ冷却手段64、66を設けた構成の装置を用いて製造する。
(もっと読む)
繊維強化熱可塑性樹脂の引抜成形方法
【課題】 エポキシ樹脂を使用した引抜成形でありながら、繊維強化熱硬化性樹脂では困難なリユース、リサイクル及び2次加工が可能となる繊維強化熱可塑性樹脂を製造する引抜成形方法を提供する。
【解決の手段】 1分子中にエポキシ基を2つ有する化合物(A)と、1分子中にフェノール性水酸基を2つ有する化合物(B)とを予め強化用繊維に含浸させる工程(I)、及び、前記化合物(A)と化合物(B)とが含浸された前記強化用繊維を金型に引き込みつつ引き抜きながら前記金型を介して加熱し、前記化合物(A)と化合物(B)とを重付加反応により直鎖状に重合させ、前記化合物(A)と化合物(B)とが重合してなる熱可塑性樹脂を成形する工程(II)を有することを特徴とする繊維強化熱可塑性樹脂の引抜成形方法。
(もっと読む)
射出成形体とその製造方法、並びに、射出成形体に用いられるペレット
【課題】植物由来原料を主成分とし、耐熱性を有し、結晶化速度の早い射出成形体を提供すること。
【解決手段】本発明の射出成形体は、(A)乳酸系樹脂、及び、(B)セルロース40質量%〜60質量%とリグニン10質量%〜30質量%とを含有する天然繊維、を含む樹脂組成物であって、(A)乳酸系樹脂と(B)天然繊維とを質量比で99:1〜70:30の割合で含有し、かつ、(A)乳酸系樹脂が、L乳酸:D乳酸=100:0〜97:3、又は、L乳酸:D乳酸=0:100〜3:97である樹脂組成物を用いてなる。
(もっと読む)
側部ポート付きのフィラメント巻き圧力容器
その側壁に大きな直径のポートを備えた円筒状圧力容器(11)を作製する方法は、所望の直径のマンドレル(23)とその上に巻着するフィラメントとを提供するステップを含む。1つの全体的な最内層を巻着させた後、張力下で樹脂含浸平行ストランド(39)のバンド(60)を使用して、環状の補強ベルト(16)が規定された領域の上に螺旋状に巻着される。次いで、環状のベルト(16)自体の上に、張力下でフィラメント状材料の樹脂含浸平行ストランドが螺旋状に巻き上げられて、2つの完全な外層を提供する。硬化させ、マンドレル(23)から取り外した後、少なくとも1つの孔部(71)が補強ベルト(16)内で側壁に切削され、側部ポートフィッティング(75)が孔部(71)内に据え付けられる。  (もっと読む)
(もっと読む)
長繊維強化熱可塑性樹脂ストランドの製造装置および製造方法
【課題】 長繊維強化熱可塑性樹脂ストランドを製造するに際し、その製造を長時間連続して行うことができ、連続運転性に優れた長繊維強化熱可塑性樹脂ストランド(以下、ストランド)の製造装置および製造方法を提供する。
【解決手段】 (1) 熱可塑性樹脂浴容器内の溶融した熱可塑性樹脂中に強化用繊維束を導入し、該強化用繊維束に該熱可塑性樹脂を含浸させ、該熱可塑性樹脂浴容器の出口ノズルから樹脂含浸繊維束を引き取ると共に撚り機によって該樹脂含浸繊維束に撚りを付与し、これにより得られたストランドを切断機により切断してペレット化するストランドの製造装置であって、前記撚り機と切断機との間に、ストランドを前記撚り機による撚りと同じ方向に撚り、前記撚り機により付与された撚りを保つ手段を設けたことを特徴とするストランドの製造装置、(2) この装置を用いるストランドの製造方法等。
(もっと読む)
圧力容器及び水素貯蔵タンク並びに圧力容器の製造方法
【課題】ドーム部に巻き付けられる繊維束が口金部を通るように配列しても、口金部近傍から肩部にかけて圧力容器の軸方向の強度を高めるのにあまり寄与しない繊維を少なくできるとともに、同じ耐圧性を確保するのに必要な繊維量を減らすことができる圧力容器を提供する。
【解決手段】圧力容器11は、筒部12の両端にドーム部13を有する形状に形成され、ドーム部13の中心に口金部14備えている。圧力容器11は、ガスバリア性を有する円筒状の胴部15aの両端にドーム部15bを有するとともにドーム部15bの中心に口金部14を備えたライナ15と、その外側に樹脂含浸繊維束を巻き付けて硬化することにより形成された外殻16とを備えている。ドーム部13には内側に巻き付けられた繊維束層17aを覆う形状補正部材18が設けられ、形状補正部材18の外側にも繊維束層17bが形成されている。
(もっと読む)
プロペラシャフト
【課題】捩り強度や危険回転数といった基本的要求を満足しつつ、衝突時におけるボディの破壊にあわせてプロペラシャフトの破壊を確実に進行させることができ、ボティによるエネルギー吸収効果を十分に発現させることができるプロペラシャフトを提供する。
【解決手段】FRP製の円筒状本体と、該本体の端部に接合して設けた継ぎ手とを有し、上記本体は該本体の全長にわたって延在する主層と、上記本体の端部において上記主層と一体に設けた部分層を含むプロぺラシャフトにおいて、上記主層と部分層との軸方向の層間の剥離強度が、5MPa以上30MPa以下であることを特徴とするプロペラシャフト。
(もっと読む)
繊維強化樹脂線状物及びその製造方法
【課題】光ファイバーケーブル用テンションメンバーの引張強度を維持しつつ、曲げ性能を向上する。
【構成】無機繊維と、有機繊維と、その間のマトリックス樹脂を含む繊維強化樹脂線状物。無機繊維の周囲に有機繊維が配置されていてもよい。無機繊維と有機繊維とを未硬化の熱硬化性樹脂に含浸させ、次いで、硬化させる繊維強化樹脂線状物の製造方法。
(もっと読む)
繊維強化樹脂製線材の成形方法・繊維強化樹脂製線材・繊維強化樹脂製線材の成形装置・繊維強化樹脂製線材の成形に用いられる繊維束
【課題】金型のような高価な成形加熱治具を要することなく成形でき、成形速度を高速にできるとともに、多品種少量生産もコストアップを来たすことなく容易にでき、繊維強化樹脂製線材の製造コストの大幅な低減を図れるようにする。
【解決手段】撚って断面が円形状になるように予備成形した繊維束2をテンションローラ9で張力を付与しながら送り、樹脂槽3内にどぶ浸けして熱硬化性樹脂11を含浸し、余分な樹脂をダイス4に通して削ぎ落とした後、電気炉5内で折り返し案内して樹脂を非接触状態で加熱しながら硬化させつつ引き抜き手段6により引き抜く。
(もっと読む)
引抜成形により得られる複合管とその製造方法
発明の対象は次の段階の連続、すなわち、牽引応力を支持する1方向、0度の布あるいは繊維が含まれる駆動層1の引抜成形による設置、第1層1上に+5度と+60度あるいはー5度とー60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2の引抜成形による設置、層2上に該層2と必ず符合が反対であるー5度とー60度の間あるいは+5度と+60度の間に含まれる管の長手軸に関する角度で設置されるn本の糸が含まれる層2'の引抜成形による設置、そして、該層2'上に1方向の層3の0度の角度での引抜成形による設置ならびに全体のその後の重合化からなることを特徴とする樹脂の事前浸透あるいは樹脂の直接浸透による糸の層の重ね合わせによる引抜成形での複合材料管の製造方法である。
本発明には得られる管もまた含まれる。
(もっと読む)
未含浸強化繊維の織布の裁断方法およびその裁断処理装置
【課題】未含浸強化繊維よりなる織布の裁断に際して、熱可塑性樹脂やタッキファイアの粉末を付与して織布を固定する方法では、粉末の分量や疎密のコントロールが難しく、裁断処理装置を自動化した場合に高速化ができない。
【解決手段】マトリックスとしての熱硬化性樹脂を含浸させて繊維強化樹脂材を製造するための未含浸強化繊維の織布を、裁断する方法であって、前記織布に、少なくともその裁断パターンに沿って、裁断用固定材としての常温で固体の熱硬化性樹脂が揮発性有機溶媒に溶かされてなる溶液を含浸させる含浸工程100と、前記溶液が含浸した織布より前記溶媒を乾燥させる乾燥工程200と、前記溶媒が乾燥した織布を前記裁断パターンで裁断する裁断工程300と、を備える。
(もっと読む)
FRP製パイプ及びフィラメントワインディング装置
【課題】 ヘリカル巻層及び両端にフープ巻層を備えたFRP製パイプを生産性良く製造できるフィラメントワインディング装置(FW装置)を提供する。
【解決手段】 FW装置はヘリカル巻部を備えたヘリカル巻用ヘッド5と、フープ巻部を備えたフープ巻用ヘッド6とを備え、両ヘッド5,6が一体的な移動と、独立した状態での移動とが可能に構成されている。ヘリカル巻用ヘッド5は複数本の繊維束Rを同時にマンドレルMに対してヘリカル巻で巻付け可能とするため、マンドレルMの周方向に沿って配列された複数のガイド24a,24bを備えている。両ヘッド5,6は対向する位置に、互いに遊嵌可能なリング状の凹凸29a,30bを有するヘリカル巻用開繊部29,30を備えている。フープ巻用ヘッド6は繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されたフープ巻用開繊部41が上下に1個ずつ設けられている。
(もっと読む)
121 - 140 / 141
[ Back to top ]