
Fターム[4F206AA03]の内容
プラスチック等の射出成形 (77,100) | 樹脂材料等(主成形材料) (4,284) | ポリオレフィン (919)
Fターム[4F206AA03]の下位に属するFターム
ポリエチレン系 (194)
ポリプロピレン系 (425)
C4以上のポリマー系(←ノルボルネン、ブテン) (77)
Fターム[4F206AA03]に分類される特許
201 - 220 / 223
合成樹脂成形品及び合成樹脂成形品を成形するための金型装置
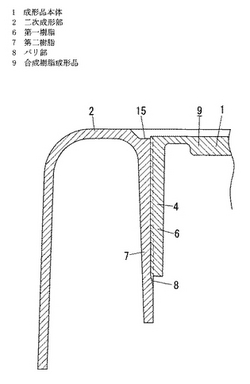
【課題】 圧縮成形において発生するバリを除去しなくてもバリが成形品の外部に露出しないようにできて成形品の商品価値を低下させない。
【解決手段】 第一樹脂6の圧縮成形により成形される成形品本体1の外周部に圧縮成形により発生するバリ部8を形成し、成形品本体1の外周部に成形品本体1と一体に第二樹脂7の射出成形により二次成形部2を成形すると共に該二次成形部2でバリ部8を一体に被覆する。
(もっと読む)
複合成形体
【課題】発泡特性に優れ、ソフト感及び耐熱性にも優れる複合成形体を提供すること。
【解決手段】複合成形体は、ポリオレフィン系複合樹脂層に発泡層を一体成形してなる。発泡層を構成する発泡層用組成物は、(a)芳香族ビニル化合物と共役ジエン化合物とを有するブロック共重合体の水素添加物と、(b)プロピレン系重合体と、(c)ゴム用軟化材と、(d)結晶性プロピレン重合体と、プロピレン及びエチレンを含有する非晶性共重合体とからなるプロピレン系重合体混合物とを含有してなる。(イ)発泡層用組成物のタイプA硬度は80以下で、発泡層の表面硬度(アスカーC)は75以下であり、(ロ)発泡層の発泡倍率は1.2倍以上であり、(ハ)発泡層用組成物の溶融延展性は170〜190℃にて80m/min以上であり、(ニ)発泡層用組成物のTMA測定値の0.1mm変形時温度は100℃以上で、0.5mm変形時温度は120℃以上である。
(もっと読む)
積層成型物の製造方法
【課題】対物面が凸面、接眼面が凹面からなる防眩用偏光光学レンズの製造方法の提供。
【解決手段】最近技術的に大きな進歩をしている片面に接着剤層又は粘着剤層が塗布加工された液晶ディスプレイ(LCD)用の高度な技術を用いたTACフィルムで挟んだ偏光シートの非接着剤層に、目的樹脂性シートと相溶性がある光学的に透明性を有する接着剤を新たに塗布加工を施し樹脂性シートと新たに塗布加工した接着剤層を介して偏光シートを貼着して積層する。この積層シートを成形目的物と同じ形状に熱プレス加工にて成形し、この成形シートを型抜きし、これを目的成形品の成形型に接着剤層が内側に露出するように挿入し、該樹脂性シートと同素材のレンズ成形樹脂を射出成形し対物面及び接眼面が同一素材の偏光レンズの製造方法。
(もっと読む)
携帯電話機用装飾パッドおよびその製造方法
【課題】 良好な密着性を有し繰り返し着脱可能な意匠性を有する携帯電話機用装飾パッドの提供及びその製造方法の提供。
【解決手段】 熱可塑性フィルム層と、装飾層と、非晶性α−オレフィン重合体からなる支持基材層とが、この順に積層されている熱成形用積層シートを用いた携帯電話機用装飾パッドにより、良好な密着性と繰り返し着脱性の両者を満足する意匠性を有する携帯電話機用装飾パッドの提供することができる。また、前記熱成形用積層シートを、真空成形することによる本発明の携帯電話機用装飾パッドの製造方法を提供する。
(もっと読む)
積層成型物の製造方法
【課題】安価なセルローストリアセテート製偏光シートを使用した偏光レンズを製造するための問題を解消した製造方法の提供。
【解決手段】最近技術的に大きな進歩をしている片面に接着剤層又は粘着剤層が塗布加工された液晶ディスプレイ(LCD)用の高度な技術を用いたTACフィルムで挟んだ偏光シートの非接着剤層に、目的樹脂性シートと相溶性がある光学的に透明性を有する接着剤を新たに塗布加工を施し樹脂性シートと新たに塗布加工した接着剤層を介して偏光シートを貼着して積層する。この積層シートを成形目的物と同じ形状に熱プレス加工にて成形し、この成形シートを型抜きし、これを目的成形品の成形型に接着剤層が内側に露出するように挿入し、該樹脂性シートと同素材のレンズ成形樹脂を射出成形し対物面及び接眼面が同一素材の偏光レンズの製造方法の確立である。
(もっと読む)
ポリエチレン系樹脂製射出成形体
【課題】高剛性でかつ高衝撃特性を有し、その成形においても優れた流動性を有しているポリエチレン系樹脂からなる射出成形体を得る。
【解決手段】下記(A)〜(D)の要件を満たすポリエチレン系樹脂を射出成形する。(A)密度が890kg/m3以上980kg/m3以下、(B)炭素数6以上の長鎖分岐数が1,000個の炭素原子当たり0.01個以上3個以下、(C)式(1)と式(2)を共に満たし、 MS190>22×MFR−0.88 (1) MS160>110−110×log(MFR) (2)(D)示差走査型熱量計による昇温測定において得られる吸熱曲線のピークが一つである。
(もっと読む)
樹脂製自転車フレーム又はその部品、及びそれらの製造方法

【課題】軽量で低コスト、かつ高精度の高強度樹脂製自転車フレーム又はその部品を提供する。
【解決手段】 主材樹脂に対し、平均長さ:9〜14mmのフィラーを40〜75重量%の範囲内で添加混合させてなる樹脂製自転車フレーム又はその部品とする。これにより、軽量で低コスト、かつ耐衝撃性や引張り強度、ヤング率や可とう性、振動吸収性など機械的特性に優れ、自由造形が可能でしかも寸法公差にバラツキのない高精度かつ高強度の自転車フレーム又はその部品を提供することができる。
(もっと読む)
樹脂封止方法
【課題】 簡略な工程で電子部品を樹脂封止できる樹脂封止方法の提供。
【解決手段】 固定型及び可動型を備えた金型を用い、インサート成形法を適用し、平板状ワークの所要部分を被覆する樹脂封止方法であり、
固定型及び可動型を貫通して設けられた一対以上の突出ピンを両方向から突き出すことにより、金型内のキャビティに装填された平板状ワークを両面側から支持した後、樹脂を充填すると共に、充填完了直前に突出ピンを引き抜くことにより、平板状ワークの両面を被覆する樹脂封止方法
(もっと読む)
射出成形材料により封入されるかまたは射出成形材料から成形されるリムまたは他の特徴部を有する容器
射出成形材料により封入されるかまたは射出成形材料から成形される、フランジ(116)、リム(124)、ハンドル(258)、リブ、底面(500)、側壁(114)、または他の部分を有する、密閉シールすることができるトレー(100)または容器(478)。  (もっと読む)
(もっと読む)
車両構造部品及びその設計方法
【課題】必要とされる剛性を維持しつつ軽量化された車両構造部品を提供する。
【解決手段】車両の構造を維持するための車両構造部品である。所定形状の車両構造部品と同一の形状を有する、所定の金属材料からなる対比用車両構造部品の、金属材料の一部が所定の樹脂材料で置換されてなるとともに、対比用車両構造部品の質量W2に対する、車両構造部品の質量W1の比の値(W1/W2)が、0.7〜0.8であり、かつ、実際に車両構造部品として用いられた場合に負荷されることが予測される応力を負荷した状態で測定される、対比用車両構造部品の剛性率G2に対する、車両構造部品の剛性率G1の比の値(G1/G2)が、0.9〜1である。
(もっと読む)
プラスチック部品を製造する射出成形方法
【課題】部品の異なる領域の優れた特性が保証される射出成形方法を提供する。
【解決手段】射出成形方法は、第1キャビティを有する第1金型において、露出面2と、露出面2と反対側に位置するコア面3とを有する露出部分1のプラスチック成形材料の射出成形と凝固を行うステップa)と、第1金型を分割面24に沿って開放するステップb)と、第2キャビティ28内に露出部分1を有する第2金型25を閉鎖するステップc)と、露出部分1のコア面3上で機能部分10のプラスチック成形材料の射出成形と凝固を行うステップd)と、第2金型25を開放してプラスチック部品を取出すステップe)とを備える。
(もっと読む)
乾燥機能をもつ合成樹脂成形体
【課題】使用の初期から長期間にわたって、適度の水分吸収能力を保持する乾燥機能をもつ合成樹脂成形体を提供する。
【解決手段】乾燥剤111 を含有する合成樹脂の第1成形体110 中に、柱状で良好な水分透過性をもつ合成樹脂の第2成形体120 の両端面を、第1成形体110 の外面に露出させるようにして配設する。第1成形体110 の合成樹脂と第2成形体120 の合成樹脂とは、熱融着し合わない合成樹脂とし、第2成形体120 の比率が、総重量に対して10〜45重量%とする。
(もっと読む)
熱可塑性エラストマー製歯付ベルトの製造方法。
【課題】樹脂の流れを均一にして心線の並びを良好にし、ベルトスリーブのスクラップ量を低減した熱可塑性エラストマー製歯付ベルトを提供する。
【解決手段】内型3がベルト成型部11とその両端の支持部10からなり、この支持部10に着脱リング14a,14bを装着してベルト成型部11の外周面と同一面にした後、心線16を一方の着脱リング14aの巻始め領域Sからベルト成型部10へ、そして他方の着脱リング14bを巻終り領域Tにして巻付けし、ベルト成型部10の両端部15で心線止め部Pを形成した後、巻始め領域Sと巻終り領域Tに巻付けた心線16を切断して各着脱リング14a,14bを抜取り、この内型3を外型2bに設置し、溶融樹脂33をベルト成型部の幅をゲート幅とするフィルムゲート46から心線の巻付け方向へ流し込んでベルトスリーブ18を成形し、内型3から脱型したベルトスリーブ18を切断して歯付ベルトにする。
(もっと読む)
射出成形用金型及び射出成形方法
【課題】 転写性を向上させるとともに成形品にクラックなどが発生する不具合を効果的に防止でき、かつ、ハイサイクル化を損なうことのない射出成形用金型及び射出成形方法を得る。
【解決手段】 非晶質ポリオレフィン樹脂を金型の樹脂成形空間に射出して光学素子を得る射出成形用金型及び射出成形方法。樹脂成形空間の周囲に断熱材を配置することで、非晶質ポリオレフィン樹脂が樹脂成形空間に充填されたときの樹脂成形空間の表面温度を非晶質ポリオレフィン樹脂のガラス転移点温度以上に保つ。樹脂成形空間に充填された樹脂の表面温度は曲線bに示すように変化し、充填完了時には点Aで示すように、ガラス転移点温度以上であり、樹脂の表面部分(スキン層)と中心部分との温度差Bが小さく、保圧工程や冷却工程での残留応力が低減される。
(もっと読む)
長繊維強化熱可塑性樹脂成形体
【課題】本発明は、合成樹脂の成形体を種々の製品部材に取り付ける際に、その確実な固定を実現すべく、ネジ込みトルクの高い合成樹脂成形体を提供することにある。
【解決手段】長繊維強化熱可塑性樹脂を使用するとともに、長繊維強化熱可塑性樹脂成形体に取り付けるタッピングネジの呼び径(d1)に対して、下穴径(d)が75〜50%であるボスを有する長繊維強化熱可塑性樹脂成形体とすること。
(もっと読む)
表皮付き発泡樹脂部材及びその製造方法
【課題】予め成形した樹脂基材を配置しつつ型閉めされた型内で樹脂表皮を成形した後、減圧発泡により発泡樹脂芯体を樹脂表皮と一体に成形するべく微小型開きする際に、樹脂表皮が樹脂基材から剥がれてしまうことを抑える。
【解決手段】樹脂基材1を基材用型面51に配置しつつ型閉めされた固定型40及び可動型50内に発泡樹脂材料を射出、充填する。このとき、樹脂基材1の厚肉端縁部11の熱収縮により、樹脂基材1の端縁部外側面1a等とこれに対向する基材用型面51との間に隙間が形成され、この隙間に発泡樹脂材料が侵入する。そして型面で冷却固化された樹脂表皮3の端縁部31内面と樹脂基材1の端縁部外側面1a等とが固着される。樹脂表皮3の端縁部31等が厚肉端縁部11等に固着、係止されるため、その後の微小型開きで発泡樹脂材料を減圧発泡させる際に、樹脂表皮3が樹脂基材1から剥がれることを抑制できる。
(もっと読む)
熱可塑性ポリエステルをベースとする改良された流動性を有する成形用組成物
本発明は、熱可塑性ポリエステルと、少なくとも1種のオレフィンと脂肪族アルコールの少なくとも1種のメタクリル酸エステルまたはアクリル酸エステルとを含む少なくとも1種のコポリマー(ただし、コポリマーのMFIは100g/10分以上である)と、をベースとする改良された流動性を有する熱可塑性成形用組成物と、これらの成形用組成物の調製方法と、さらには、電気産業、電子産業、通信産業、自動車産業、もしくはコンピューター産業向けの、スポーツにおける、家庭内における、医療における、または娯楽産業向けの、成形品を製造するための、これらの成形用組成物の使用と、に関する。 (もっと読む)
改良された流動性を有するポリアミド成形用組成物
本発明は、熱可塑性ポリアミド、および、少なくとも1種のオレフィンと脂肪族アルコールの少なくとも1種のメタクリル酸エステルまたはアクリル酸エステルとを含むコポリマー(ただし、コポリマーのMFIは、100g/10分以上である)をベースとする改良された流動性を有する熱可塑性成形用組成物と、これらの成形用組成物の調製方法と、さらには、電気産業、電子産業、通信産業、自動車産業、もしくはコンピューター産業向けの、スポーツにおける、医療における、家庭内における、または娯楽産業における、成形品を製造するための、これらの成形用組成物の使用とに関する。 (もっと読む)
増大した接着性および耐久性を有する多層バリア容器
共射出によって形成される多層容器の層間剥離を減少するための技術が提供される。該多層容器は、少なくとも親水性コポリマーの層およびポリオレフィンと酸無水物変性ポリオレフィンとのブレンドを含む層を含む。親水性コポリマーは、コア層を形成し、ポリオレフィンと酸無水物変性ポリオレフィンとのブレンドは、外側のスキン層を形成することが望ましい。この容器は、採血に適しているが、それらは他の用途についても同様に使用することができる。 (もっと読む)
液体を圧力下の溶融物質内に導入する方法及び装置
【課題】
【解決手段】液体を圧力下の溶融物質内に導入する方法及び装置1が記載されている。かかる方法及びかかる装置1は、少なくとも1つの導体4を備えるケーブル要素にて被覆層5、6、7を形成するのに特に適しているが、これにのみ限定されるものではなく、上記層5、6、7は、絶縁性液体を内蔵する連続相を形成する押出し成形した熱可塑性ポリマーを備え、また、例えば、送電及び(又は)分電用の電気ケーブル3を製造するときに使用可能である。該方法は、液体を溶融物質の圧力よりも高い所定の圧力にするステップと、液体を複数の貯蔵タンク12内に供給するステップと、複数の貯蔵タンク12とそれぞれ流体的に連通した複数の射出装置13により上述した所定の圧力に等しい射出圧力にて液体を溶融物質内に射出するステップとを備えている。望ましくは、このことは、溶融物質内での液体の可能な限り均一な分散を保証しつつ、技術的に簡単な要領にて且つ低コストにて実質的に連続的な液体の吐出を実現することを可能にする。  (もっと読む)
(もっと読む)
201 - 220 / 223
[ Back to top ]